Изобретение касается способа изготовления пластмассового изолятора,, который применяется преимущественно в энергоснабжающих устройствах, в особенности в воздушных линиях, как натяжной или несущий изолятор.
Известно, что вместо обычных изоляторов из стекла и фарфора применяются пластмассовые изоляторы. Эти конструкции выполнены преимущественно как стержневые изоляторы для нагрузки под растяжением и прогибом. Такие изоляторы состоят из базисного стержня из армированного стекловолокна дуропласта и юбчатых элементов из ду15опласта или эластомеров, а такжеJi3 проводящей энергию арматуры. -Разница между различными решениями определяется выбором материала, конструкционным исполнением и необходимой для изготовления технологией. Типичные решения описаны в патентах DRP-53D 702, DE-OS 2618 693 и US-PS 3898 372,
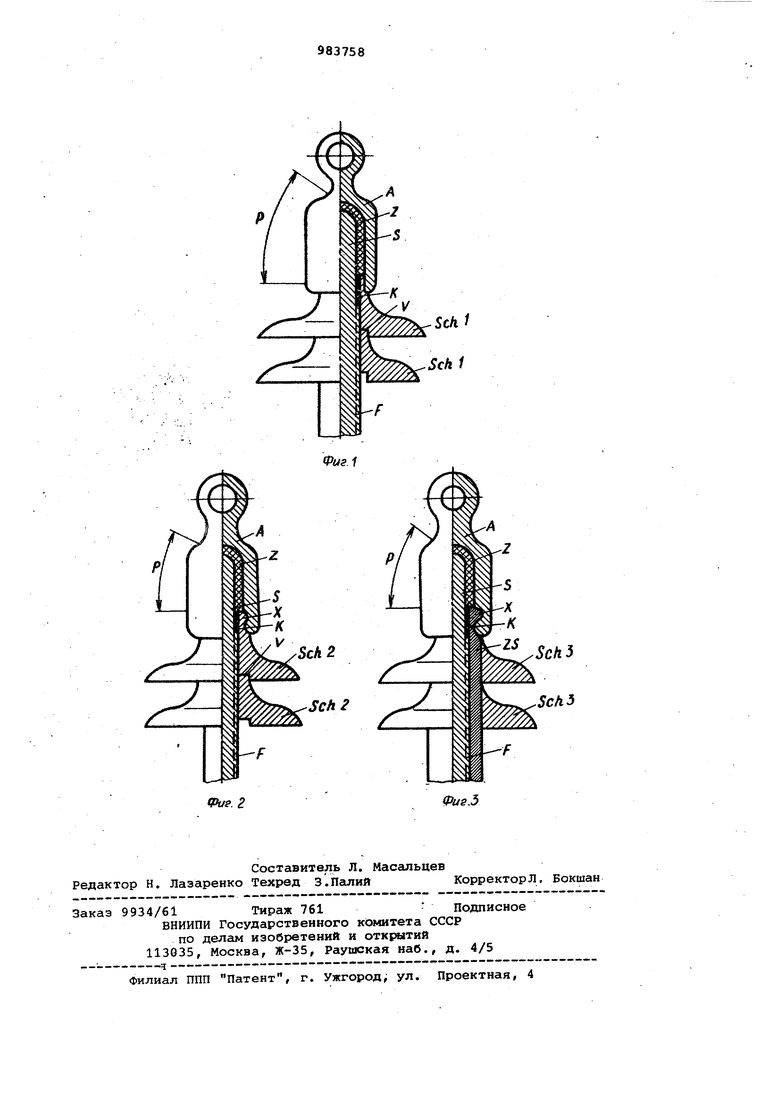
Решающим дня предполагаемой функции является обеспечение электрической продольной прочности граничного слоя 1 1ежду находящимся под механической нагрузкой несущим стержнем и необходимым для изоляционной функции наружном расположением юбок изолятора. Для этого предлагаются различные варианты. Один из вариантов заключается в изготовлении ювок 1ИЗ материала, который, помимо необходимой стойкости к току утечки, обладает такими свойствами, позволяют регшизовать клеевое или химическое соединение с несущим стержнем без зазоров (DRP 530 702) .Недостаток такого решения заключается в опасности образования тредан ., или недостаточной адгезии при механической нагрузке и при перепадах температуры в зависигюстн от рода применяемой комбинации материалов или от технологии изготовления. Такое положение улучшается в результате применения эластомеров для юбочных элементов и путем разделения между расположением юбок и несущим стержнем с созданием зазора с возможностью влияния на его электрическую продольную прочность, который также может заполняться по необходимости жидкой изоляционной средой. Такое решение представляет собой конструкцию изолятора и способ его изготовления по патенту US-PS 3898 372. Согласно па тенту в юбчатых элементах для повышения электрической продольной проч ности имеются отверстия, диаметр ко торых меньше диаметра стержня, причем при насадке юбок на стержень юбки могут радиально растягиваться и находиться под осевым давлением. Таким образом, достигается повышенное плоскостное прессование в зазоре и повышается электрическая продо ная прочность .Кроме того,предлага-ется поверхность отверстий в юбках снабдить кольцевыми .пазами для полу чения уплотнительных элементов, дей ствие которых можно еяце повысить заполнением консистентной смазки. При этом отрицательно сказываетс ограничение юбок из-за применения радиального натяжения и осево го давления, в особенности при необ ходимом изменении толщины материала вдоль из олятора. Цель изобретения заключается в преодолении недостатков известных решений путем надлежащего способа изготовления пластмассового изолято ра. В-основу изобретения поставлена задача по обеспечению изготовления пластмассового изолятора, который также при перепадах температуры и. большой механической нагрузке обладает высокой функциональной надежностью особенности, при всех условиях Эксплуатации хорошей электрической продольной прочностью пограничного слоя между несущим стержнем и компоновкой юбок. Согласно изобретению задача решается тем, что на изоляционный несущий стержень, пригодный для высоких механических нагрузок, надевают юбки из диэлектрического или полупроводникового упругого материала, диаметр отверстий которых больше, чем диамет стержня, и что они растягиваются в осевом направлении так, что меясду компоновкой юбок и несущим стержнем возникает радиальное, направленное внутрь и зависящее от профиля компоновки юбок поверхностное прессование причем компановка юбок в осевом растяженном состоянии жестко и плотно сопряж на с концами стержня и/или с арматурой с силовнм и/или с герметическим замы канием. Составляющие комплекс юбок юбочные элементы между собой плотно и жестко склеиваются, вулканизируютс или свариваются. Соединение концов комплекса юбок с несущим срежнем реализуется склеиванием, сваркой или вводом в защелку с анкеровкой при геометрическом замыкании, а с армату рой - также путем склеивания или вво да в защелку с соединительными элеме тами при геометрическом замыкании. После осевого растяжения комплекса юбок производите фиксация у концов путем Деформации насаженной арматуры, в особенности путем изостатического прессования, и получается силовое и геометрическое замыкание, причем концы комплекса юбок по необходимости могут использоваться как часть упругого промежуточного слоя. Технология, согласно изобретению, гарантирует реализацию весьма разных вариантов компоновки юбок и позволяв , достигнуть высокой электрической продольной прочности пограничного слоя путем поверхностного прессования между комплексом упругих юбок и материалом стержня, выполняющего функции высоковольтного уплотнения. Такое состояние сохраняется благодаря фиксации при всех эксплуатационных нагрузках, включая механическую растягивающую нагрузку и возникающие при этом растяжения несущего стержня, или усиливается соответствующий эффект. Возможно также улучшить электрическую продольную прочность пограничного слоя путем внесения вязкого изоляционного средства в зазор между компоновкой юбок и несущим стержнем, в результате чего, согласно изобретению, осевое растяжение и вытекацощие из этого радигшьные силы ведут к повышению давления в вязком изоляционном материале и позволяют реализовать лучший контакт поверхности несущего стержня с юбками изолятора. На несущий стержень S (фиг. 1), выполненный из армированной стекловолокном эпоксидной смолы, надевается комплекс юбйк, состоящий из нескольких упругих юбочных элементов Sch 1, которые в точке соединения V склеиваются, вулканизируются или свариваются и отверстия которых немного больше, чем диаметр несущего стержня, а затем с помощью соответствующего приспособления растягиваются в осевом направлении и в таком состоянии у концов К склеиваются или фиксируются с геометрическим замыканием с несущим стержнем S, так что вызванное растяжением радиальное, направленное внутрь пограничного слоя F, усилие вызывает поверхностное прессование между стержнем 8 и комплексом юбок, позволяющее реализовать высокую электрическую продольную прочность пограничного слоя, Дпя улучшения действия вязкую изоляционмуй массу можно нанести для гомогенизации поверхностей на несущий стержень и/или на поверхность отверстий в комплексе юбок изолятора. Затем насаживаются путем изостатического прессования арматурные элемеиты А, по необходимости с упругой про кладкой Z на стержне S в зоне Р. Другая возможность фиксации растя нутого комплекса юбок показана на фиг. 2. Здесь, помимо соединения К концов комплекса юбок изолятора со стержнем/ реализуется соединение X с арматурой А через юбочный элемент Sch 2 с геометрическим соответствием В другом примере согласно-фиг, 3 показано, что упругие юбки изолятора 1/логут надеваться на стержень также j . в форме одинарной компановки или как цилиндрический рукав ZS с насадньши юбочными элементами Sch 3 или в спиральном расположении юбок, а затем растягиваться или фиксироваться, В примерах согласно фиг, 2 и 3 показана также возможность деформации арматуры путем изостатического прес сования в такой мере, что в результате этого наступает фиксация растя нутого расположения юбок изолятора. Формула изобретения, 1, Способ изготовления пластмассового изолятора с высокой электрической продольной прочностью пограничного слоя, состоящего из изолиру Ю1чего Hecytriero стержня с энергоподводящей арматурой и из одно- или многокомпактного комплекса юбок из упругого изолирующего или полупроводникового материала , путем надева ния комплекса юбок изолятора и последующего воздействия осевых сил, отличающийся тем, что комплекс юбок, отверстия которых больше, чем диаметр несущего стержня, растягиваются в осевом направле нии так, что между комплексом юбок и несущим стержнем получается радиа ное, направленное внутрь поверхност ное прессование, причем в растянутом состоянии концы коьшлекса юбок изолятора жестко и плотно механически сопряжены со стержнем н/ш1и с арматурой с силовьм и/или геометрическим замыканием. 2,Способ по п, 1, о т л и ч а- ю щ и и с я тем, что входящие в комплекс юбок изолятора элементы плотно и жестко склеивсоотся, вулканизируются или свариваются. 3,Способ по пп. i и 2, отличающийся тем, что соединение концов комплекса юбок изолятора со стержнем реализуется путем склеивания, сварки или фиксации в креплении с геометрическим закаяканцем, 4, Способ по пп, 1-3, о т л и ч аю щ и и с я тем, что концы комйлекса юбок изолятора соединяются с арматурой путем склеивания или фиксации в соединительных элементах с геогяетрическим замыканием, 5,Способ по пп, 1-3,- о т л и ч аю щ и и .с я тем, что концы комплекса юбок изолятора соединяются с комплексом юбок изолятора со стержнем сваркой или склеиванием, а с арматурой склеиваются или фиксируются с геометрическим замыканием. 6.Способ по пп, 1-3, отличающийся тем, что после осевого растяжения KOMnJjeKca юбок изолятора фиксация у концов реализуется путем деформации насадной арматуры, в особенности путем изостатического прессования, и создается соединение с силовым и гесметрическим замыканием, причем концы юбок изолятора по необходимости кюгут использоваться как часть упругого .промежуточного слоя, Признано изо1й етением по результатам экспертизы, осуществленной Ведомстве по изобретательству Германской Демократической Республики,
Фиг 1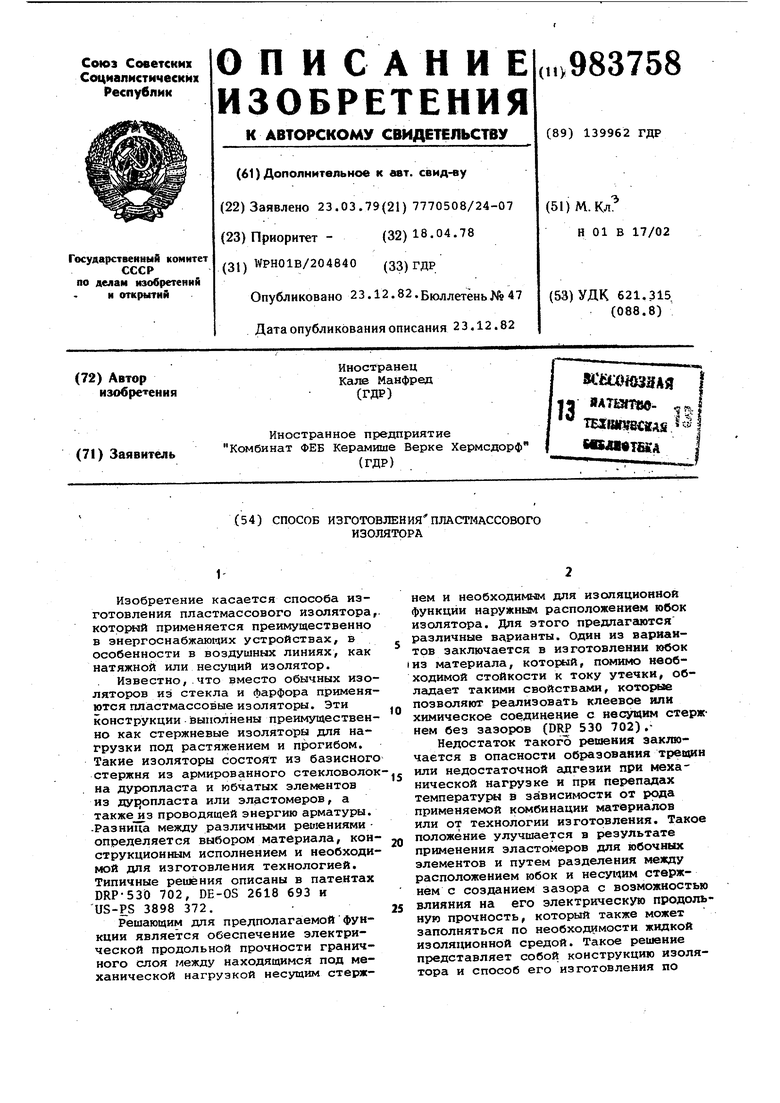
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изолятора из пластмассы | 1981 |
|
SU1114356A3 |
| ОПОРЫ, ИЗОЛЯЦИОННЫЕ ТРАВЕРСЫ И ИЗОЛЯЦИОННЫЕ ЭЛЕМЕНТЫ ДЛЯ ЛИНИЙ ВЫСОКОВОЛЬТНЫХ ПЕРЕДАЧ | 2010 |
|
RU2541044C2 |
| ВЫСОКОВОЛЬТНЫЙ ПОДВЕСНОЙ ИЗОЛЯТОР | 2006 |
|
RU2297056C1 |
| СТЕРЖНЕВАЯ НЕСУЩАЯ КОНСТРУКЦИЯ | 2008 |
|
RU2477354C2 |
| ИЗОЛЯТОРНАЯ СИСТЕМА | 2008 |
|
RU2483378C2 |
| КОМБИНИРОВАННЫЙ ИЗОЛЯТОР | 2011 |
|
RU2548897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ, СОСТАВНОЙ ИЗОЛЯТОР ВЫСОКОГО НАПРЯЖЕНИЯ, А ТАКЖЕ ПЛАСТИК ДЛЯ ПРИМЕНЕНИЯ В ТАКОМ ИЗОЛЯТОРЕ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕЦИЛИНДРИЧЕСКОГО КОНСТРУКТИВНОГО ЭЛЕМЕНТА | 2001 |
|
RU2256252C2 |
| ПОЛИМЕРНЫЙ ИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233492C2 |
| ПРОДУВОЧНЫЙ КЛАПАН | 1998 |
|
RU2195033C2 |
| ПТИЦЕЗАЩИЩЕННЫЙ ИЗОЛЯТОР | 2011 |
|
RU2511109C2 |