Изобретение относится к обработке металлов резанием, в частности к устройствам для удаления внутреннего грата в потоке при изготовлении электросварных труб.
По основному авт. св. 917918 известно устройство для удаления внутреннего грата в трубах, в котором держатель подпружинен и сочленен с опорой, имеющей на нижней поверхности пазы.для свободно вставляемых вкладышей скольжения. В резцедержателе имеются глухие гнезда, в которых установлены ограничители глубины врезания резца ij.
Недостатком указанного устройства, является малая стойкость резца на трубах со средними и особенно с толстыми стенками из-за скалывания режущей кромки резца отдельными поперечными стыками и вследствие вибрации резцов.
Цель изобретения - увеличение сро ка службы резца.
Указанная цель достигается тем, что устрбйство для удаления внутреннего грата, содержащее сочлененные между собой опору и подпружиненный резцедержатель, который имеет глухие гнезда под свободно устанавливае ые ограничители глубины врезания резца и под резец с выполненным з последнем сквозным резьбовым отверс стием под опорно-регулировочный
винт, упирающийся в дно гнезда резцедержателя, и-вкладыши скольжения, свободно установленные в глухих пазах опоры, дополнительно снабжено
Q фиксирующим резец стопорным винтом, который ввернут в резцедержатель со стороны, обращенной в сторону режущей кромки резца. Стопорный винт упирается своим концом в полку уступа, выполненного на нижней задней поверх15ности резца и прижимает резеЦ в гнезде в том же направлении, в котором его и прижимает набеггиощий грат.
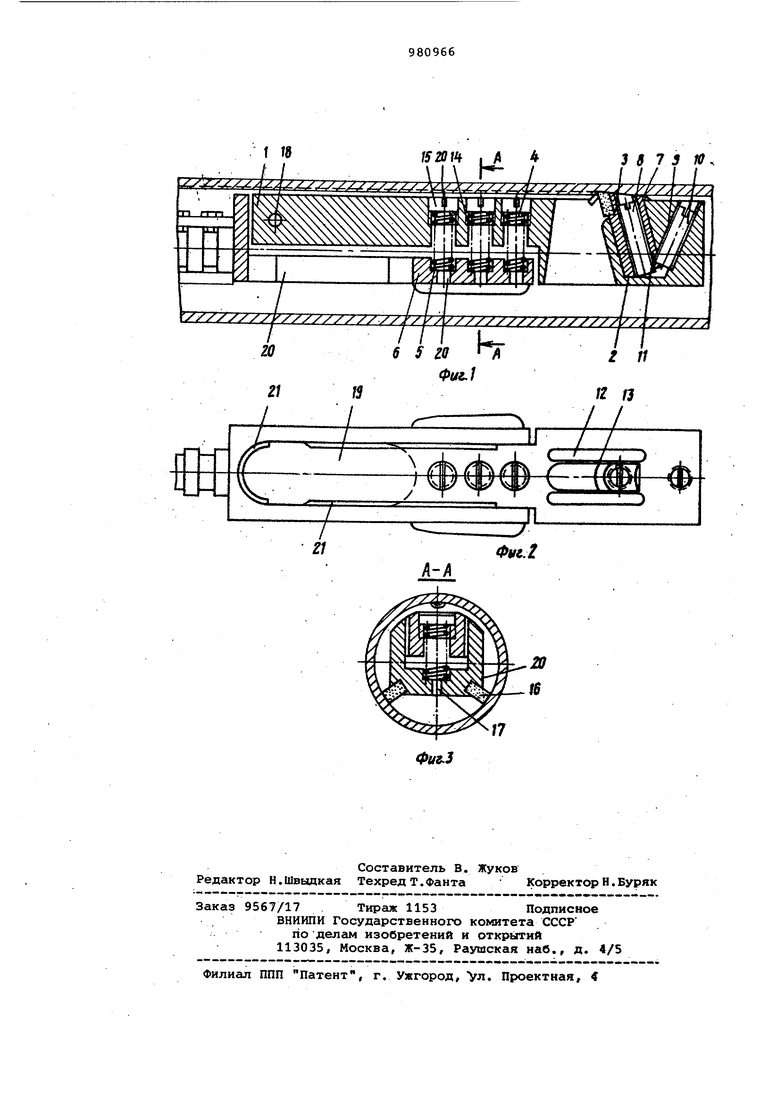
На фиг. 1 показано устройство, общий вид, в вертикально-продольном
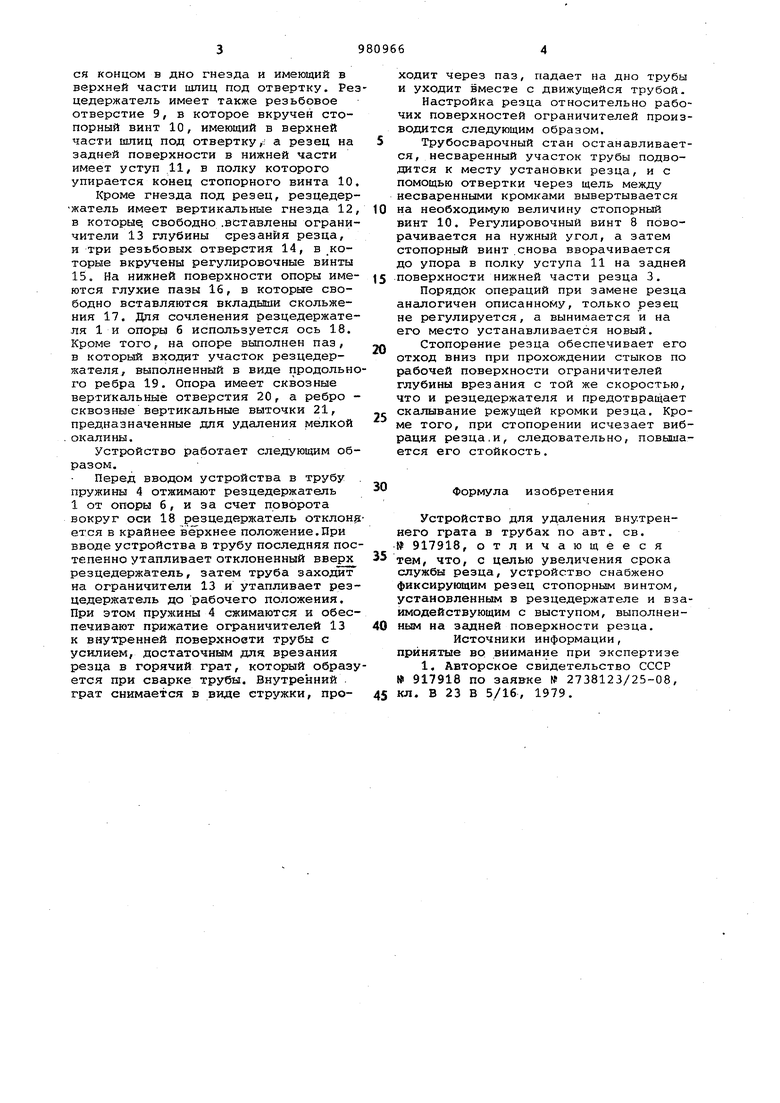
20 разрезе (внутри сваренной трубы); на фиг. 2 - то же, в плане; на фиг.З разрез А-А на фиг. 1.
Устройство состоит из резцедержателя 1, имеющего глухое гнездо 2, в
25 которое вставлен резец 3. Резцедержатель подпружинен тремя пружинами 4, установленными в гнездах 5 опоры 6. Резец имеет сквозное резьбовое отёерстие 7, в которое вкручен опор30 но-регулировочный винт 8, опирающийся концом в дно гнезда и имеющий в верхней части шлиц под отвертку. Резцедержатель имеет также резьбовое отверстие 9, в которое вкручен стопорный винт 10, имеющий в верхней части шлиц под отвертку,; а резец на задней поверхности в нижней части имеет уступ 11, в полку которого упирается конец стопорного винта 10.
Кроме гнезда под резец, резцедержатель имеет вертикальные гнезда 12 в которые, свободно .вставлены ограничители 13 глубины срезания резца, и три резьбовых отверстия 14, в которые вкручены регулировочные винты 15, На нижней поверхности опоры имеются глухие пазы 16, в которые свободно вставляются вкладыши скольжения 17. Для сочленения резцедержателя 1 и опоры 6 используется ось 18. Кроме того, на опоре выполнен паз, в который входит участок резцедержателя, выполненный в виде продольного ребра 19. Опора имеет сквозные вертикальные отверстия 20, а ребро сквозные вертикальные выточки 21, предназначенные для удаления мелкой окалины.
Устройство работает следующим образом.
Перед вводом устройства в трубу пружины 4 отжимают резцедержатель 1 от опоры 6, и за счет поворота вокруг оси 18 резцедержатель отклонэется в крайнее верхнее положение.При вводе устройства в трубу последняя постепенно утапливает отклоненный вверх резцедержатель, затем труба заходит на ограничители 13 и утапливает резцедержатель до рабочего положения. При этом пружины 4 сжимаются и обеспечивают прижатие ограничителей 13 к внутренней поверхноэти трубы с усилием, достаточным для врезания резца в горячий грат, который образуется при сварке трубы. Внутренний . грат снимается в виде стружки, проходит через паз, падает на дно трубы и уходит вместе с движущейся трубой.
Настройка резца относительно рабочих поверхностей ограничителей производится следующим образом. Трубосварочный стан останавливается, несваренный участок трубы подводится к месту установки резца, и с помощью отвертки через щель между несваренными кромками вывертывается
на необходимую величину стопорный винт 10. Регулировочный винт 8 поворачивается на нужный угол, а затем стопорный винт .снова вворачивается до упора в полку уступа 11 на задней
поверхности нижней части резца 3.
Порядок операций при замене резца аналогичен описанному, только резец не регулируется, а вынимается и на его место устанавливается новый.
Стопорение резца обеспечивает его отход вниз при прохождении стыков по рабочей поверхности ограничителей глубины врезания с той же скоростью, что и резцедержателя и предотвращает скалывание режущей кромки резца. Кроме того, при стопорении исчезает вибрация резца,и, следовательно, повышается его стойкость.
Формула изобретения
Устройство для удаления внутреннего грата в трубах по авт. св. 917918, отличающееся тем, что, с цепью увеличения срока
службы резца, устройство снабжено фиксирующим резец стопорным винтом, установленным в резцедержателе и взаимодействующим с выступом, выполненным на задней поверхности резца.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 917918 по заявке № 2738123/25-08,
5 кл. В 23 В 5/16, 1979. кгощ .д 4 39 73 6 s ги Л г 11 Фи1.1 fO.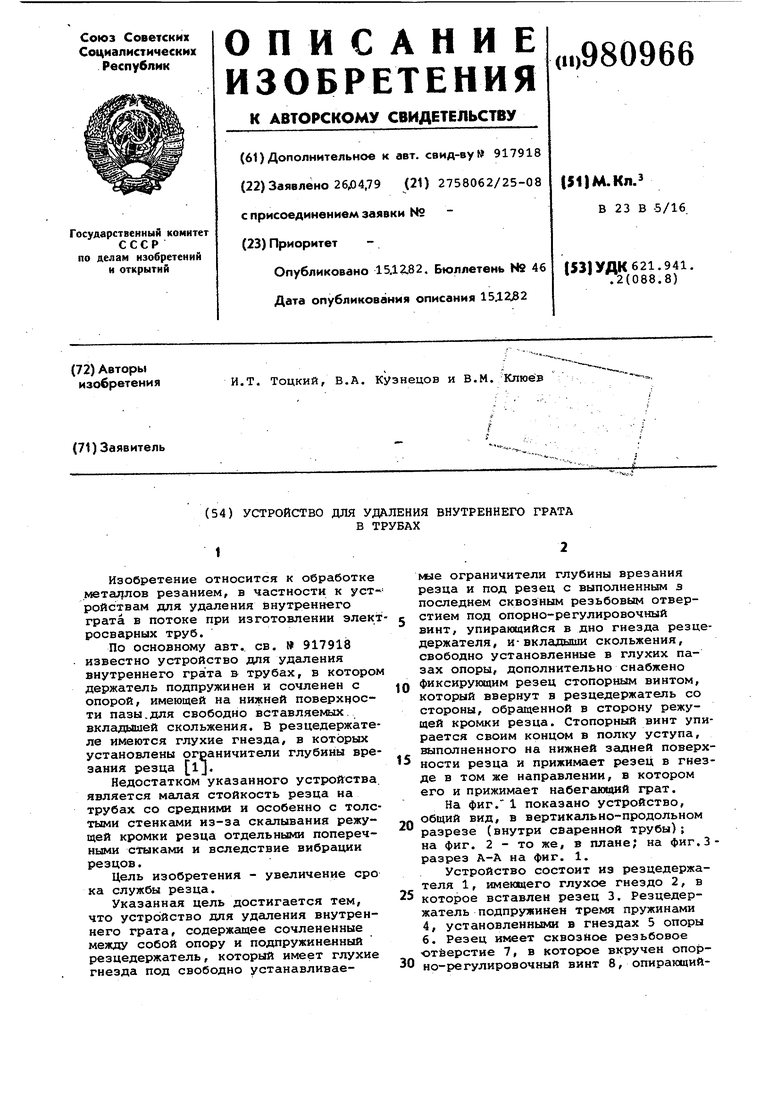
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления внутреннего грата в трубах | 1977 |
|
SU719810A1 |
| Устройство для удаления внутреннего грата в трубах | 1979 |
|
SU917918A2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| Способ установки устройства для удаления грата со спирально-шовной трубы | 1980 |
|
SU929273A1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ И ДОРОЖНЫХ МАШИН | 2017 |
|
RU2643386C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ И ДОРОЖНЫХ МАШИН | 2018 |
|
RU2681743C1 |
| Устройство для зачистки концов труб | 1979 |
|
SU859035A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |