Изобретение относится к обработке металлов давлением.
Известен способ изготовления колец методом машинной раскатки из исходной полой заготовки [1] При реализации предлагаемого способа происходит уменьшение толщины стенки заготовки и увеличение ее наружного и внутреннего диаметра, а также высоты кольца. Способ позволяет изготавливать кольца с сечением в плоскости, проходящей через ось вращения кольца в виде прямоугольника, у которого высота больше толщины кольца.
Указанный способ имеет следующие недостатки.
Для реализации способа требуется дорогостоящая специализированная раскатная машина, что малоприемлемо в серийном и мелкосерийном производстве. Невысокое качество изготовленных данным способом колец по сравнению с выдавленными, так как изготовленные кольца имеют значительный разброс по диаметрам, утяжки на торцах, конусность, значительные заусенцы, что влечет за собой наличие механической обработки по всем поверхностям. Использование данного способа наиболее целесообразно при изготовлении колец крупногабаритных изделий, для которых получение заготовки, приближенной к форме готовой детали, другим способом невозможно.
Известен способ изготовления стальных колец холодным выдавливанием из сварных тороидальных заготовок (2). Способ включает изготовление тороидальной заготовки из прутка с объемом металла, равным объему кольца, путем гибки прутка в тороидальную заготовку по стыку, удаления грата по стыку, термообработки заготовки, травления с последующим фосфатированием и смазкой. Далее тороидальную заготовку устанавливают в матрицу и выдавливают кольцо заданных размеров.
Недостатками прототипа являются следующие.
Тороидальная заготовка должна быть изготовлена достаточно точно с наружным диаметром, вписанным в наружный диаметр кольца, для обеспечения минимального зазора между заготовкой и стенками матрицы с целью получения наиболее благоприятных условий выдавливания. Поскольку вышеназванные условия предъявляют жесткие требования к качеству сварной заготовки, то заготовки, у которых в процессе сварки произошло смещение по стыку в радиальном направлении, использовать в данном способе практически невозможно и требуется либо дополнительная обработка заготовки, либо ее выбраковка, что увеличивает трудоемкость изготовления колец. Описанным способом практически невозможно изготовить кольца, вытянутые в осевом направлении с прямоугольным сечением в плоскости, проходящей через ось вращения кольца, у которых высота кольца больше ее толщины. Практически способ ограничен изготовлением колец с высотой, равной ≈0,8-1 ее толщины (из условия размещения в матрице тороидальной заготовки с сечением прутка, равным зазору, образованному матрицей и пуансоном с плотным прилеганием наружного диаметра тора к стенкам матрицы).
Изобретением решается задача снизить трудоемкость, повысить качество и расширить номенклатуру изготавливаемых колец из прутковых заготовок.
Технический результат, получаемый при осуществлении изобретения, заключается в том, что способ позволяет получить качественные кольца с прямоугольным или близким к нему сечением в плоскости, проходящей через ось вращения кольца, у которых высота кольца больше его толщины.
Указанный технический результат достигается тем, что в способе изготовления колец, включающем изготовление тороидальной заготовки из прутка с объемом металла, равным объему кольца, и ее последующее выдавливание, новым является то, что тороидальную заготовку сначала расплющивают в радиальном направлении (с уменьшением наружного и увеличением внутреннего диаметров заготовки) до требуемых размеров наружного и внутреннего диаметров кольца, а затем осуществляют окончательное выдавливание с одновременным формированием торцев и калибровкой внутреннего и наружного диаметров кольца.
Введение в способ операции расплющивания заготовки в радиальном направлении перед операцией окончательного выдавливания позволяет не предъявлять к тороидальной сварной заготовке высоких требований к качеству сварного стыка (что снижает трудоемкость способа), так как в операции расплющивания смещение по стыку у заготовки в радиальном направлении не имеет значения, а сама операция расплющивания подготавливает заготовку к высококачественному окончательному выдавливанию изделия с одновременным формированием торцев и калибровкой внутреннего и наружного диаметров кольца. Кроме того, использование операции предварительного расплющивания позволяет использовать в качестве заготовки тороидальное сварное кольцо, у которого наружный диаметр тора больше наружного диаметра кольцевого изделия, а внутренний диаметр тора меньше внутреннего диаметра кольцевого изделия, т.е. диаметры тороидальной заготовки описывают диаметры готового кольца изнутри и снаружи. Возможность использования такой заготовки позволяет в конечном счете изготавливать кольца с прямоугольным или близким к нему сечением в плоскости, проходящей через ось вращения кольца, с высотою кольца больше его толщины, т.е. способ позволяет расширить номенклатуру изготавливаемых колец.
