Изобретение относится к электротехнологии и может быть использовано при изготовлении печатных кабелей за.счет анодного растворения участков металлической фольги, соответствующих непроводящему рисунку печатного кабеля, на фольгированном диэлектрике.
Известен плоский электрод-инструмент для электрохимической обработки печатных плат, который может быть использован для изготовления печатных кабелей. На рабочей поверхности инструмента изолированы участки, соответствующие проводящему рисунку печатной платы (кабеля). В процессе обработки электрод-инструмент устанавливают параллельно плате (кабелю) 13.
. Недостаток указанного способа невысокая точность изготовления изза того, что кабель является нежесткой деталью.
Наиболее близким техническим решением к изобретению является электрод-инструмент для изготовления печатных кабелей с параллельными проводниками на фольгированной подложке, содержащий основу, на рабочей поверхности которой выполнены чередукхчиеся проводящие и изолированные участки. Выступаюцие проводящие участки электрЪда-инструмента позвос ляют в процессе обработки врезаться в растворяемую металлическую фольгу, и окончальное формирование размеров печатных проводников происходит при зазорах, меньших толщины
.Q фольги i2j..
Недрстаткг1ми известного электродаинструмента являются недостаточно высокое качество печатных кабелей. Это обусловлено тем, что хотя основной профиль проводников формируется
15 на малых зазорах (0,01-0,03 мм),
но на выходе из зазора из-за цилиндрической формы катода межэлектродный зазор увеличивается и происходит дополнительное растворение проводни20ков.
Цель изобретения - повышение качества печатных кабелей за счет предотвращения растрава проводников.
Поставленная цель достигается
25 тем, что в электроде-инструменте для изготовления печатных кабелей с параллельными проводниками на фольГированной подложке, содержащей основу, на рабочей поверхности которой
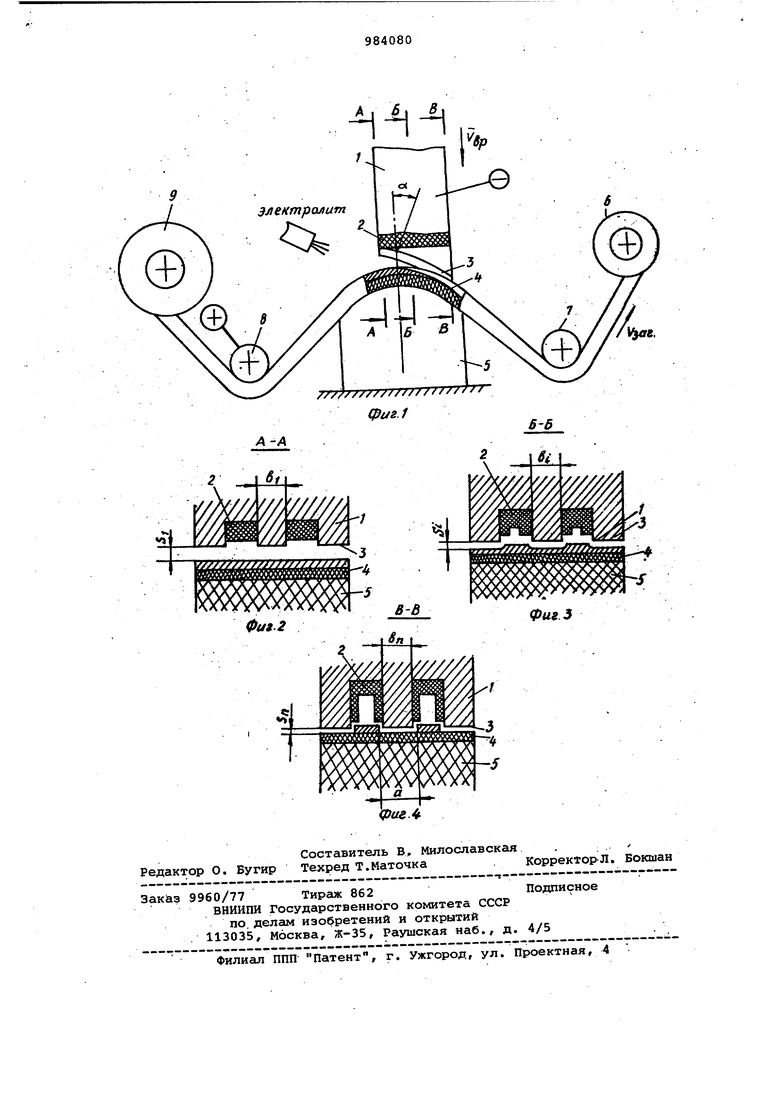
30 выполнены чередующиеся проводящие и изолированные участки, рабочая по верхность основы выполнена эквидистантной обрабатываемой поверхности подложки, причем ширина проводящих участков меньше расстояния между проводникамина величину удвоенного зазора между проводящими участками и фольгированной поверхностью подложки, а на изолированных участках выполнены канавки с площадью поперечного сечения, увеличивающейся по длине электрода-инструмента. Выполнение