1
Изобретение относится к инструментам для обработки резанием.
Известна концевая фреза для обработки легких сплавов, содержащая хвостовик, режущую часть с винтовыми зубьями и острозаточенную или затылованную заднюю поверхность 1.
Форма стружечной канавки такой фрезы в поперечном сечении вогнуто-выпуклая, образована двумя радиусами и не зависит от формы режущей кромки, что не отвечает условиям стружкообразования и стружкоотвода.
Цель изобретения - повышение производительности и точности обработки путем улучшения условий отвода стружки.
Поставленная цель достигается тем, что передняя поверхность стружечной канавки, примыкающая к режущей кромке, выполнена в виде нелинейчатой винтовой поверхности, образованной винтовым движением фасонной режущей кромки.
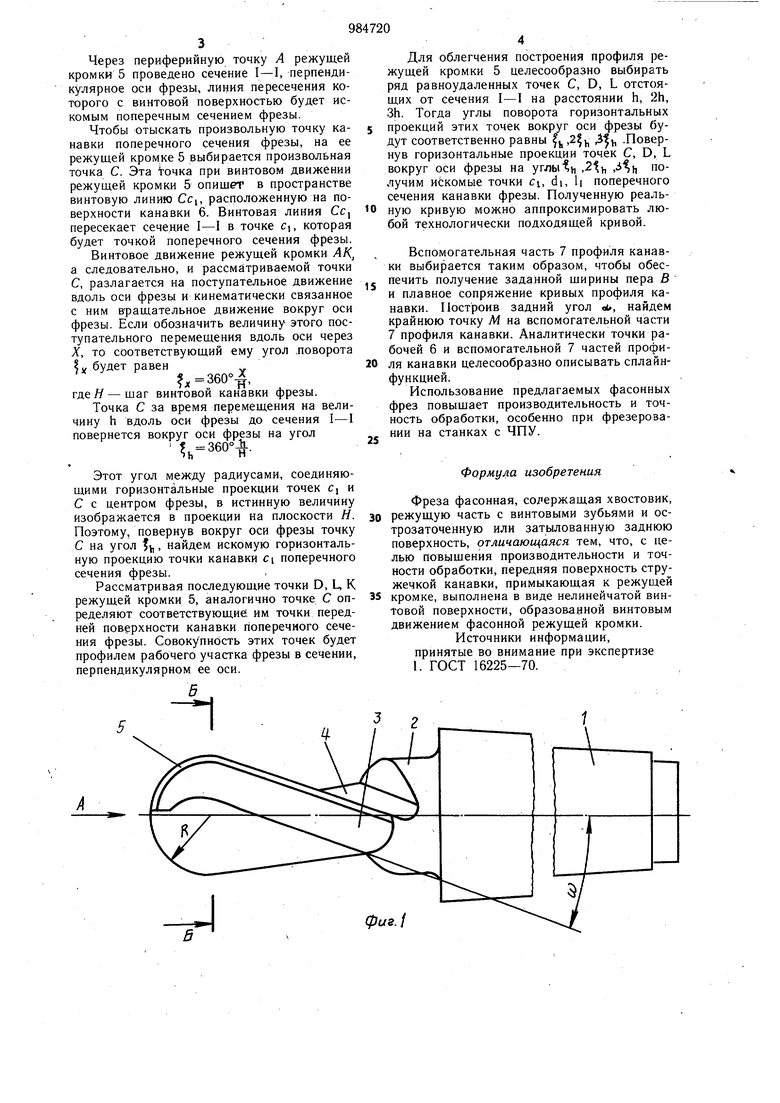
На фиг. 1 изображена фасонная фреза, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - схема для построения профиля стружкоотводящей канавки; на фиг. 4 - разрез Б-Б на фиг. 1.
Фасонная фреза (фиг. 1) имеет хвостовик I и рабочую часть 2. На рабочей части 2 имеются перья 3, разделенные винтовыми канавками 4. Передний торец рабочей части фрезы имеет режущие кромки 5. Винтовые канавки 4 (фиг. 2) ограничены нелинейчатой винтовой поверхностью. Рабочая сторона 6 винтовой канавки 4 будет передней поверхностью (фиг. 4) фрезы.
Передняя поверхность образуется при винтовом движении режущей кромки 5.
10 Поэтому при переточках фрезБ по задней поверхности форма режущей кромки 5 не меняется и неизменными сохраняются условия стружкообразования. Графическое определение профиля рабочей стороны 6 винтовой KaHaBkH фрезы приведено на фиг. 3 и 4.
15 При построении известны: диаметр фрезь D, диаметр сердцевины d, угол наклона винУовой канавки cj, ширина пера В, величина спинки зуба в, форма и расположение режущей кромки.
20
Построение выполняется в системе плоскостей проекций .V/Я. Плоскость Н перпендикулярна оси фрезы, а плоскость V параллельна режущей кромке 5 (фиг. 4 Л/С). Ее проекции ak и ak.
Через периферийную точку А режущей кромки 5 проведено сечение I-I, перпендикулярное оси фрезы, линия пересечения которого с винтовой поверхностью будет искомым поперечным сечением фрезы.
Чтобы отыскать произвольную точку канавки поперечного сечения фрезы, на ее режущей кромке 5 выбирается произвольная точка С. Эта точка при винтовом движении режущей кромки 5 опишет в пространстве винтовую линию Сс,, расположенную на поверхности канавки 6. Винтовая линия Сс, пересекает сечение I-I в точке Cj, которая будет точкой поперечного сечения фрезы.
Винтовое движение режущей кромки АК, а следовательно, и рассматриваемой точки С, разлагается на поступательное движение вдоль оси фрезы и кинематически связанное с ним вращательное движение вокруг оси фрезы. Если обозначить величину этого поступательного перемещения вдоль оси через X, то соответствующий ему угол .поворота у будет равен
/ 360°-§, где л - шаг винтовой канавки фрезы.
Точка С за время перемещения на величину h вдоль оси фрезы до сечения I-I повернется вокруг оси фрезы на угол
ь ° Этот угол между радиусами, соединяющими горизонтальные проекции точек с, и С с центром фрезы, в истинную величину изображается в проекции на плоскости Н. Поэтому, повернув вокруг оси фрезы точку С на угол f,, найдем искомую горизонтальную проекцию точки канавки Ci поперечного сечения фрезы.
Рассматривая последуюихие точки D, Ц К режущей кромки 5, аналогично точке С определяют соответствующий им точки передней поверхности канавки поперечного сечения фрезы. Совокупность этих точек будет профилем рабочего участка фрезы в сечении, перпендикулярном ее оси.
Для облегчения построения профиля режущей кромки 5 целесообразно выбирать ряд равноудаленных точек С, D, L отстоящих от сечения I-I на расстоянии h, 2h, 3h. Тогда углы поворота горизонтальных проекций этих точек вокруг оси фрезы будут соответственно равны fi,,2f), .Повернув горизонтальные проекции точек С, D, L вокруг оси фрезы на углы) ,2tt, ,3), получим искомые точки Ci, di, 1| поперечного сечения канавки фрезы. Полученную реальную кривую можно аппроксимировать любой технологически подходящей кривой.
Вспомогательная часть 7 профиля канавки выбирается таким образом, чтобы обеспечить получение заданной ширины пера В и плавное сопряжение кривых профиля канавки. Построив задний угол eu, найдем крайнюю точку М на вспомогательной части 7 профиля канавки. Аналитически точки рабочей 6 и вспомогательной 7 частей профиля канавки целесообразно описывать сплайнфункцией.
Использование предлагаемых фасонных фрез повышает производительность и точность обработки, особенно при фрезеровании на станках с ЧПУ.
Формула изобретения
Фреза фасонная, содержащая хвостовик, режущую часть с винтовыми зубьями и острозаточенную или затылованную заднюю поверхность, отличающаяся тем, что, с целью повышения производительности и точности обработки, передняя поверхность стружечкой канавки, примыкающая к режуодей кромке, выполнена в виде нелинейчатой винтовой поверхности, образованной винтовым движением фасонной режущей кромки.
Источники информации, принятые во внимание при экспертизе 1. ГОСТ 16225-70.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФАСОННАЯ ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2011 |
|
RU2462352C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| ФРЕЗА ДИСКОВАЯ | 2006 |
|
RU2336149C1 |
| СБОРНАЯ ЗАТЫЛОВАННАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1994 |
|
RU2068323C1 |
| Способ обработки вершин зубьев глобоидной фрезы | 1981 |
|
SU1009658A1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| СМЕННАЯ ПЛАСТИНА ДЛЯ КОНЦЕВОЙ ФРЕЗЫ С ПОЛУСФЕРИЧЕСКОЙ ГОЛОВКОЙ | 1996 |
|
RU2127653C1 |
| Червячная фреза | 1983 |
|
SU1134318A2 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |

