Изобретение относится к приборостроению и может быть использовано при изготовлении мембранных чувствительных элементов из дисперсионно-твердеющих сплавов.
Известны способы контроля термической обработки изделий из дисперсионно- твердеющих сплавов рентгеноструктурным методом, которые применимы и к упругим чувствительным элементам. В частности, такой способ контроля изделий из бериллие- вой бронзы состоит в том, что образец облучают рентгеновскими лучами, снимают дифрактограмму, определяют период решетки метастабильной у -фазы и сопоставляют с эталонными значениями 1.
Недостатками этих способов для УЧЭ являются: длительность контроля, использование дефицитного контрольного оборудования и опасность работы с рентгеновским излучением.
Наиболее близким техническим решением является способ изготовления мембранныхкоробок. из дисперсионно-твердеющих сплавов, включающий термообработку листовых заготовок, изготовление из них мембран соединением мембран в мембранные коробки и контроль хода 2.
Недостатком этого способа является то, что он не обеспечивает получения задаваемых метрологических характеристик УЧЭ и изделий на их базе высокого класса точности вследствие недопустимых отклонений в структурном состоянии материала и геометрии мембран, возникающих из-за отсутствия неразрушающего метода контроля качества выполнения операции закалки.
VI XI
О
VI
Ю СЛ
Использование прокладок при старении мембран не устраняет недостатков, вы- званных некачественной закалкой, Компенсация же настройкой прибора изменений характеристики УЧЭ, вызванных несоответствием режимов закалки, требует больших трудозатрат и сложно в технологическом отношении.
Цель изобретения - снижение i рудоем- кости и повышение технологичности способа.
Поставленная цель достигается тем, что е способе изготовления и контроля мембранных коробок из дисперсионно-твердего- щих сплавов, включающем термообработку листовых заготовок, изготовление из них мембран, соединение мембран в мембранные коробки и контроль хода W мембранных коробок от исходного состояния до посадки мембран, после термообработки листовых заготовок измеряют температуру их закалки рентгено-структурным методом, а после контроля хода VV строят график функциональной зависимости W-f(T), на от ом графике устанавливают интервал допускаемых значений Т и находят соответствующий- ему интервал допустимых значений W, а о годности изготавливаемых мембранных коробок судят по результатам сравнения их хода с найденным интервалом допустимых значений хода W.
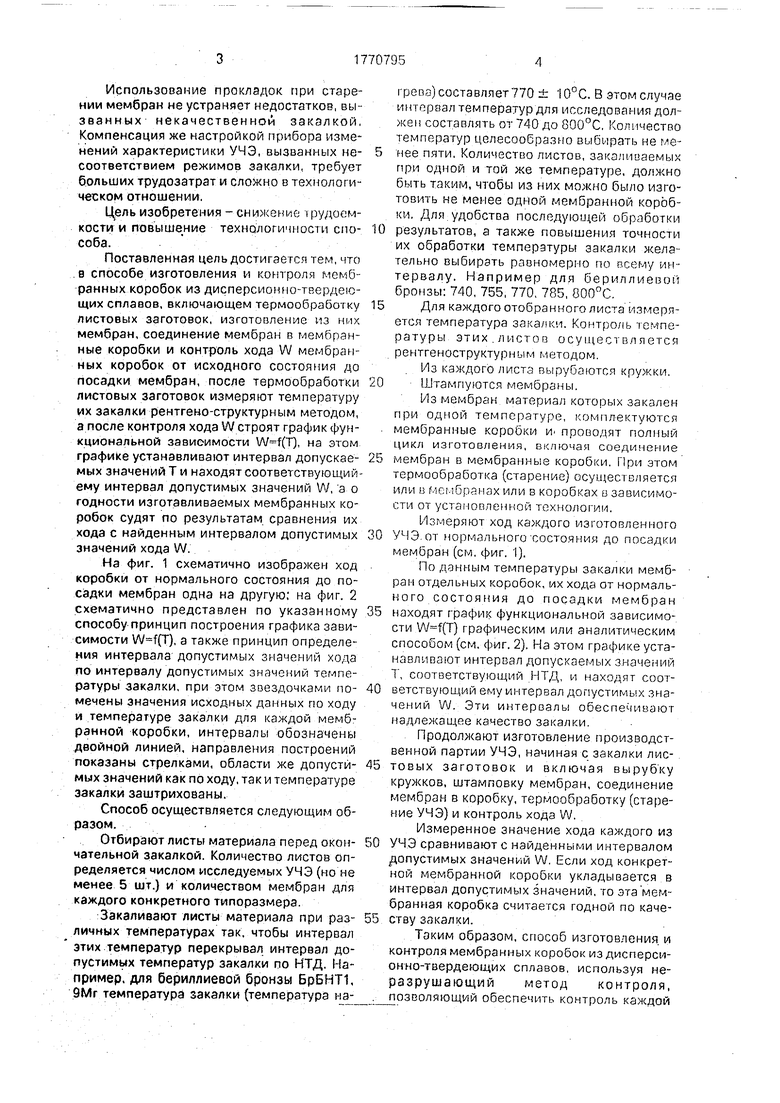
На фиг. 1 схематично изображен ход коробки от нормального состояния до посадки мембран одна на другую; на фиг. 2 схематично представлен по указанному способу принцип построения графика зависимости (T), а также принцип определения интервала допустимых значений хода по интервалу допустимых значений температуры закалки, при этом звездочками помечены значения исходных данных по ходу и температуре закалки для каждой мембранной коробки, интервалы обозначены двойной линией, направления построений показаны стрелками, области же допустимых значений как по ходу, так и температуре закалки заштрихованы.
