Изобретение относится к субтрактивной технологии получения проводящего рисунка печатных плат за счет анодного растворения участков металлической фольги, соответствующих непроводящему рисунку печатной платы, на исходном фольгированном диэлектрике.
Известны аналоги данного изобретения, описанные в книге «Электрохимическая обработка в технологии производства радиоэлектронной аппаратуры.» - М.: Энергия, 1980 [1], в которых для получения печатных плат используется исходный фольгированный диэлектрик, а проводящий рисунок печатных плат получают за счет избирательного (без нанесения резистивного рисунка на поверхность фольги) анодного растворения участков фольги, соответствующих непроводящему рисунку печатной платы. При использовании данных способов электрохимической обработки (ЭХО) из технологического процесса получения проводящего рисунка печатных плат исключаются трудоемкие, дорогостоящие и экологически грязные процессы получения резистивного рисунка и химического травления фольги.
Недостатком данных аналогов является трудность использования их при рулонном изготовлении гибких печатных плат.
Наиболее близким аналогом и прототипом данного изобретения является способ рулонный ЭХО гибких печатных плат (ГПП), описанный в авторском свидетельстве СССР №984080 [2]. В качестве исходной заготовки в нем используется гибкий фольгированный диэлектрик, который намотан на питающую бобину. Во время ЭХО лентопротяжный механизм перемещает гибкий фольгированный диэлектрик через токоподвод и зону ЭХО на приемную бобину.
Через скользящий токоподвод электрическое напряжение (положительный потенциал) от источника питания подается на фольгу заготовки.
В зоне ЭХО между фольгой заготовки и электродом-инструментом (ЭИ), соединенным со вторым полюсом (отрицательный потенциал) источника питания, прокачивается электролит.
Процесс анодного растворения фольги в зоне ЭХО происходит при подаче электрического напряжения от источника питания на фольгу и ЭИ. В результате между металлическими участками ЭИ и поверхностью фольги, разделенными электролитом, возникает разность электрических потенциалов, приводящая к анодному растворению фольги. Наибольшее растворение фольги происходит на участках, расположенных ближе к металлическим поверхностям ЭИ, которые соответствуют непроводящему рисунку платы. За счет подбора скорости движения заготовки достигается полное растворение этих участков фольги с поверхности диэлектрика заготовки после ее выхода из зоны ЭХО.
В результате гибкая заготовка с полученным в зоне ЭХО проводящим рисунком перемещается лентопротяжным механизмом далее и наматывается на приемную бобину.
Проведенные исследования показали, что основным недостатком как прототипа, так и аналогов является относительно большой съем металла фольги с поверхности проводящего рисунка заготовки, не защищенной в зоне ЭХО резистом. Это снижает качество гибких печатных плат, получаемых методом ЭХО.
Цель изобретения - повышение качества гибких печатных плат за счет уменьшения съема металла с поверхности их проводников.
Поставленная цель достигается тем, что после прохождения гибкой заготовкой токоподвода поверхность ее фольги оксидируется электрохимическим методом, в результате чего при попадании ее в зону ЭХО эта окисная пленка защищает от анодного растворения участки фольги в областях с небольшой электрической плотностью тока, расположенных вне зоны интенсивной ЭХО, что способствует уменьшению съема металла с поверхности формируемых в зоне ЭХО печатных проводников, а соответственно, и повышению качества ГПП, изготавливаемых методом ЭХО.
На чертеже изображена принципиальная схема устройства для реализации предлагаемого способа рулонной электрохимической обработки гибких печатных плат.
Принципиальная схема данного устройства для ЭХО гибкой заготовки 1 из гибкого фольгированного металлом 2 диэлектрика 3 включает:
- лентопротяжный механизм с приемной и питающей бобинами 4, 5, токоподводящим роликом 6, направляющими роликами 7, 8 и ведущим валом 9 с обрезиненным роликом 10;
- зону электрохимического оксидирования фольги 11 с электродом 12;
- зону ЭХО 13 с базовой опорой 14 и электродом-инструментом 15, на поверхности которого имеются металлические участки, соответствующие непроводящему рисунку платы.
Пример. В начале ЭХО гибкая заготовка 1 из исходного гибкого фольгированного металлом 2 диэлектрика 3 с питающей бобины 4 заправляется через токоподводящий ролик 6, зону электрохимического оксидирования фольги 11 и зону ЭХО 13, направляющий ролик 7, ведущий вал 9 с прижимным роликом 10 и направляющий ролик 8 на приемной бобине 5.
