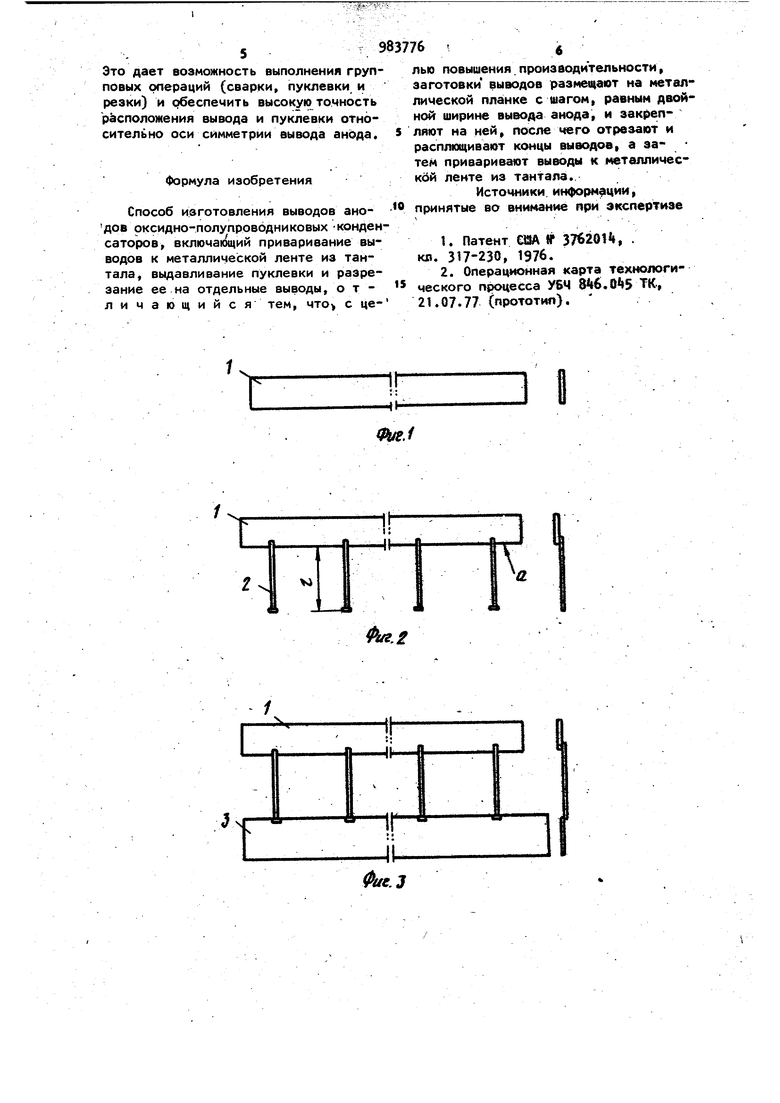
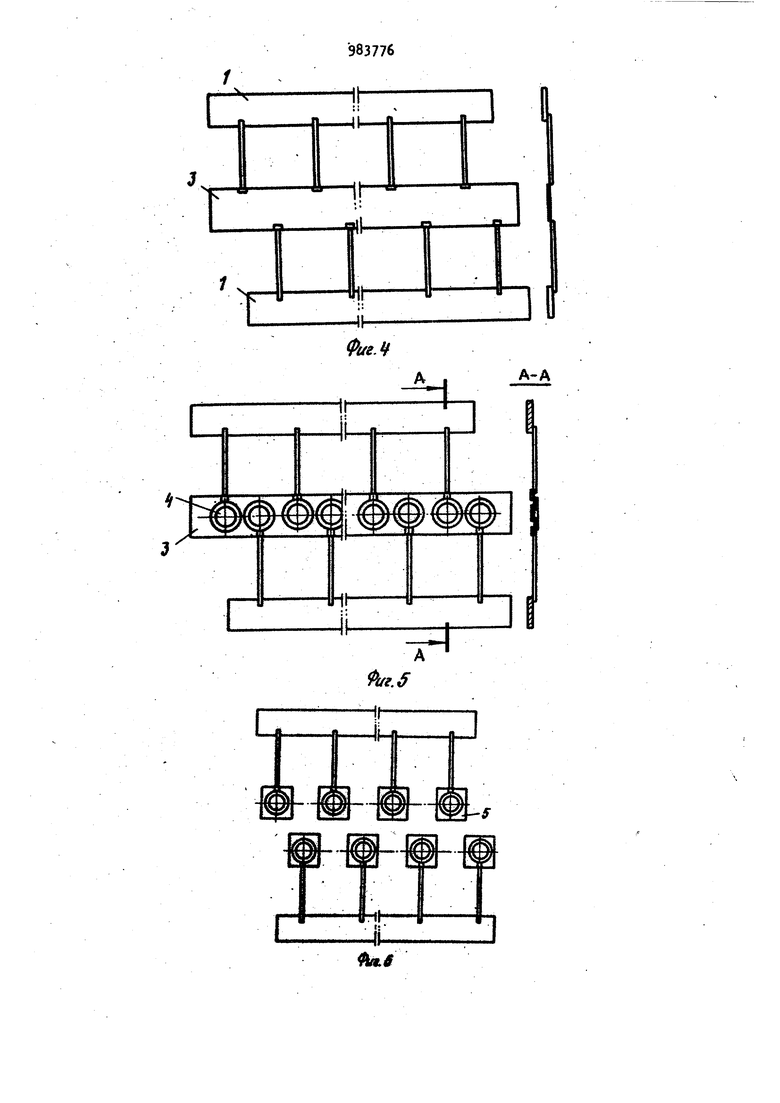
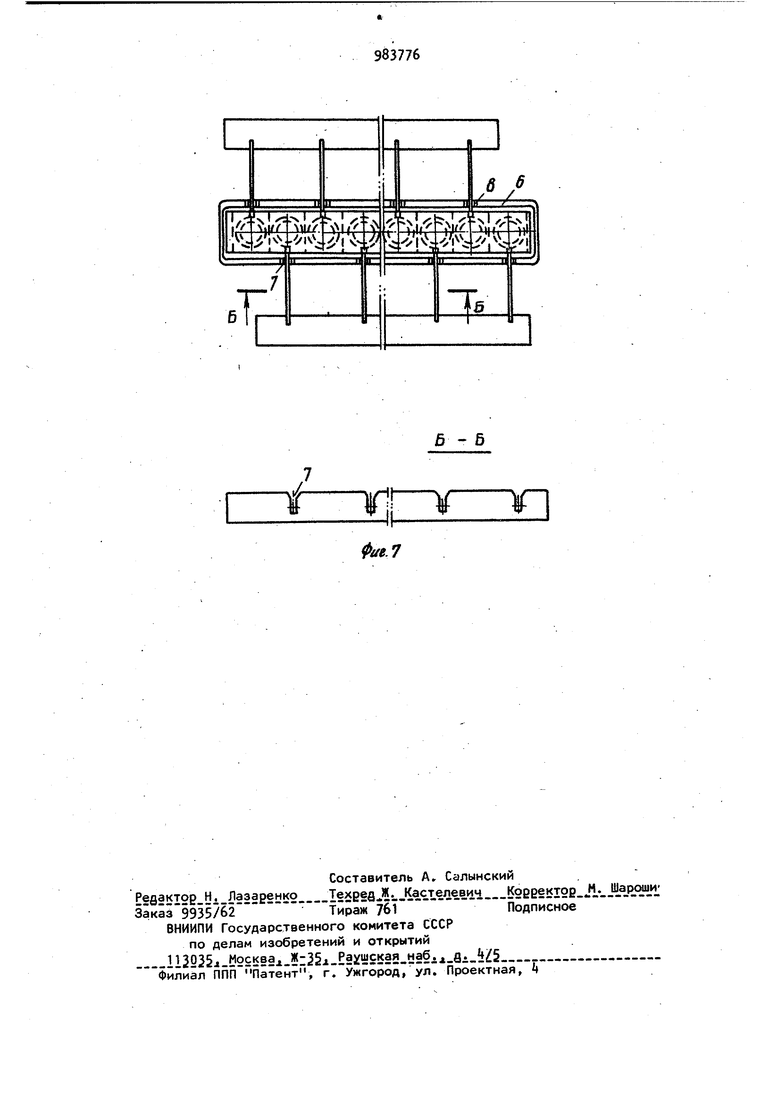
Изобретение относится к изготовлению изделий электронной техники, в частности к изготовлению оксиднополупроводниковых танталовых конденсаторов. Известен способ изготовления оксидно-полупроводниковых конденсатороВ:, включающий образование объемнопористого тела (прессованием, замораживанием или методом пленочной тех нологии) , высокотемпературное вакуум vHoe спекание его, нанесение полуяроводн 1кового слоя и переходных контактных покрытий и сборочные операции 1 . Недостатком этого способа являетс невозможность применения его для изготовления конденсаторов, имеющих принципиально новую конструкцию анода, отличную от известных оксидно полупроводниковых конденсаторов. Отличительной особенностью анода высокочастотного конденсатора являет .ся наличие в середине его объемно-по ристого тела тонкой (0,1 мм) пл астинки танталовой фольги, на которой, с целью придания аноду определенной жесткости, выдавливается кольцевая или крестообразная пуктквка. Наиболее близким по технической сущности к предлагаемому являетсй способ изготовления выводов аноде высокочастотных оксидно-попутцюаодн(4ковых конденсаторов, включающий лриверивание выводов к металлической ленте из тантала, выдавливание пуклевки и разрезание ее на отдельные выводы С И . Недостатками этого сгюсоба явяяются неточное (несимметричное) расположение выводов и пуклевки относительно оси симметрии вывода анода из-за трудности центровки тонкой танталовой лteнты и зачастую изогнутого танталового вывода относитель ю исполнительных органов устройств (выдавливания пуклевки, резки, приварки), что снижает качество .