Способ осуществляется следующим образом.
Отбирают листы материала перед окончательной закалкой. Количество листов определяется числом исследуемых УЧЭ (но не менее 5 шт.) и количеством мембран для каждого конкретного типоразмера.
Закаливают листы материала при различных температурах так, чтобы интервал этих температур перекрывал интервал допустимых температур закалки по НТД. Например, для бериллиевой бронзы БрБНТ1, 9Мг температура закалки (температура наi реве) составляет 770 ± 10°С. В этом случае ингпрвал температур для исследования должен составлять от 740 до 800°С, Количество температур целесообразно выбирать не енее пяти. Количество листов, закаливаемых при одной и той же температуре, должно быть таким, чтобы из них можно было изготовит ь не менее одной мембранной коробки, Для удобства последующей обработки
результатов, а также повышения точности их обработки температуры закалки желательно выбирать равномерно по псему интервалу. Например для Оериллиевои бронзы: 740, 755, 770, 785, 000°С
5Для каждого отобранного листа измеряется температура закалки. Контроль емпе- ратуры этих листов осуществляема рентгеноструктурным методом
Из каждого листа вырубаются кружки
0Штампуются мембраны.
Из мембран материал КОТОРЫХ закален при одной температуре, комплектуемся мембранные корооки проводят полный цикл изготовления, включая соединение
5 мембран в мембранные коробки. При этом термообработка (старение) осуществляется млн в мп i6panax или в коробках и зависимости от устаповтенной технологи.
Измеряют ход каждого изютовленного
0 УЧЭ от нормального состояния до посадки мембран (см. фиг. I).
По данным температуры закалки мембран отдельных коробок, их хода от нормального состояния до посадки мембран
5 находят график функциональной зависимости (T) графическим или аналитическим способом (см, фмг. 2). На этом графике устанавливают интервал допускаемых значений 1, соответствующий НТД, и находят соот0 ветствующий ему интервал допустимых значений W. Эти интервалы обеспечивают надлежащее качество закалки
Продолжают изготовление производственной партии УЧЭ, начиная с закалки лис5 товых заготовок и включая вырубку кружков, штамповку мембран, соединение мембран в коробку, термообработку (старение УЧЭ) и контроль хода W.
Измеренное значение хода каждого из
0 УЧЭ сравнивают с найденными интервалом допустимых значений W Если ход конкретном мембранной коробки укладывается в интервал допустимых значений, го эта мембранная коробка считается годной по каче5 сгву закалки.
Таким образом, способ изготовления и контроля мембранных коробок из дисперси- онно-твердеющих сплавов, используя не- разрушающий метод контроля, позволяющий обеспечить контроль каждой
из мембранных коробок изготавляемой партии, обеспечивает выпуск годных мембранных коробок по качеству закалки материала,
Формула изобретения Способ изготовления и контроля мембранных коробок из дисперсионно-твердею- щих сплавов, включающий термообработку листовых заготовок, изготовление из них мембран, соединение мембран в мембранные коробки и контроль хода W мембранных коробок от исходного состояния до посадки мембран, отличающийся тем,
0
5
что, с целью снижения трудоемкости и повышения технологичности, после термообработки листовых заготовок измеряют температуру Т их закалки рентгеноструктур- ным методом, а после контроля хода Л/стро- ят график функциональной зависимости (T). на этом графике устанавливают интервал допускаемых значений Т и находят соответствующий ему интервал допустимых значений W, а о годности изготавливаемых мембранных коробок судят по результатам сравнения их хода с найденным интервалом допустимых значений хода W.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОКОМПОНЕНТНЫХ СПЛАВОВ | 2008 |
|
RU2382685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ | 1979 |
|
SU825658A1 |
| Дисперсионно-твердеющий сплав на основе железа | 1977 |
|
SU697599A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАЗУПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2602411C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБЧАТЫХ ОБОЛОЧЕК | 1992 |
|
RU2006322C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ НИКЕЛЕВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2011 |
|
RU2460824C1 |
| ИЗДЕЛИЕ ИЗ Al-Zn-Mg СПЛАВА С ПОНИЖЕННОЙ ЧУВСТВИТЕЛЬНОСТЬЮ К ЗАКАЛКЕ | 2009 |
|
RU2503735C2 |
| ЭЛИНВАРНЫЙ СПЛАВ С ВЫСОКИМ МОДУЛЕМ УПРУГОСТИ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2015 |
|
RU2605732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 1993 |
|
RU2063284C1 |
Использование: изобретение может быть использовано для определения годности мембранных чувствительных элементов, изготавливаемых из дисперсионно-тверде- ющих сплавов и с целью уменьшения трудоемкости и объема работ с рентгеновским излучением. Сущность: при осуществлении способа определяют температуру закалки заготовок рентгеноструктурным методом, подбирают ряд мембранных коробок из этих заготовок. После чего определяют ход каждой коробки под действием давления или усилия от своего нормального состояния до посадки мембран одна на другую, устанавливают значения хода, соответствующие минимальному и максимальному допустимым значениям температуры закалки, а о годности изготавливаемых мембранных коробок судят по результатам сравнения их хода с найденным интервалом допустимых значений. В связи с этим отпадает необхо димость в использовании рентгеновского метода для определения годности каждой мембранной коробки. 2 ил. mS Ё
драг.
го ;
о
X
«
710
7«0
7ЛО
ко
МО
гю
qpue.2
v«V. - .
ТЪнпература зяколкц w
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля термической обработки изделий из бериллиевой бронзы | 1977 |
|
SU682802A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Андреева Л.Е | |||
| Упругие элементы приборов | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Джино-прядильная машина | 1922 |
|
SU173A1 |
