Изобретение относится к термической обработке, в частности, заготово из нержавеющих сталей и сплавов. В современной метгиплургии для повыиения коррозионной стойкости и уда ной вязкости нержавеющих сталей применяют термическую обработку в вакууме или контролируемых газовых средах. Известен способ термической обработки, включающий высокотемпературный (1300-1380 С) отжиг в вакууме в течение ч с целью обезуглероживания и дегазации и повышения тем самым эксплуатационных свойств. В качестве источника окислителя, необходимого для успешного протекания процесса обезуглероживания, используют остаточную прокатную окалину либо газообразные окислители (например, СОо.) tl . Однако дегазация металла при этом протекает недостаточно эффективно, поскольку окисная пленка на поверхности металла в значительной степени затрудняет процесс десорбции азо та. Толстая окисная пленка может не благоприятно сказываться также и на ходе обезуглероживания, что снижает эффективность процесса вакуумного рафинирования в целом. Наиболее близким к предлагаемому по технической сущности и достига-: емому результату является способ термической обработки железохромистых сплавов, включающий высокотемпературный отжиг заготовок из высокохромистой нержавеющей стали в вакууме с окислительным потенциалом 0,100,25 мм рт. ст., создаваемыми за счет напуска углекислого газа . На этом этапе происходит обезуглероживание стали. По окончанию обезуглероживающего отжига прекращают подачу окислителя и производят дйполнительный отжиг при той же температуре и остаточном давлении 1. рт. ст. с целью упа-чения .азота. Недостатком известного способа является следующее. Выдержка в атмосфере с указанным окислительным потенциалом не может обеспечить максимальной скорости удаления углерода в течение всего обезуглероживающего отжига, что снижает производительность процесса в целом. Это связано с тем, что недостаток окислителя в газовой фазе, равно как и его избыток, оказывают отрицательное воздействие на скорость удаления углерода из металл При недостатке окислителя снижае ся скорость самой реакции обезуглер живания, а при его избытке образующ яся на поверхности окисная пленка тормозит удаление газообразных проf KToB реакции, что также ухудшает итоги процесса. В начальной стадии отжига, когда содержание углерода в металле велико (как правило, : 0,06 для его интенсивного удгшения необх димо погшержание в атмосфере печи относительно высокого окислительног потенциала. По мере обезуглероживания стали скорость массопереноса уг лерода к поверхности раздела металл с газовой фазой снижается, что при поддержании окислительного потенцисша на начальном уровне приводит к окислению поверхности заготовок и созданию грубой окисной пленки, рез ко снижающей скорость; процесса на его заключительной стадии. Указанный недостаток не может быть устранен путем выбора какоголибо постоянного значения окислитель ного потенциала как в указанных пределах, так и вне их, так как наиболее эффективное обезуглероживание имеет место только в том случае, еели скорость подвода окислителя из газовой фазы к реакционной поверхнос ти в любой момент времени соответствует скорости поступления к ней углерода из глубинных слоев металла. Параллельно с удалением углерода на первом этапе процесса частично протекает и деазотация металла, причем в тем большей степени, чем ниже остаточное давление в печи. Постоянное значение окислительного потенциала не обеспечивает оптимальной скорости и этого процесса, поскольку образундааяся окисная пленка препятствует удалению и азота. Глубокая де азотация в этом случае происходит только во время дополнительн й звыдержки при остаточном давлении рт. ст., что также приводит к увеличению общей длительности вакуумтермической обработки Целью изобретения является повышение скорости обезуглероживания и деазотации и увеличение производительности процесса. Поставленная цель достигается тем что согласно способу отжига заготовок из нержавеющих сталей и сплавов, включающему нагрев до 1300-135О С, выдержку в вакууме с окислительным потенциалом, создаваемым за счет напуска газообразного окислителя, дополнительную вьщеркку при остаточном давлении 1 мм рт. ст. и охлаждение, в процессе вьщержки давление окислителя постепенно снижают времени в соответствии с уравнем)..) FTT J Р - давление окислителя (COj) в момент времени Тмм.рт.ст, Сд - исходное содержание углерода в металле, %« D - коэффициент диффузии углерода при температуре отжига, h - толщина отжигаемой заготовки, см;: т - время от начала обезуглероживающего отжига, с; п - константы, определяемые экспериментально в зависимости от температуры и марки СТсШИ. Уравнение (1) получено, исходя уже обоснованного требования поянного соответствия скоростей вода окислителя и углерода к реионной поверхности, т.е. 1 2 drnco 3 44 dt- (2) сь т- - скорость массоперенос углерода к реакционной поверхности, г/с/ - скорость поступления окислителя к реакционной поверхности, г/с; jj - коэффициент, учитыванмций стехиометрическое соотношение реагентов в реакции окисления углерода. Скорость массопереноса углерода ластине толщиной h имеет вид: (-%.)Ч5) S - площадь поверхности пластины, , плотность металла, г/см . Скорость поступления окислителя анице раздела газметалл при проравных условиях определяется его ением а рабочем пространстве и т быть записана в виде: k - коэффициент пропорциональности. риравнивая выражения (3) и (4) ответствии с уравнением (2)-, посяда несложных преобразований поем искомое уравнение (1). Выражестоящее перед знаком экспоненты, ставляет собой начальное давление лителя, при котором следует начипроцесс обезуглероживания. Это
давление для каждой марки стали находится экспериментально или расчетным . путем в зависимости от толщины изделия (h), исходного содержания уГлерода (Со), температуры, влияющей на величины коэффициента диффузии (De 3 и констант k и .п..
Выражение, стоящее под знаком экспоненты, устанавливает закон, по которому следует снижать давление окис лителя по ходу процесса, чтобы на всем его протяжении поддерживать оптимальные условия обезуглероживания.
Сущность предлагаемого спосоС заключается в следующем.
Заготовки подвергают высокотемпературному отжигу is вакууме с окислительным потенциалом, создаваемым за счет напуска газообразного окислителя (например, СО) начальное давление которого, как указывалось, определяется толщиной заготовки, ее химическим составом и температурой отжига. В дальнейшем по ходу процесса давление окислителя в рабочем пространстве печи снижают непрерывно или ступенчато в соответствии с программой, которая рассчитывается заранее по уравнению (1). Снижение давления осуществляется путем уменьшения расхода окислителя, подаваемого в печь.
По окончании периода обезуглероживания подачу окислителя прекращают и проводят период дополнительной деазотации при остаточном давлении I-IO - I-IO MM рт.; ст. Длительность каждого периода и всего отжига в целом (при данной температуре) определяется маркой стали, толщиной заготовки, исходными и требуемыми конечными содержаниями углерода и азота.
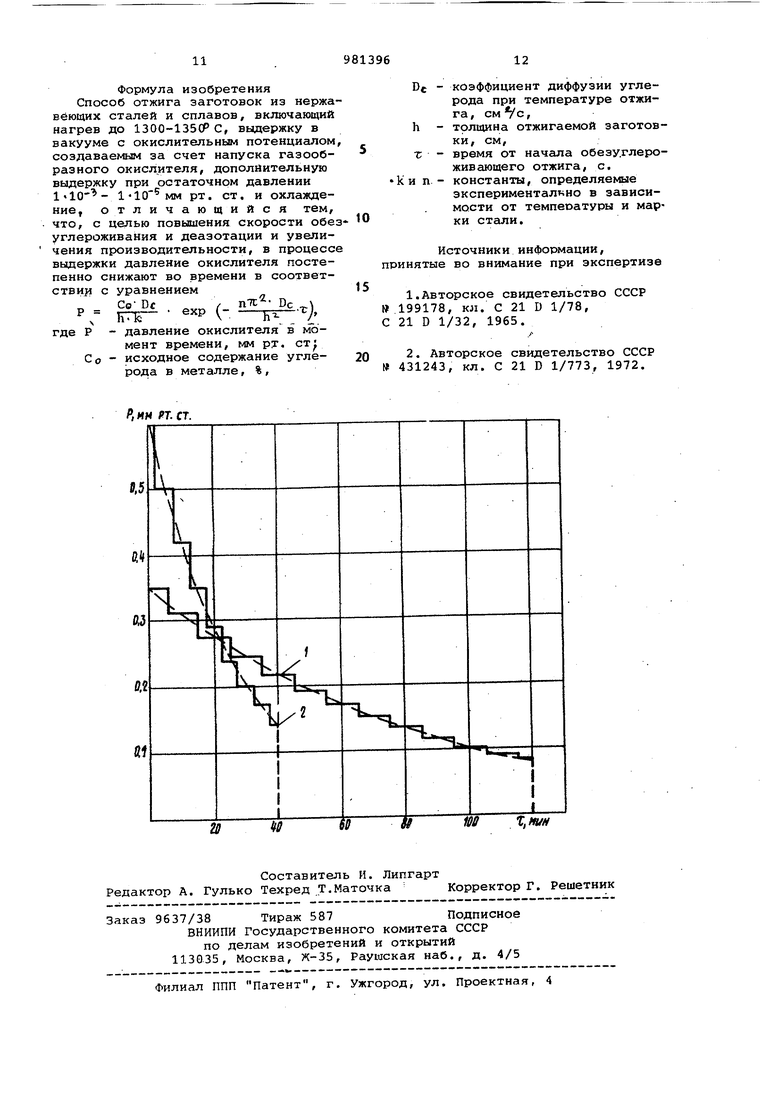
На чертеже приведено изменение давления СО, в процессе обезуглероивающего отжига образцов стали 06X25.