изготовления конденсаторов, a также производительность ,обусловленная поштучным изготовлением анодов конденсаторов. Целью изобретения является повышение производительности. Эта цель достигается тем, что заготовки выводов размеща1ат на металлической планке с шагом, равным двой ной ширине вывода анода и закрепляют на ней-, после .отрезают и расплющивают концы выводов, приваривают их к металлической ленте из тантала выдавливают пуклев1 у и разрезают ее на отдельные выводы. При этом точное симметричное расположение выводов и гтуклевок относительно оси симметрии выводов анодов обеспечивается в каждой операции за счет точной фиксации концов выводов На фиг. 1 показана металлическая планка; на фиг. 2 - то же, приваренными танталовыми выводами после отрезки и расплющивания концов выводов на ФИГ..З то же, с выводами, расплющенные концы которых приварены к металлической ленте из тантала с одной стороны; на фиг. k - две металлические планки с выводами, приваренными к металлической ленте из тан тала с двух сторон,в шахматном поряд ке; на фиг. 5 - выдавлевные пуклевки на металлической ленте из тантала, разрез А-А на фиг. 6 - две йета лические планки с выводами анодов, образовавшиеся после разрезки металлической ленты из тантада; нэ фиг. 7 металлическая лента из тантала, вложенная в скобу с пазами для фиксации выводов, используемая при про-, ведении операций приваривания выво- дов к ленте, выдавливании пуклевок на ленте и разрезке металлической ленты из тантала, причем пазы в скобе таюке расположены, в шахматном порядке, разрез Б-Б. Предлагаемый способ изготовления выводов анодов можно продемонстрировать при помощи следующих операций выполняемых в 5п ед леннрй последовательности. К металлической планке 1 присоединяют танталовые выводы 2, например, с помощью контактной точечной сварки с шагом, равным двойной ширине вывода анода 5« Концы выводов 2 отрезают до длины 1 и одновременно расплющивают до заданной толщины (фиг. 1 и 21. 64 При этом инструмент для отрезки и расплющивания располагают строго параллельно базовому торцу а металлической планки 1 (фиг. 2). Это обеспечивает одинаковую длину выводов и расположение их расплющенных концов строго в одной плоскости. Жесткость сварного соединения вывода 2 с металлической планкой 1 позволяет сократить геометрическую точность расположения всех элементов в последующих операциях. Металлическую ленту 3 из тантала вкладывают в скобу 6 сварочного устройства, (не показано), а металлическую планку 1 с выводами 2 устанавливают так, что концы выводов входят в пазы 7 скобы 6 и ложатся на край ленты 3. Затем производят приварку выводов к ленте. Металлическую ленту из тантала с приваренными выводами 2 и металлической планкой 1 разворачивают в горизонтальной плоскости на и снова укладывают на сварочное устройство, причем концы уже приваренных выводов входят в фиксирующие пазы 3 (.фиг. 7) на другой стороне скобы 6, которые смещены относительно пазов 7.на половину шага. Устанавливают на сварочное устройство еще одну металлическую планку 1 с выводами 2, фиксируя их в пазах 7 и приваривают концы выводов к ленте 3, образуя тем самым сварной блок, изображенный на фиг, . Далее сварной блок устанавливают в штамп для выдавливания пуклевок , фиксируя концы выводов в соответствующих пазах скобы 6, которая имеется на штампе, выдавливают все пуклевки Ц одновременно по всей длине металлической ленты,3 из тантала (фиг. 5) обеспечивая тем самым жесткость будущих выводов анодов 5 Сварной блок устанавливают в штамп для резки, фиксируя концы выводов как и в предыдущем случае, и разрезёотленту 3 на отдельные выводы анодов 5| сгруппированные из двух металлических планках 1 (кассетах) (фиг. 6). На этих планках выводы анодов и проходят дальнейшую обработку. Предлагаемый способ изготовления выводов анодов позволяет значительно повысить производительность процесса изготовления выводов анодоа за счет группировки выводов на