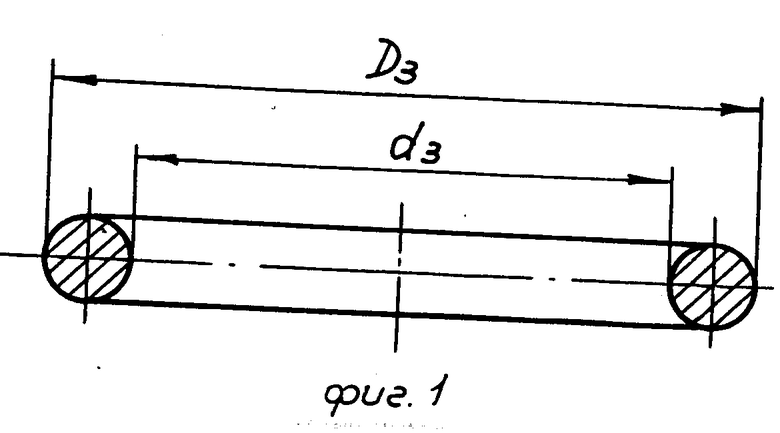
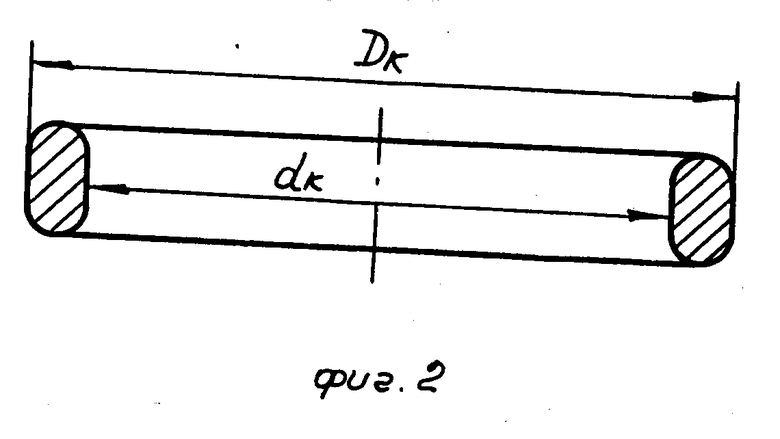
На фиг. 1 изображена тороидальная заготовка с наружным Dз и внутренним dз диаметрами, описывающими наружный Dк и внутренний dк диаметр кольца снаружи и изнутри; на фиг. 2 полуфабрикат, полученный плющением тороидальной заготовки в радиальном направлении до требуемых диаметров (Dк и dк) кольца; на фиг. 3 изображено готовое кольцо с сечением в плоскости, проходящей через ее ось вращения, в виде прямоугольника или близким к нему по форме с высотой h больше толщины t стенки кольца.
Способ, например, при изготовлении колец из низкоуглеродистых сталей реализуется следующим образом: отрезают заготовку необходимой длины от прутка, изгибают ее в тороидальную заготовку, сваривают по стыку, удаляют по мере необходимости грат по месту сварки, производят термообработку заготовки для обеспечения максимальной пластичности, травят и наносят смазку, после чего расплющивают тороидальную заготовку в радиальном направлении до требуемых диаметров кольца, например на прессе в штампе, ограничивающем истечение металла в радиальном направлении и со свободным течением в осевом направлении. Изготовленный таким образом полуфабрикат окончательно выдавливают, формируя торцы и калибруя кольцо по диаметрам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 2003 |
|
RU2237540C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОЙ ТРУБЫ АМОРТИЗАТОРА | 1992 |
|
RU2021074C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ АМОРТИЗАТОРА | 1993 |
|
RU2089765C1 |
| ШТАМП ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 1992 |
|
RU2013181C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ПОЛЫХ КОЛЬЦЕВЫХ СТАКАНОВ | 1992 |
|
RU2071864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТУПЕНЧАТОГО СТВОЛА | 1993 |
|
RU2069594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ОБЖАТИЯ ТОНКОСТЕННЫХ КАМЕР РАКЕТНЫХ ДВИГАТЕЛЕЙ | 1987 |
|
RU2048228C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТУПЕНЧАТОГО СТВОЛА | 1991 |
|
RU2018388C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |

Использование: при изготовлении колец, у которых высота больше толщины. Сущность изобретения: изготавливают тороидальную заготовку из прутка с объемом металла, равным объему кольца, затем заготовку расплющивают в радиальном направлении до требуемых размеров наружного и внутреннего диаметров кольца, а далее осуществляют окончательное выдавливание с одновременным формированием торцев и калибровкой внутреннего и наружного диаметров кольца. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ, включающий изготовление тороидальной заготовки из прутка с объемом металла, равным объему кольца, и ее последующее выдавливание, отличающийся тем, что перед выдавливанием тороидальную заготовку расплющивают в радиальном направлении до требуемых размеров наружного и внутреннего диаметров кольца, а выдавливание осуществляют с одновременным формированием торцов и калибровкой внутреннего и наружного диаметров кольца.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Романовский В.П | |||
| Справочник по холодной штамповке, Л.: Машиностроение, 1979, с.238, рис.205. | |||