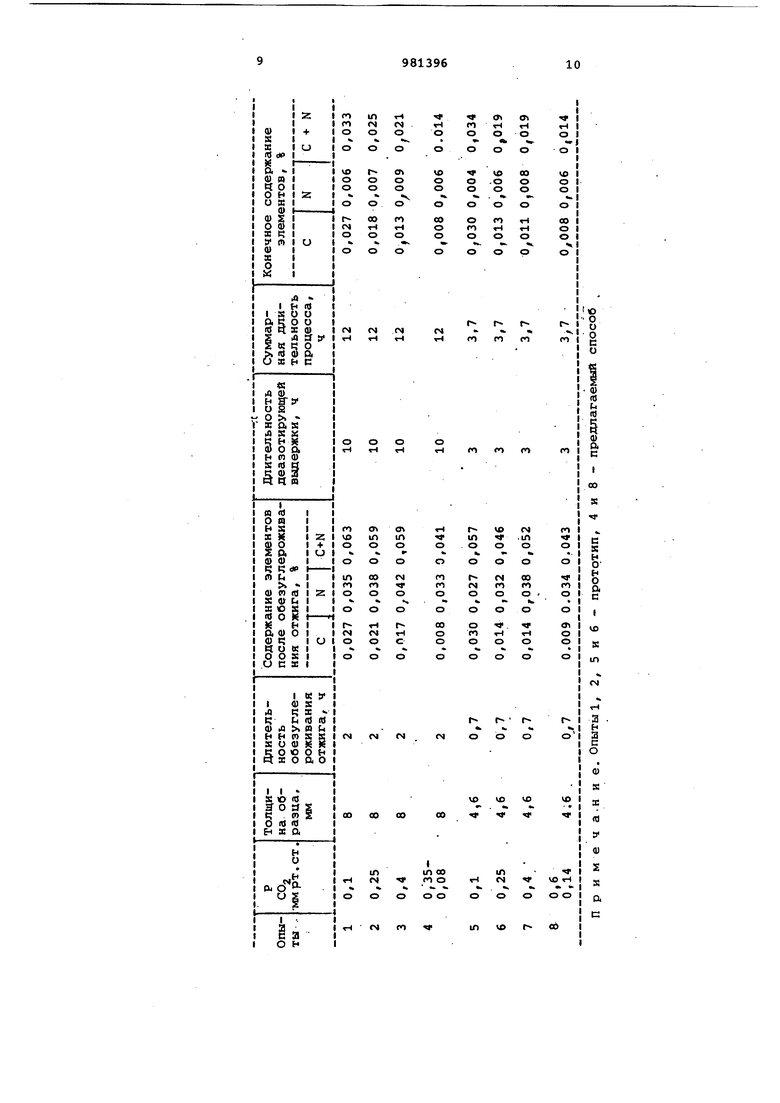
Пример. Термической: обработке в вакууме при ISOOC подвергают плоские образцы из стали 06X25 толщиной 8 и 4,6 мм. Исходное содержание углерода и азота составляет 0,064 и 0,050% соответственно.
Подачу углекислого газа в печь осуществляют из баллона через редуктор с игольчатым натекателем, при помощи которого производят регулирование расхода газа (а соответственно и его давления в печи).
С целью более детального исследования влияния окислительного потенциала на обезуглероживание и деазотацию металла после первого этапа отжига процесс прерывают и образцы контролируют на содержание углерода и азота. Затем проводят дополнительную (деазотирующую) выдержку при остаточном давлении в печи (4-6) v
V10-4MM рт. ст. Длительность каждой из стадий выбирают из расчета получения в готовом металле 0,006-0,009% углерода и азота (по ТУ 14-242-157-77 для стали 01X25 суммарное содержание углерода и азота не должно превышать 0,015% при концентрации каждого 0,010%)..
