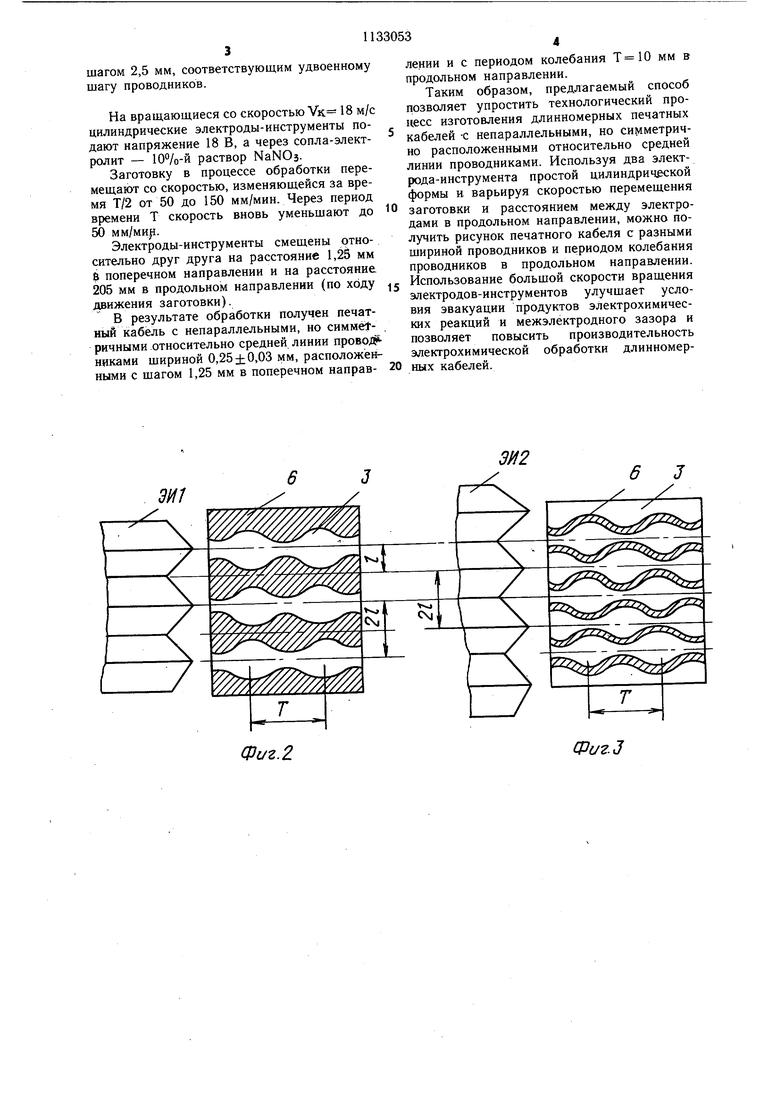
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электрохимической обработке печатных кабелей. Известен способ электрохимической обработки печатных кабелей с симметричными относительно средней линии проводниками путем анодного растворения участков металлической фольги на заготовке при ее поступательном перемещении и вращении цилиндрического электрода-инструмента. Изготовление печатного кабеля начинают при подаче на фольгу и электрод-инструмент электрического напряжения при одновременном включении приводов вращения электрода-инструмента и перемещения заготовки 1 . Недостатками известного способа являются сложность изготовления электродаинструмента с высокой точностью, невысокие точность и производительность при изготовлении длинномерных печатных плат (кабелей) с непараллельными проводниками. Цель изобретения - упрощение технологического процесса и повышение производительности при обработке длинномерных печатных кабелей. Поставленная цель достигается тем, что согласно способу изготовления печатных кабелей с симметричными относительно средней линии проводниками путем анодного растворения участков металлической фольги на заготовке при ее поступательном движении и вращении цилиндрического электрода-инструмента, обработку длинномерных печатных кабелей осуществляют двумя вращающимися со скоростью, большей скорости движения заготовки, электродами-инструментами, имеющими кольцевые канавки на цилиндрической поверхности, соответствующие удвоенному щагу проводников в поперечном направлении, отстоящими одна от другой по пути движения заготовки на расстоянии, кратном половине шага проводников в продольном направлении, а в поперечном направлении - на расстоянии, равном щагу проводников в поперечном направлении, причем скорость поступательного движения заготовки изменяют обратно пропорционально ширине удаляемого участка. На фиг. 1 изображена схема электрохимической обработки длинномерного печатного кабеля с непараллельными, но симметричными относительно средней линии провод нриками; на фиг. 2 - взаимное расположение первого