рабочей поверхности электрода-инструмента эквидистантно обрабатываемой поверхности продложки позволяет увеличить зону анодгнего растворения по сравнению с цилиндрическим электродом-инструмен,том, а выбор ширины проводящих участков позволяет повысить точност электрохимического формообразования кабелей за счет уменьшения величины межэлектродного зазора в зоне окончательного формирования проводников Кроме того, выполненные- на изолиро ванных участках электрода-инструмен та канавки с увеличивающейся площад поперечного сечения по длине электрода-инструмента обеспечивают улуч шение условий эвакуации продуктов анодного растворения из зоны обрабо На фиг. 1 изображен предлагаеглый электрод-инструмент} на фиг, 2 - се чение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1} на фиг, 4 сечение .В-В на фиг. 1, Электрод-инструмент содерхшт основу 1, чередующиеся изолированные 2 и проводящие 3 участки, обрабатываемую поверхность фольгированной подложки 4, расположенной на базиру щей поверхности 5 систем перемотки печатных кабелей, содержащую приемную бобйну б, прижимные ролики 7 и 8, основную бобину 9. П р им е р. Подвергаемая обработке фольгированная подложка 4 устанавливается на выпуклую базирую щую поверхность 5. Рабочую поверхность электрод-инструмента 1 устанавливают под углом МхК нормали базирующей поверхности 5 для обеспечения текущих значений межэлектродных зазоровот 0,1-0,2 мм в начале канала и от 0,02-0,03 мм в конце зо ны обработки. , Электролит подается в зону обработки под давлением. Процесс обрабо ки происходит в два этапа. На перво предварительном этапе обработки, электрическое напряжение 10-15 В подают на электрод-инструмент 1 и металлическую фольгу подложки 4 при гарантированном зазоре между ними. Электролит 10% водный раствор NaNO подают в зону обработки под давлением 3-5 кгс/см. Начинается анодное растворение фольги, и электрод-инструмент 1 перемещают в направлении заготовки со скоростью Vgp, равной скорости анодного растворения. Движение прекращают, когда зазор между проводтдим участком 3 и поверхностью фольги на входе в межэлектродный канал составляет S 0,1-0,2 мм, а на выходе из него между проводящим участком 3 и поверхностью диэлектрика составляет ,02-0,03 , т.е. происходит врезание электрода-инструмента 1 в металлическую фольгу. На втором, основном этапе обработки, при включенном источнике и подаче электролита происходит лишь перемещение заготовки относительно электрода-инструмента 1 по базирующей поверхности 5 со скоростью v , обеспечиваемой протяжным механизмом. В процессе обработки достигается cicopocTb изготовления печатных кабелей 800-900 мм/мин при точности ширины проводников 0,07-0,1 f-iM, Длина рабочей части электрода составляла 10 мм. Таким образом, предлагаемый электрод-инструмент гу1я изготовления печатных кабелей, по сравнению с базовым цилиндрическим электродом-инструментом, позволяет повысить качество печатных кабелей в 1,5-2 раза. изобретения Электрод-инструмент .для изготовления печатных кабелей с параллельны и проводниками на фольгированной подложке, содержащий основу, на рабочей поверхности которой выполнены чередующиеся проводящие и изолированные участки, отличаю щийс Я тем, что, с целью повышения качества печатных кабелей за счет предотвращения растрава проводников, рабочая поверхнрсть. основы выполнена эквидистантной.обрабатываемой поверхности подложки, причем ширина проводя их участков меньше расстояния между проводниками на величину удвоенного зазора между проводящими участками и фольгированной поверхностью подложки, а на изолированных участках выполнены канавки с площадью поперечного сечения, увеличивающейся по длине электрода-инструмента. Источники информации, принятые во внимание при экспертизе 1. Патент США 3239441, кл. 204-143, 1966. 2, Авторское свидетельство СССР № 671685, кл.. Н 05 К 3/06, 1979 (прототип) .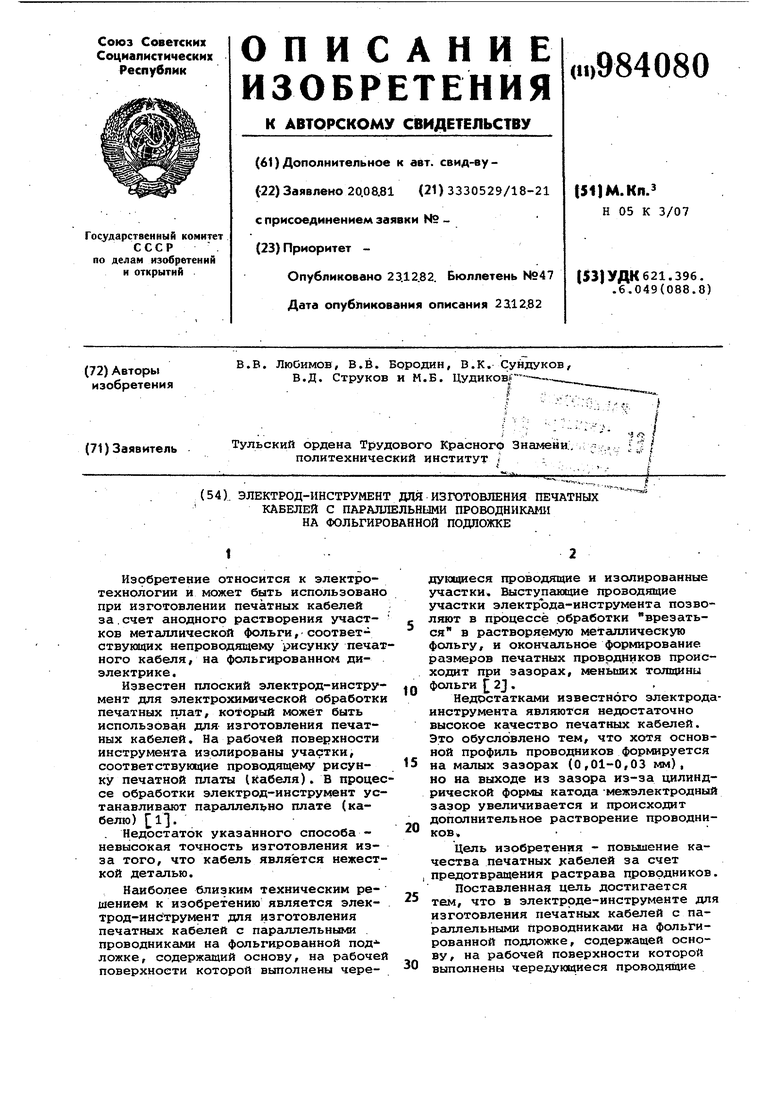
| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсный лазер на парах веществ | 1986 |
|
SU1145496A1 |
| Способ изготовления печатных кабелей | 1979 |
|
SU911748A1 |
| СПОСОБ РУЛОННОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2009 |
|
RU2400950C1 |
| Способ электрохимического формирования плоских элементов печатной схемы и способ изготовления электрода для способа его осуществления | 1980 |
|
SU946873A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ИЗ ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ | 2012 |
|
RU2519266C2 |
| Способ изготовления печатных кабелей | 2015 |
|
RU2606395C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2007 |
|
RU2326514C1 |
| Способ электрохимической обработки печатных кабелей | 1983 |
|
SU1133053A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТ ПЕЧАТНОГО МОНТАЖА | 1996 |
|
RU2109417C1 |
| ГИБКИЙ ПЕЧАТНЫЙ КАБЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2536861C1 |