Затем за счет вращения ведущего вала 9, к которому заготовка 1 прижимается обрезиненным роликом 10, исходная гибкая заготовка 1 перемещается с питающей бобины 4 через токоподводящий ролик 6 и зоны обработки 11 и 13 на приемную бобину 5. Электропривод питающей бобины 4 тормозит заготовку 1, что создает ее натяжение, необходимое для обеспечения надежного базирования гибкой заготовки 1 в зоне электрохимического оксидирования фольги 11 и особенно на выпуклой базовой поверхности опоры 14 в зоне ЭХО 13.
В процессе обработки гибкой заготовки 1 в межэлектродное пространство зоны электрохимического оксидирования фольги 11 (между фольгой 2 и электродом 12) и зоны ЭХО 13 (между фольгой 2 и электродом инструментом 15) подается электролит. Состав электролита для ЭХО гибкой заготовки 1 зависит от материала фольги 2 [1]. При ЭХО медной фольги 2, используемой при изготовлении более чем 90% ГПП, рекомендуется использовать водный раствор нитрата натрия [2].
Процесс обработки перемещающейся с питающей бобины 4 гибкой заготовки 1 начинается при подаче электрического тока от источников питания через токоподводящий ролик 6 на фольгу 1 и электроды 12, 15 зон 11 и 13.
При этом в начале перемещения гибкая заготовка 1, пройдя токоподводящий ролик 6, попадает в зону электрохимического оксидирования фольги 11. В ней происходит оксидирование поверхности фольги 2 гибкой заготовки 1 за счет электрохимических реакций в электролите между электродом 12 и фольгой 2, имеющими противоположные электрические полярности. Как показали эксперименты, создать плотную окисную пленку на поверхности медной фольги 2 в электролите на основе нитрата натрия можно при подаче на электроды 2, 12 переменного напряжения с частотой 50 Гц и плотностью тока 50-100 А/дм2 [3].
В процессе последующего перемещения гибкой заготовки 1 фольга 2 с оксидированной поверхностью попадает в зону ЭХО 13. При этом на фольгу 2 гибкой заготовки 1 через токоподвод 6 подается положительный электрический потенциал, а на электрод-инструмент 15 отрицательный потенциал от источника технологического тока. В результате в зоне ЭХО происходит анодное растворение фольги 2. Наибольшие плотности электрического тока, а соответственно, и наибольшая интенсивность анодного растворения фольги 2 происходит на участках гибкой заготовки 1, расположенных против металлических участков электрода-инструмента 15, соответствующих непроводящему рисунку печатной платы. На остальных участках гибкой заготовки 1 анодное растворение фольги 1 происходит менее интенсивно. Скорость движения гибкой заготовки 1 Vз через зону ЭХО 13 подбирается из условия полного растворения участков фольги 2, соответствующих непроводящему рисунку гибкой печатной платы, с поверхности диэлектрика 3.
При анодном растворении медной фольги в водном растворе нитрата натрия может использоваться как постоянное, так и импульсное униполярное напряжение в 10-20 В с локальной плотностью тока до 50-150 А/см2.
Окисная пленка на поверхности фольги 2 гибкой заготовки 1 тормозит анодное растворение фольги 2. Причем время ее разрушения уменьшается с повышением плотности тока. Поэтому в зоне под металлическими участками электрода-инструмента 15 при высокой плотности тока окисная пленка практически не влияет на процесс анодного растворения фольги 2, а на других участках, где плотность электрического тока меньше, анодное растворение фольги 2 значительно тормозится. В результате уменьшается съем материала фольги 2 с печатных проводников, что повышает качество изготавливаемых гибких печатных плат.
Таким образом, предлагаемый способ рулонной электрохимической обработки гибких печатных плат позволяет повысить качество гибких печатных плат за счет уменьшения съема металла с поверхности их проводников.
Источники информации
1. Электрохимическая обработка в технологии производства радиоэлектронной аппаратуры. / Ф.В.Седыкин, Л.Б.Дмитриев, В.В.Любимов, В.Д.Струков. - М.: Энергия, 1980. - 136 с.
2. Авт. свид. (СССР) №984080, МКИ 3 Н05К 3/07. Электрод-инструмент для изготовления печатных кабелей с параллельными проводниками на фольгированной подложке. / В.В.Любимов и др. - Заявка 3330529/18-21 от 20.08.81 г., опубл. 23.12.82, БИ №47.
3. Кочеткова З.И., Фабричников Л.Ф. Оксидирование медной фольги в растворе нитрата натрия переменным током. / Электрохимические и электрофизические методы обработки материалов. - Тула: 1988, - С.55-59.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для изготовления печатных кабелей с параллельными проводниками на фольгированной подложке | 1981 |
|
SU984080A1 |
| Способ изготовления печатных кабелей | 1979 |
|
SU911748A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ИЗ ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ | 2012 |
|
RU2519266C2 |
| Способ электрохимической обработки печатных кабелей | 1983 |
|
SU1133053A1 |
| Способ изготовления гибких печатных плат в непрерывной рулонной форме | 2021 |
|
RU2791713C1 |
| Способ изготовления печатных плат | 1979 |
|
SU822390A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2007 |
|
RU2326514C1 |
| Способ электрохимического формирования плоских элементов печатной схемы и способ изготовления электрода для способа его осуществления | 1980 |
|
SU946873A1 |
| Устройство для изготовления печатных схем из фольгированного диэлектрика | 1979 |
|
SU917364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТ ПЕЧАТНОГО МОНТАЖА | 1996 |
|
RU2109417C1 |
Изобретение относится к субтрактивной технологии получения проводящего рисунка печатных плат за счет анодного растворения участков металлической фольги, соответствующих непроводящему рисунку печатной платы, на исходном фольгированном диэлектрике. Технический результат - повышение качества гибких печатных плат за счет уменьшения съема металла с поверхности их проводников. Достигается тем, что в качестве исходной заготовки в нем используется гибкий фольгированный диэлектрик. В процессе обработки лентопротяжный механизм перемещает заготовку через токоподвод, зону электрохимического оксидирования и зону электрохимической обработки (ЭХО) к приемной бобине. В зоне оксидирования на поверхности фольги заготовки за счет электрохимического оксидирования создается прочная окисная пленка. В результате съем металла в зоне ЭХО происходит преимущественно при высокой плотности электрического тока на участках фольги заготовки, соответствующих непроводящему рисунку печатной платы. На остальных участках фольги заготовки, где меньшая плотность электрического тока, образованная ранее окисная пленка блокирует процесс анодного растворения фольги, что уменьшает съем с поверхности печатных проводников, а соответственно, и повышает качество изготавливаемых гибких печатных плат. 1 ил.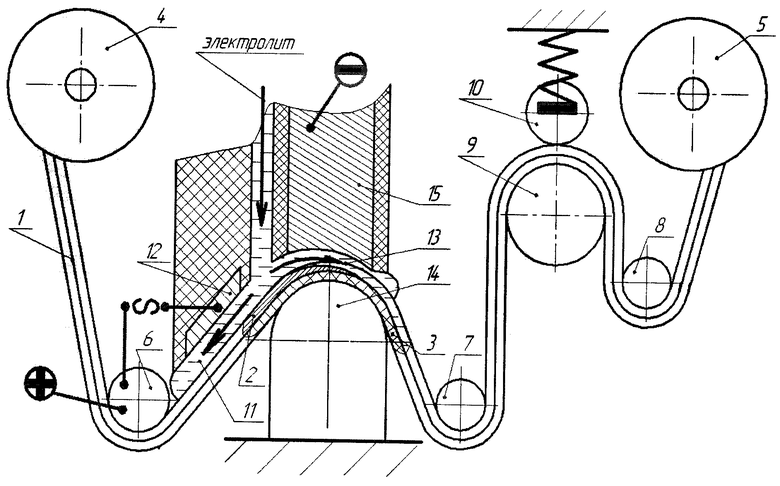
Способ рулонной электрохимической обработки гибких печатных плат за счет анодного растворения участков фольги, соответствующих непроводящему рисунку печатной платы, при перемещении заготовки из гибкого фольгированного диэлектрика от питающей бобины через токоподвод к фольге заготовки и зону ЭХО к приемной бобине, отличающийся тем, что поверхность фольги электрохимически оксидируется при перемещении гибкой заготовки от токоподвода к зоне ЭХО.
| Электрод-инструмент для изготовления печатных кабелей с параллельными проводниками на фольгированной подложке | 1981 |
|
SU984080A1 |
| US 3239441 А, 08.03.1966 | |||
| СЕДЫКИН Ф.В | |||
| и др | |||
| Электрохимическая обработка в технологии производства радиоэлектронной аппаратуры | |||
| - М.: Энергия, 1980 | |||
| КОЧЕТКОВА З.И., ФАБРИЧНИКОВ Л.Ф | |||
| Оксидирование медной фольги в растворе нитрата натрия переменным током / Электрохимические и электрофизические методы обработки материалов | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |

