(Sf) СПОСОБ РЕЗКИ ЛИСТОВОГО СТЕКЛА
И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ПРОИЗВОДСТВА НЕПРЕРЫВНОГО МИНЕРАЛЬНОГО ВОЛОКНА | 2019 |
|
RU2720840C1 |
| СПОСОБ РЕЗКИ СТЕКЛА (ВАРИАНТЫ) | 2004 |
|
RU2270175C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| СПОСОБ ПОЛУЧЕНИЯ АМОРФНОЙ ЛЕНТЫ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ МЕТОДОМ СПИННИНГОВАНИЯ | 2005 |
|
RU2277995C1 |
| Установка для резки металлов под водой | 1987 |
|
SU1465215A1 |
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| Способ варки тугоплавких стекол и индукционная печь для варки тугоплавких стекол | 1979 |
|
SU872465A1 |
| Способ армирования чугунных отливок | 2019 |
|
RU2731494C1 |
| Способ бесконтактного измеренияэлЕКТРОпРОВОдНОСТи РАСплАВА МЕТАллАи уСТРОйСТВО для ЕгО РЕАлизАции | 1979 |
|
SU813231A1 |
| Индукционная печь для плавки окислов | 1975 |
|
SU551490A1 |
1
Изобретение относится к промышленности строительства, в частности к стекольному производству к прэоцессам резки листового стекла, и может быть i использовано при изготовлении изделий ,. из листового стекла.
Известен способ резки стекла, включающий нанесение риски по линии реза, нагрев места реза а электромагнитном поле, охлаждение и отлом Cl . to
Недостатком этого способа является .то, чтр проводник наносят на стекло в холодном состоянии и только потом подвергают нагреву. Совм.естный нагрев проводника и стекла от холодного сое-is тояния приводит к тому, что стекло также нагревается на некоторую глубину от места контакта с провс1дником, т.е. вместо узкой линий с большим градиентом температуры получается нагре- io тая полоса. Линия реза становится раЗ мытой, качество реза снижается. Последующее охлаждение удорожает и усложняет этот способ.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ рез|(и листового стекла, включающий источник тепла, контактирующий с поверхностью стекла, в виде расплава металла, нагреваемого индуктором( подключенным к высокочастотному источнику тока С 2 . ,
При резке этим способом линия,реза размыта, низкокачественна за счет конг такта холодного расплава с холодным
стеклом.
.
НаибЬлее близким к предлагаемому устройству по технической сущности является устройство, содержащее приспособление для реза в виде индуктора, соединенного с источником высокочастотного тока и взаимодействующего с расплавом металла 2.
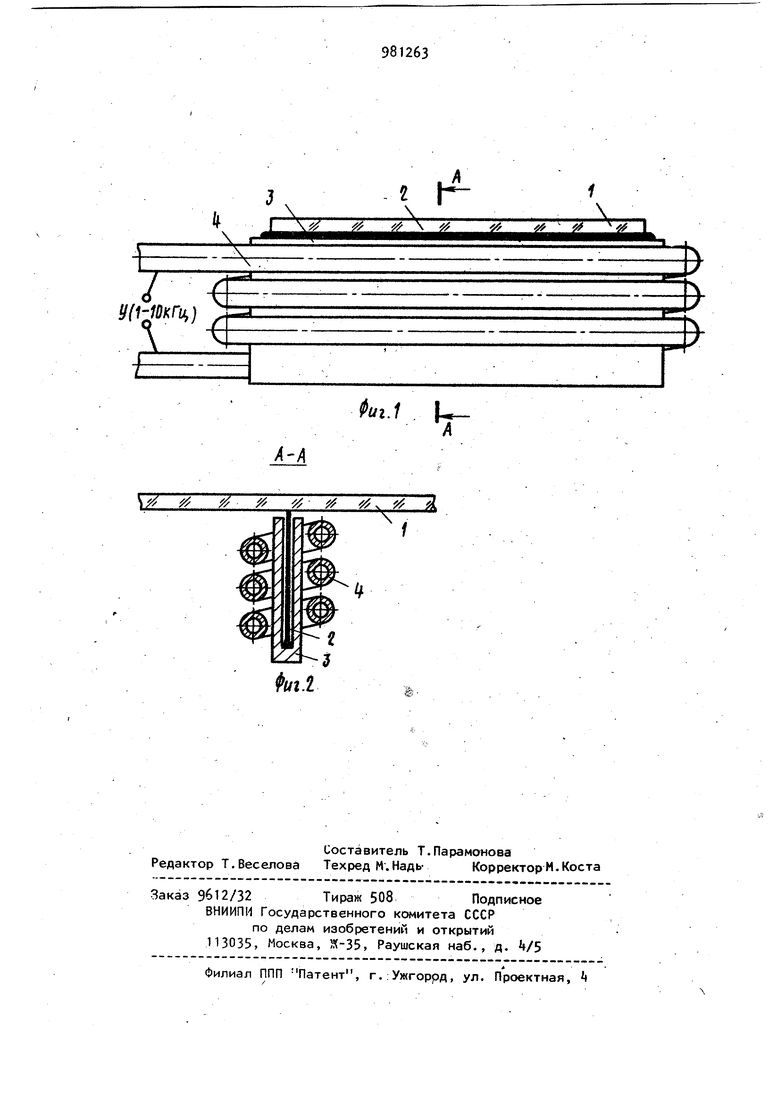
Размытость линии реза в устройстве устраняется введением операции последующего оплавления кромок, что удорожает и усложняет процесс. 39В Цель изобретения - повышение качества реза. Поставленная цель достигается тем что согласно способу резки листового стекла, включающему источник тепла, контактирующий с поверхностью стекла в виде расплава металла, нагреваемог индуктором, подключенным к высокочас тотному и ;1очнику тока, расплав под- жимают к нижней поверхности стекла Устройство для резки листового . стекла, содержащее приспособление для реза в виде индуктора, соединенного с источником высокочастотного тока и взаимодействующего с расплавом металла,снабжено расположенной под стеклом жаростойкой ванночкой для расплава с выходным отверстием в виде щели, при этом ванночка укреплена внутри индуктора. На фиг.1 и 2 схематично изображен процесс-осуществления способа. Разлом стекла 1 осуществляют посредством воздействия расплава металла 2, который удерживается в ванночке 3, располагаемой под стеклом в направлении линии необходимого разлома. Верхний срез ванночки отстоит от стекла на 2-3 мм и имеет ширину продольной щели внутренней полости 1,5-2 мм. Продольная щель шире разрезаемого-листа. При подключении индуктора k к источнику тока повышенной частоты (не показан ) металл посредством наводимых индукционных токов расплавляется в ванночке и по тонкой линии щели в верхней части ванночки силами магнитного поля индуктора поджимается к нижней поверхности стекла. Металл (спла олова, свинца и висмута ; в процессе разлома стекла нагревается не выше 600°С. Линия непрерывного контакта со стеклом служит причиной возникновения в нем напряжения растяжения, взаимодействие которых с напряженным состоянием основной массы по толщине стекла приводит к термическому разлому листа. После выключения индуктора и, следовательно, прекраще ния действия магнитного поля на рас плав он опускается во внутреннюю полость ванночки и octывaeт. Процесс резки повторяется, когда над щелью ванночки в направлении желаемого ре за сориентируют очередной лист стекл и производят включение индуктора. Важно, что расплавленный металл покоится в ванночке под, стеклом. От индуктора к нему ( в режиме покоя ) подводится небольшая мощность, необходимая для поддержания требуемой температуры расплава. После ориентирования стекла по линии желаемого реза иИдуктор включают на более высокую ступень мощности. При этом возникает сильное электромагнитное поле, которое, помимо теплового, оказывает на расплавленный металл и механическое воздействие. Расплав сплющивается по горизонтали и расширяется по вертикали. В результате чего происходит контакт расплавленного металла с холодным стеклом., После реза индуктор переключают в режим покоя. Кроме того, расплавленный металл практически не расходуется, и энергетические затраты меньше, чем у известных способов , за счет отсутствия операции нагрева проводника от холодного и до горячего состояния при каждом резе. Ожидаемый экономический эффект от внедрения предлагаемого изобретения при резке листового стекла толщиной 15-20 мм в количестве 100 000 кв.м. составляет около 1бО тыс.руб. формула изобретения К Способ резки листового стекла, включающий источник тепла, контактирующий с поверхностью стекла, в виде расплава металла, нагреваемого индуктором, подключенным к высокочастотному, источнику тока , о т л ичающийся тем, что, с целью повышения качест ва реза, расплав поджимак т к нижней поверхности стекла. 2. УстрсЛство для резки листового стекла, содержащее приспособление для реза в виде индуктора, соединенного с источником высокочастотного тока и взаимодействующего с расплавом металла, отличающееся тем, что оно снабжено расположенной под стеклом жаростойкой ванночкой для расплава с выходным, отверстием в виде щели, при этом ванночка укреплена внутри индуктора. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № , кл. С 03 В 33/02, 1977. 2.Патент ФРГ № 2816171, кл. С 03 В 32/00, 1979.
fui.l |
T
vT
да
