(54) МЕТЧИК

| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК | 1999 |
|
RU2229965C2 |
| Комплект метчиков для нарезания резьбы в труднообрабатываемых металлах | 1981 |
|
SU1085719A1 |
| Метчик | 1987 |
|
SU1618535A1 |
| Метчик | 1986 |
|
SU1389955A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 2010 |
|
RU2415737C1 |
| Метчик для нарезания точных резьб | 1976 |
|
SU1007869A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 2015 |
|
RU2616755C1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 1998 |
|
RU2138373C1 |
| Метчик | 1988 |
|
SU1585162A1 |
Изобретение относится к резьбообразующим инструментам, в частности к метчикам, предназначенным для нарезания точных резьб в высокопрочных материалах.
Известен метчик, содержащий калибрующую часть и заборный конус, коррегированные зубья которого имеют угол профиля, меньший угла профиля нарезаемой резьбы, а средний диаметр лежит на обратном конусе, и предназначенный для нарезания резьбы в деталях из высокопрочных закаленных сталей, жаропрочных и титановых сплавов 1.
Однако данный метчик не обеспечивает достаточной геометрической точности профиля резьбы, формируемой в высокопрочных материалах. Это обусловлено тем, что при нарезании резьбы метчиками с коррегированными зубьями, средний диаметр которых лежит на обратном конусе, на обработанной поверхности остаются несрезанные гребешки, кроме того, калибрующие зубья, выполняющие роль ведущих опорных и имеющие угол профиля меньший, чем угол профиля получаемой резьбы, при резании нарушают профиль резьбы.
Цель изобретения - повышение точности нарезаемой резьбы.
Поставленная цель достигается тем, что в метчике между заборным конусом и калибрующей частью выполнен переходный участок, профиль зубьев которого плавно изменяется от коррегированного до профиля нарезаемой резьбы за счет расположения внутреннего и среднего д-;иаметров на прямом конусе, угол которого больше или ра10вен углу обратного конуса заборной части,
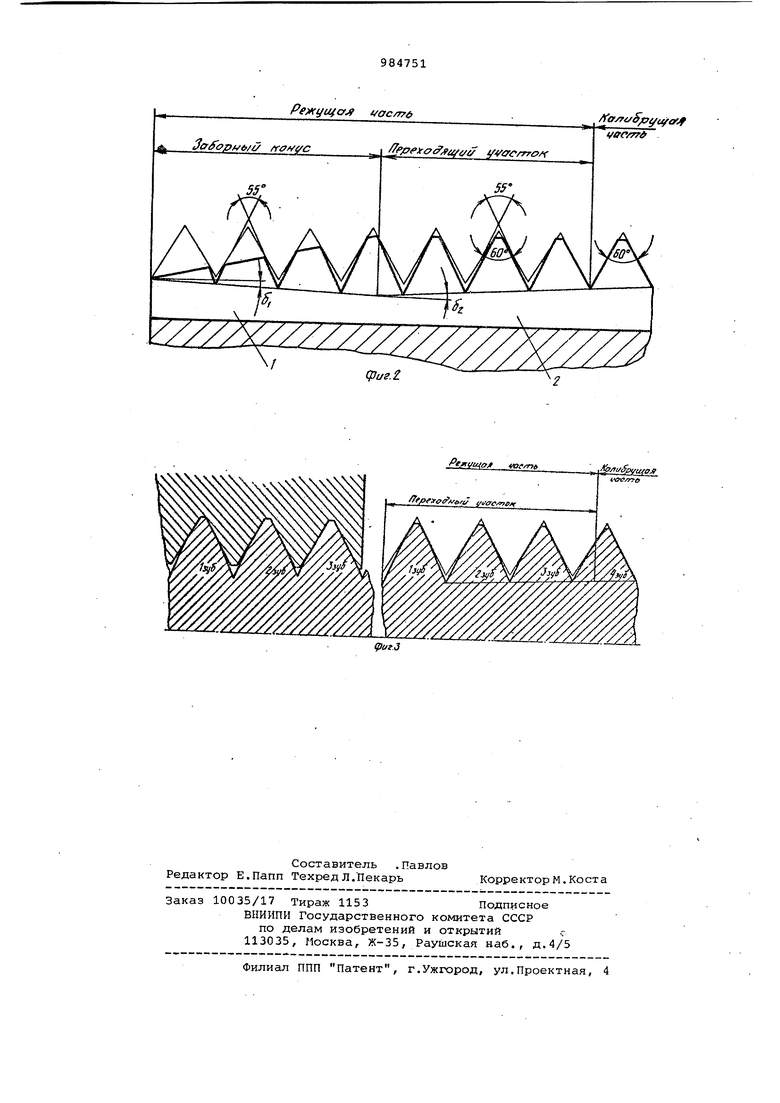
На фиг.1 представлена схема работы коррегированного. метчика, принятого в качестве прототипа; на фиг.215конструкция предлагаемого метчика,на фиг.З - схема работы предлагаемого метчика.
