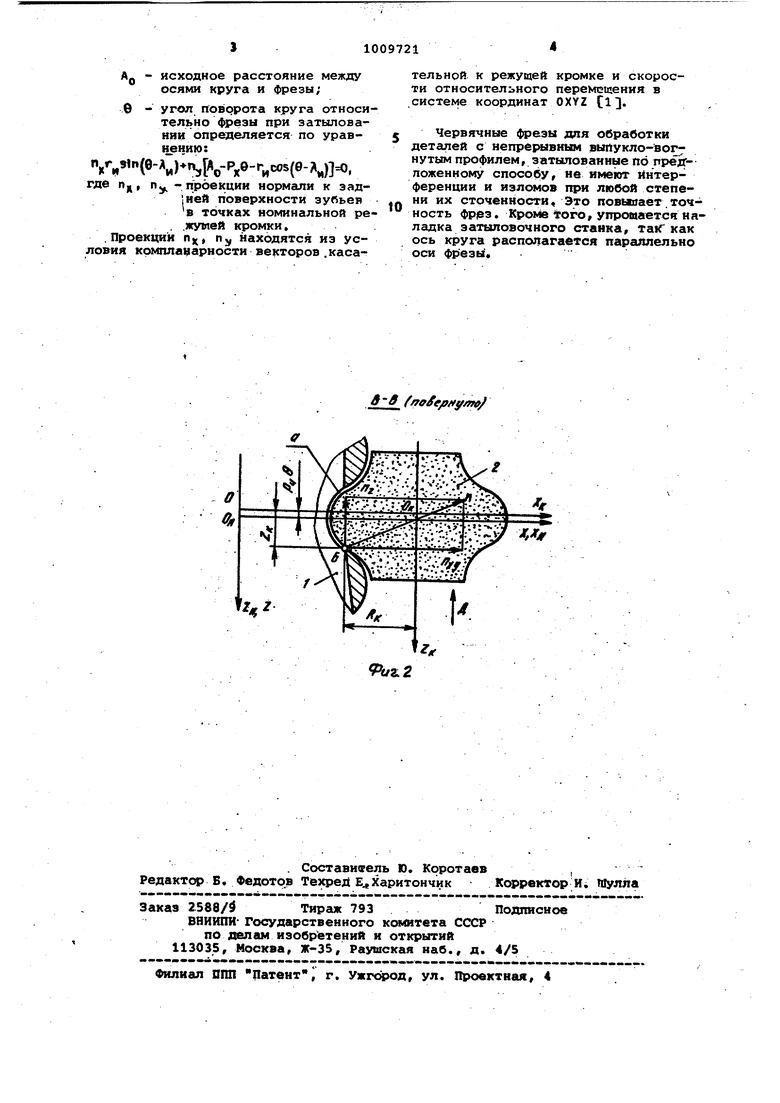
Изобретение относится к производ ству зуборезного инструмента, в частности, к затылованию червячных фрез t используемых для обработки де талей.с непрерывным выпукло-вогнуты профилем, например роторов винтовых забойных двигателей, винтовых насосов, компрессоров и т.д. Известен способ затылования червячных фрез пальцевым шлифовальным кругом, при котором ось круга рас.лолагается перпендикулярно оси фрез Недостатком способа является то, что из-за малой величины диаметра круга, ограниченного размерами впадины фрезы, ему сообщать высокую скорость вращения, а это снижает долговечность шлифовального шпинделя станка. Кроме того, для затыпований правой и левой сторон впадины фрезы б положительным перед ним углом необходимо иметь два паль цевых круга, с разными профилями, а это снижает производительность затылования и усложняет изготовление фрезы. Наиболее близок к предлагаемому способ затылования червячнь Х фрез дисковым шлифовальным кругом. Те- . о ретический профиль дискового шлифовального круга рассчитывается по номинальной режущей кромке, расположенной в расчетном сечении фрезы, из условия прохождения нормали п к затылрванной поверхности через точки номинальной режущей кромки и ось затыловочного круга. При профилировании круга и затыпований ось круга располагается под углом по отношению к оси фрезы, равным углу подъема винтовой линии, производящей затылование поверхности фрезы на ее начальном диаметре Целью изобретения является .пойышение точности профиля червячных фр аа, счет исключения интерференции профиля при переточках. j Указанная цель достигается тем, чтр ось шлифовального круга располагают параллельно оси фрезы; при этом обработку ведут шлифовальным, кругом, профиль которого описывается уравнениями )) г;51п2(в-Л J, . где R.J, 2ц - координаты осевого профиля круга) г, Z, АИ - координаты номинальной режущей кромки фрезы; P - винтовой параметр основного червяка фрезы; Pj( - параметр затылования А - исходное расс. между осями круга и фрезы.; в - угол поворота круга относительно фрезы при зат.ыповании, определяется по уравнв. . кию: %г„ 5iti(e-А, )+п 9-г„с (в-Д„)0, где По, п - проекциинормали к задней поверхности зубьев в точках номинальйой режущей кромки. На фиг. if показано взаимное расположение червячной фрезы и дискового ишифовального круга при затыловании и системы координат, жёстко связанные с фрезой и кругом. Затыпование червячной фрезы 1 (фиг. 1, 2) осуществляется при относительном вращательному возвратнопоступательном и осевом движении круга 2. Направление относительного движения круга показано стрелками Е, С, Д (фиг. 1,2). Ось круга 2 располагается параллельно оси червячной Фрезы 1, и при таком расположении осей круга и фрезы осуществляется профилирование круга и затылование фрезы. Профилировайие круга выполняется из условия прохождения нормали п (фиг. 2) затылованкой поверхности зубьев фрезы через номинальную режущую кромку а ( фиг. 1,2), например, точка Б, и ось (фиг. 1,2) затыловочнрго круга. Координаты осевого профиля круга (фиг, 2).рассчитываются по уравнениям;. Mpo-Pxe-Vo e- fl s fe-), , где R, ZK - координаты осевого профиля круга 2; г, Z,; АИ - координаты номинальной режущей кромки а фрезы 1; Рц - винтовой параметр основного червяка фразы/ PJJ - параметр затылования, определяется для фрезы затылованных архимедовым кулачком по формуле: где К - величина затыловання (фиг. 1), п - число стружечных канавок червячной фрезы;
А - исходное расстояние между осями круга и фрезы;
в - угол повррота круга относительно Фрезы при затыловании определяется по уравнению:
()ЬРо-Рх - «Ч -). где п., п,.. -Т1р6екции нормали к поверхности зуЛьев в точках номинальной ре.жуией кромки.