электрода-инструмента и заготовки после получения промежуточного рисунка проводников с шагом 21 в поперечном и Т в продольном направлении; на фиг. 3 взаимное расположение второго электродаинструмента и заготовки после получения окончательного рисунка проводников; на фиг. 4 - схема закона изменения скорости движения заготовки во времени. Схемы включают (фиг. 1-4) электродыинструменты 1 и 2; заготовку 3;сопла 4 и 5 для подачи электролита; проводники 6 печатного кабеля; прижимной ролик 7. При этом Цгскорость вращения катода; 1 - шаг проводников в поперечном направлении; Т - шаг проводников в продольном направлении; V - скорость перемещения заготовки. Способ изготовления длинномерных печатных кабелей осуществляется следующим образом. На вращающиеся со скоростью Ук-электроды-инструменты 1 и 2, имеющие кольцевые канавки на цилиндрической поверхности, соответствующие удвоенному шагу проводников в поперечном направлении 21 и отстоящие друг от друга по пути движения заготовки 3 на расстоянии, кратном половине шага проводников в продольном направлении Т(п-ьО,5), и смещенные друг относительно друга на расстояние, равное шагу проводников в поперечном направлении, подают одновременно напряжение и через сопла 4 и 5 - электролит. Скорость поступательного движения заготовки изменяют в соответствии с рисунком печатного кабеля 6. Прижимной ролик 7 служит одновременно дополнительным токоподводом. Использование двух вращающихся с большой скоростью электродов-инструментов позволяет осуществлять высокопроизводительную обработку, обеспечивая хорощее удаление продуктов электрохимических реакций из зазора между электродами и заготовкой, а простая цилиндрическая форма электрода-инструмента позволяет обеспечить требуемый рисунок проводников за счет их соответствующего расположения относительно заготовки и изменения скорости ее движения. Пример. Электрохимическая обработка печатного кабеля из материала ФДИ-М с фольгой 35 мкм. Условия обработки: электролит NaNOs; скорость движения заготовки 50-150 мм/мин; скорость электрода-инструмента, 18 м/с; шаг проводников в поперечном направлении 1,25 мм; шаг проводников в продольном направлении 10 мм; напряжение 18 В. Рисунок печатного кабеля представляет собой непараллельные, но симметричные относительно средней линии проводники щириной 0,25 мм, расположенные с шагом 1 1,25 мм в поперечном направлении и с шагом мм в продольном направлении. . На цилиндрической поверхности электродов-инструментов выполнены канавки с шагом 2,5 мм, соответствующим удвоенному шагу проводников. На враш,аюш,иеся со скоростью VK. 18 м/с цилиндрические электроды-инструменты подают напряжение 18 В, а через сопла-электролит - 10°/о-й раствор NaNOsЗаготовку в процессе обработки перемещают со скоростью, изменяющейся за время Т/2 от 50 до 150 мм/мин. Через период времени Т скорость вновь уменьшают до 50 мм/мир. Электроды-инструменты смещены относительно друг друга на расстояние 1,2Й мм 6 поперечном направлении и на расстояние 205 мм в продольном направлении (по ходу движения заготовки). В результате обработки получен печатный кабель с непараллельными, но симме ричными относительно средней линии прово; никами шириной 0,25 ±0,03 мм, расположёнными с шагом 1,25 мм в поперечном направлении и с периодом колебания мм в продольном направлении. Таким образом, предлагаемый способ позволяет упростить технологический процесс изготовления длинномерных печатных кабелей -с непараллельными, но симметрично расположенными относительно средней линии проводниками. Используя два электрода-инструмента простой цилиндрической формы и варьируя скоростью перемещения заготовки и расстоянием между электродами в продольном направлении, можно получить рисунок печатного кабеля с разными шириной проводников и периодом колебания проводников в продольном направлении. Использование большой скорости вращения электродов-инструментов улучщает условия эвакуации продуктов электрохимических реакций и межэлектродного зазора и позволяет повысить производительность электрохимической обработки длинномерных кабелей.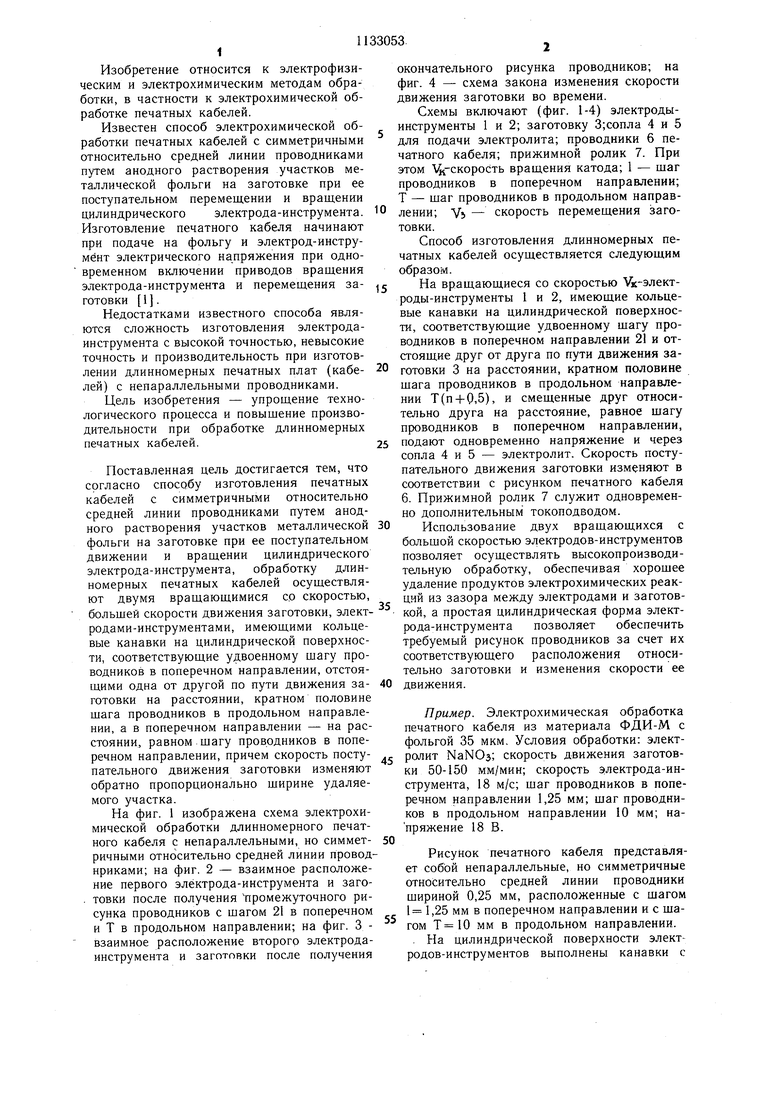
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для изготовления печатных кабелей с параллельными проводниками на фольгированной подложке | 1981 |
|
SU984080A1 |
| Способ изготовления печатных плат | 1979 |
|
SU822390A1 |
| Способ изготовления печатных кабелей | 2015 |
|
RU2606395C2 |
| Импульсный лазер на парах веществ | 1986 |
|
SU1145496A1 |
| Электрод-инструмент для электрохимической обработки печатных схем | 1981 |
|
SU963788A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ КАБЕЛЕЙ | 2007 |
|
RU2342813C1 |
| Способ электрохимического формирования плоских элементов печатной схемы и способ изготовления электрода для способа его осуществления | 1980 |
|
SU946873A1 |
| Способ электрохимической обработки печатных схем | 1981 |
|
SU963785A1 |
| СПОСОБ РУЛОННОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2009 |
|
RU2400950C1 |
| Способ изготовления печатных кабелей | 1979 |
|
SU911748A1 |
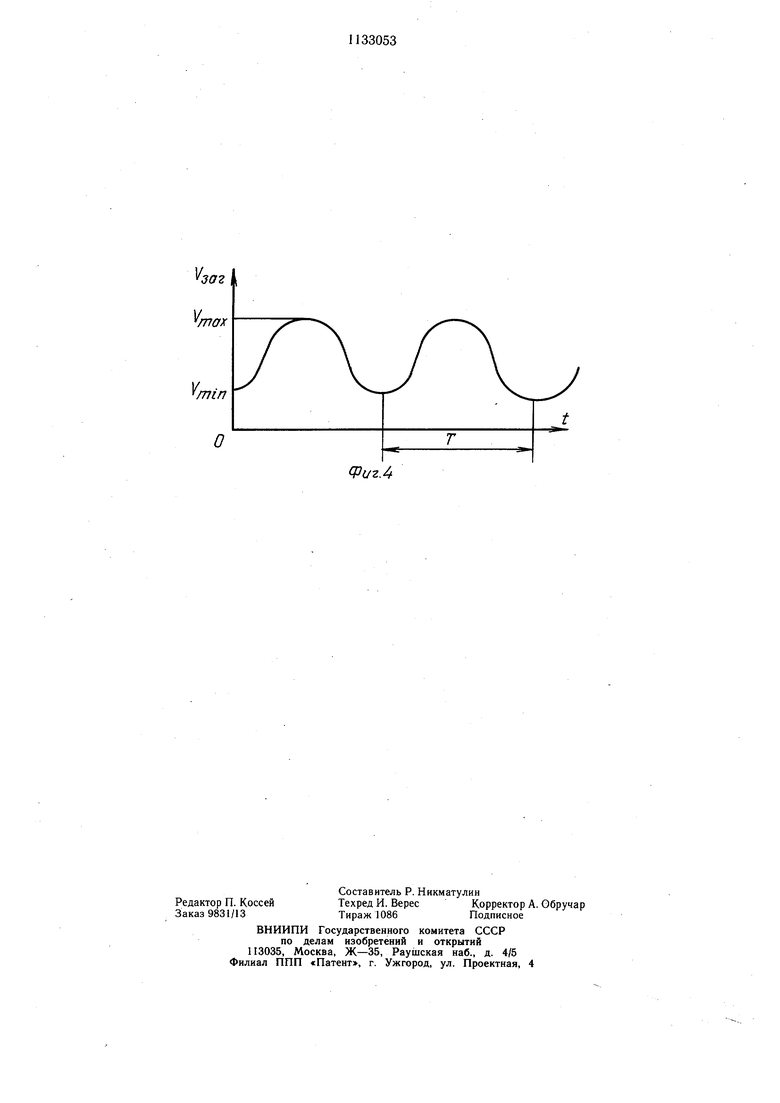
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПЕЧАТНЫХ КАБЕЛЕЙ с симметричными относительно средней линии проводниками путем анодного растворения участков металлической фольги на заготовке при ее поступательном движении и вращении цилиндрического электрода////////////////////////////////////////// Фиг. Г инструмента, отличающийся тем, что, с целью упрощения технологического процесса и повышения производительности, обработку длинномерных печатных кабелей осуществляют двумя вращающимися со скоростью, большей скорости движения заготобки, электродами-инструментами, имеющими кольцевые канавки на цилиндрической поверхности, соответствующие удвоенному шагу проводников в поперечном направлении, отстоящими один от другого по пути движения заготовки на расстоянии, кратном половине шага проводников в продольном направлении, а в поперечном направлении на расстоянии, равном шагу проводников в поперечном направлении, причем скорость поступательного движения заготовки изменяют обратно пропорционально ширине удаляемого участка.
Фиг.2
Фи2.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрохимические и электрофизические методы обработки материалов | |||
| Тула | |||
| ТПИ, 1978, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