Содержание С и N определяют с точностью ±0,0002%.
Параметры ваккумных отжигов и их результаты приведены в таблице.
В опытах 1, 2, 5 и 6 давление , окислителя в процессе обезуглероживающего отжига поддерживают постоянным
на нижнем и верхнем пределах, указанных в известном способе.
Данные таблицы свидетельствуют, что с повышением давления от 0,1 до 0,25 ГФ1 рт. ст. наблюдается некоторое увеличение скорости обезуглероживания, однако наряду с этим ухудшается деазотация в первой стадии процесса.
Поддержание в ходе обезуглероживающего отжига давления , превышающего рекомендуемые в прсоготипе пределы (опыты 3 и 7), также не приводит к желаемым результатам.
Существенное повышение скорости
обезуглероживания (а в ряде случаев и деазотации) достигается-при-непре-jMJBHOM или ступенчатом уменьшении давления СО, в первом периоде процесса по уравнению (1), которое для
случая отжига образцов из стали 06X25 принимает вид
Р 0,35ехр (-0,0002Г)
(5) для h 0,8 см
Р 0,6 ехр (-0,0006Г) для h 0,46 см
(6)
По уравнениям (5) и (б-) рассчита1Ы кривые, .в соответствии с которыми следует снижать давление СО, в процессе обезуглероживающего отжига (пунктиры на чертеже). Для этого в уравнения подставляются : значения от О до 2 ч (опыт 4) и от О до 0,7ч (опыт 8) через каждые 300 с. Длительность обезуглероживающего отжига (2 ч и 0,7 ч), как указывалось выбирают из расчета снижения содержания углерода до величин,, требуемых техническими условиями.
Начальное давление СО (.при-с 0) в соответствии с уравнениями (5) и (6) в опытах 4 и 8 составляет 0,35- и 0,06 мм рт. ст. соответственно. В дальнеймем в процессе обезуглероживающего отжига, давление CO-j. снижают через каждые 5-10 мин. Изменение давления в ходе обезуглероживающей ста дии опытов 4 и 8 приведено на чертеже (сплошные линии. В принципе возможно и плавное ведение процесса
с помощью автоматического регулятора
.давления.
После окончания первой стадии процесса подачу.окислителя прекращают и образцы извлекаются из печи. Затем после химического анализа металла проводят вторую (деазотирующую часть внпержки.
Проведение термической обработки по предлагаемому режиму обеспечивает на первой стадии отжига максимальную скорость обезуглероживания при удовлетворительной деазотации. Это позволяет получить требуемое техническими условиями суммарное содержание углерода и азота ( 0,015%), в то время,
как по прототипу (опыты 1, 2, 5 и 6).
при той же общей продолжительности процесса уровень концентрации этих элементов значительно выше.
Для глубокого рафинирования образцов толщиной 8 мм до суммарного содержания углерода иазота ) d,015 % длительность изотермической выдержки должна быть увеличена на 4 ч, или на 25%. Стенка 8 мм выбрана для расчета как наиболее распространенная в промышленной практике вакуумного отжига труб из нержавекжЫх сталей. С учетом неизменной длительности периЬдов нагрева и охлаждения в промышленной печи ОКБ-554АМ (24 и 36 ч соответственно) увеличение производительности составляет / 10%,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумтермической обработки изделий из нержавеющих сталей | 1982 |
|
SU1118697A1 |
| СПОСОБ ОБЕЗУГЛЕРОЖИВАЮЩЕГО ОТЖИГА СТАЛЬНЫХ ПОЛОС | 2002 |
|
RU2223333C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2004 |
|
RU2278171C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОГО ОСОБО ЧИСТОГО ФЕРРОХРОМА И ХРОМА | 2010 |
|
RU2439187C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕЗУГЛЕРОДИСТЫХ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2004 |
|
RU2274671C1 |
| В. С. Рудой, Г. М. Фесенко, Л. П. Щесно, А. <;. Л Н. Н. Нестерова, В. С. Игнатьев, И. Ю. Коробочкин, В. В. 1^4Щ,ра{}'5^фВ[;У;;!:;- ^ А А. А. Шевченко и О. С. Вильяме12 -' ' | 1967 |
|
SU199178A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ МАРТЕНСИТНОСТАРЕЮЩЕЙ СТАЛИ | 2016 |
|
RU2639190C2 |
| Способ вакуумирования жидкой стали | 1980 |
|
SU954440A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2081190C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ (ВАРИАНТЫ) | 2007 |
|
RU2344186C2 |