.Проекции п, п,, находятся из условия компланарности векторов .касательной к режущей кромке и скорости относительного перемсшения в системе координат OXYZ
Червячные фрезы для обработки деталей с непрерывным выйукло-аог нутым профилем, затылованные по npejcrпоженному способу, не имеют интерференции и изломов при любой степени их сточенносги. Это повышает.точность фр(ез. Кроме tore, упрошается наладка затыловочного станка, TaiT как ось круга располагается параллельно оси фрезы .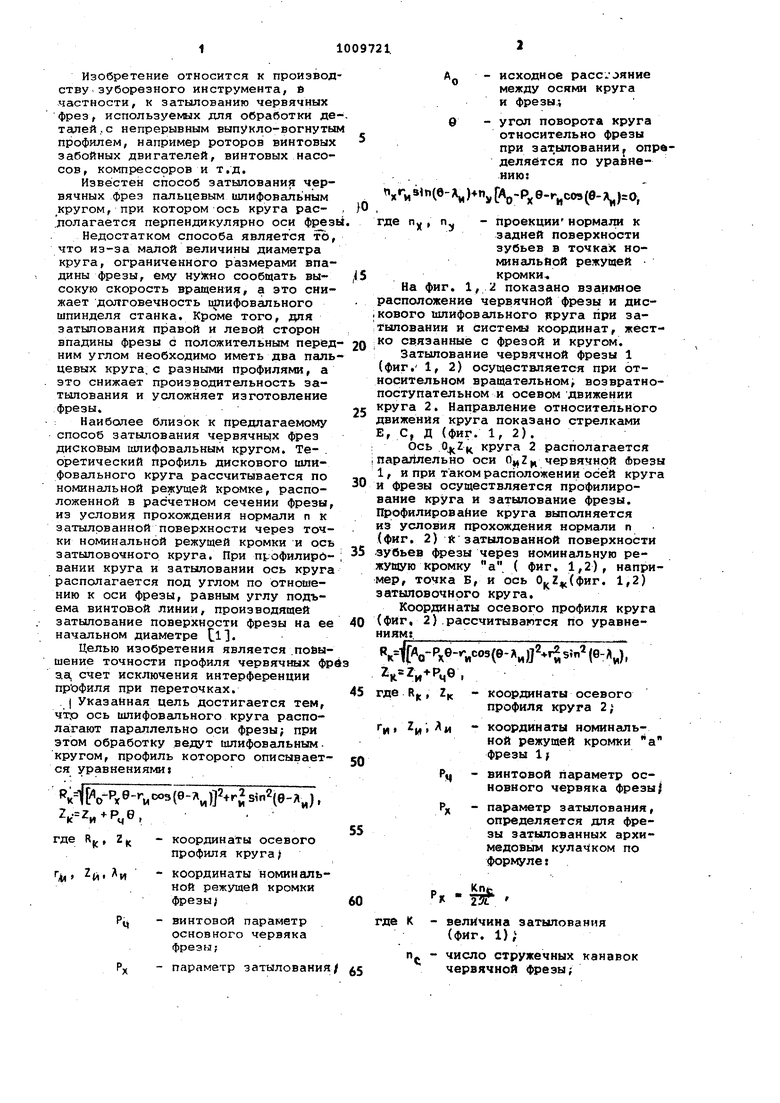
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ изготовления червячной фрезы | 1986 |
|
SU1364415A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Способ получения сопряженной ортогональной червячной передачи | 1978 |
|
SU832867A1 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| Приспособление для правки шлифовальных кругов, служащих для затылования боковых поверхностей червячных фрез | 1939 |
|
SU59220A1 |
СПОСОБ ЗАТЫДОВАНИЯ ЧЕРВЯЧНЫХ ФРЕЗ г по которому заготовке и шлифовальному кругу сообщают отно-. сительное вращательное движение, согласованное с осевым и зозвратнопоступательньм движением, о т л ич а ю ш и и с я тем, что, с целью повышения точности профиля червячны фрез за счет исключения интерференции профиля при переточках, ось ихпйфовального круга располагают параллельно оси фрезы, при этом обработку ведут шлифовальным кругом. ИЛЬ которого описывается уравне Vx®- и з ®-) (е- л) i R, ZK - координаты осевого профиля круга; н и координаты номинальной режущей кромки фрезы; Рц - винтовой параметр основного червяка фрезы/ ,РХ - параметр затыловакия; AQ - исходное расстояние между осями круга и фрезы, Q -угол поворота круга относительно фрезы при затыловании, определяется по уравнению: ()п Ло-Рх мС05 (в -л„ )о, п, п - йрое1 ций нормали к задней поверхности зубьев в точках номинальной режущей кромки
f/rofe/ ttya
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Цепков А | |||
| В | |||
| Профилирование затылованных инструментов | |||
| М., Машиностроение, 1979, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