танталовой ленГе с 2-х сторон,в шахматном порядке. Это дает возможность выполнения групповых операций (сварки, пуклевки и резки) и обеспечить высокую точность расположения вывода и пуклевки относительно оси симметрии вывода анода. Формула изобретения Способ изготовления выводов анодов оксидно-полупроводниковых -конден саторов, включающий приваривание выводов к металлической ленте из тантала, выдавливание пуклевки и разрезание ее на отдельные выводы, о т личающийся тем, что с целью повышения производительности, заготовки выводов размещают на металлической планке с шагом, равным двои ной ширине вывода анода, и закрепляют на ней, после «его отрезают и расплющивают концы выводов, а затем приваривают выводы к металлическдй ленте из тантала., Источники, информации, принятые во внимание при экспертизе 1.Патент GOA ff 376201Л, . кн. 317-230, 1976. 2.Операционная карта тех юлогического процесса УБЧ . ТК, 21.07.77 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления оксидно-полу-пРОВОдНиКОВыХ КОНдЕНСАТОРОВ | 1979 |
|
SU851511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО-ПОРИСТЫХ АНОДОВ ЭЛЕКТРОЛИТИЧЕСКИХ И ОКСИДНО-ПОЛУПРОВОДНИКОВЫХ КОНДЕНСАТОРОВ | 1992 |
|
RU2033899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО-ПОРИСТОГО АНОДА ОКСИДНО-ПОЛУПРОВОДНИКОВОГО КОНДЕНСАТОРА | 1987 |
|
SU1556422A1 |
| СПИРАЛЬНЫЙ ТЕПЛООБМЕННИК | 2005 |
|
RU2306517C2 |
| Анод электролитического конденсатора | 1975 |
|
SU556510A1 |
| Танталовый конденсатор | 1980 |
|
SU1145941A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 2003 |
|
RU2237540C1 |
| Способ изготовления катодно-подогревательного узла | 1981 |
|
SU1026194A1 |
| ОКСИДНО-ПОЛУПРОВОДНИКОВЫЙ КОНДЕНСАТОР | 1973 |
|
SU387448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 1993 |
|
RU2049587C1 |
1 I
Ф.2
Фиг. 3
Фиг.
А-А
.б
N
/
ч/
4
4|V
./«v4
зт;
«
AZ
T.
iN.P
W.
:
/7.
5VJ.
.
6-5
in