Метчик состоит из режущей и калибрующей частей. Режущая часть состоит
20 из заборного конуса 1 и переходного участка 2, примыкаювцего к калибрующей части. Средний диаметр заборного конуса лежит на обратном конусе с углом сЛ, . Угол профиля зубьев мет25чика в пределах заборного конуса равен 55°. На .переходном участке, примыканием к калибрующей части, средний и внутренний диаметры метчика лежат на прямом конусе с углом сг 30 причем угол сЛ , с,. Зубья на переходном участке имеют ломаный профиль, т.е. профиль, образованный двумя углами, углом oi-,55° и углом do 60 °. При этом на первом зубе переходного участка преобладает профиль с. углом ci 55°, а на последующих зубьях длина участка профиля с углом о,55 уменьша ется, а участок с углом увеличивается. Угол прямого конуса должен быть больше угла обратного конуса для того, чтобы длина режущей кромки (профиль с углом , фиг.З) превышала длину оставшихся гребешков Ъ (фиг.1) и при срезании обеспечивалась меньшая шероховатость поверхности . На калибрумцей части метчика сред ний и внутренний диаметры лежат на цилиндре, а угол профиля зубьев на этом участке равен с6о 60° . Схема резания метчиком предлагаемой конструкции изображена на фиг.З. Режущие зубья за рного конуса формиру ют профиль резьбы, на котором остают сянесрезанные гребешки (фиг.1). Калибрующие зубья на переходном участк прилегающие к калибрующей части и им ющие ломаный профиль, снимают постепенно оставшиеся гребешки, причем в работе участвует только часть зуба с профилем, равным о(.. Зубья ка либрующей части окончательно формиру ют профиль резьбы, обеспечивая высокую точность резьбы по геометрии и чистоте поверхности. Предлагаемая схема резания более рациональная, та как позволяет получать резьбу на деталях из высокопрочных материалов коррегированными метчиками с меньшей шероховатостью обработанных поверхностей. Предлагаемый метчик обеспечивает . получение резьбы при обработке титановых сплавов и закаленной высокопрочной стали марки ЭЙ 643 более высокой точности и позволяет снизить шероховатость поверхности на 1-2 класса. Формула изобретения Метчик, содержащий калибрующую часть и заборный конус, коррегированные зубья которого имеют угол профиля, меньший угла профиля нарезаемой резьбы, а средний диаметр лежит на обратном конусе, отличающийс я тем, что, с целью повышения точности резьбы, между заборным конусом и калибрующей частью выполнен переходный участок, профиль зубьев кото- рого плавно изменяется от коррегированного до профиля нарезаемой резьбы за счет расположения внутреннего и среднего диаметров на прямом конусе, угол которого больше или равен углу обратного конуса заборной части. Источники информации, принятые во внимание при экспертизе 1. Резников И.И. Обработка резанием жаропрочных, высокопрочных и титановых сплавов. М., Машиностроение, 1972, с. 30-31. Pe yufcf vac/77f Pfrryu ojt уое/п /fa t/Spyujrafjf I Jft/ yyu/ffjf
