со
00 со
со ел
СП
Изобретение относится к металло обработке и может быть использовано при изготовлении резьб преимущест венно в деталясх типа гаек.
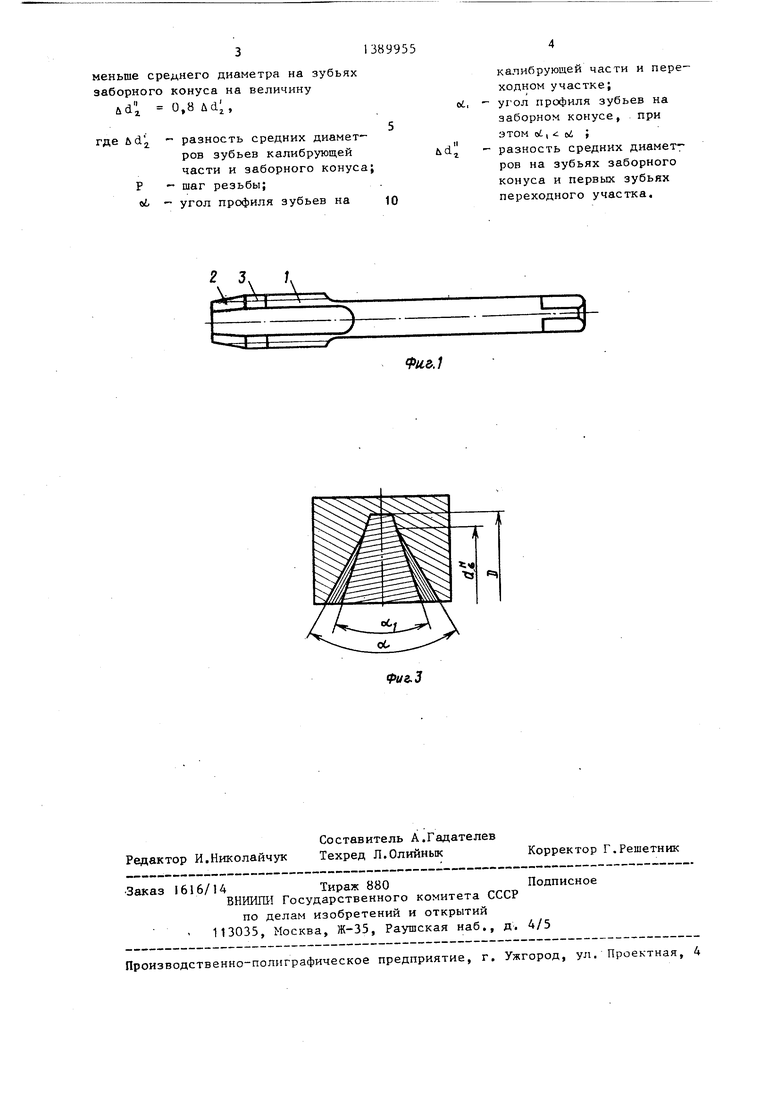
Целью изобретения является повышение точности нарезаемой резьбы и стойкости инструмента. На фиг.1 показан метчик, общий вид; на фиг. 2 - конструкция режу-: щей части метчика; на фиг. 3 схема образования резьбы метчиком.
Метчик содержит калибрующую часть 1 и режущую часть с заборным конусом 2, содержащим зубья уменьшенного угла профиля cii , расположенные на обратном конусе, и переходным участком 3 с зубьями, расположенными на прямом конусе. Зубья переходного участка 3 выполнены с углом профиля oi , равным углу профиля зубьев калибрующей части 1. Средний диаметр d, зубьев заборного конуса 2 Меньше среднего диаметра dj на первых зубьях калибрующей части 1 на величину соотношения
d2, определяемую из
М
0,54. р.sin (
oi,
ci.
sin(90° -ot+ . tL-) cos :Г|.
где P - шаг резьбы;
об - угол профиля зубьев на
калибрующей части 1 и переходном участке 3;
о(.,;о6 - угол профиля зубьев на заборном конусе 2,
Диаметр d первых зубьев пере ходного участка 3 вьшолнен меньшим, чем средний диаметр dj, на зубьях заборного конуса на величину ud ,, O.Sud j.
Метчик работает следующим образом.
Зубья заборного конуса 2 вырезают профиль резьбы с уменьшенным углом csti и окончательно формируют резьбовую впадину по высоте с наружным диа метром D. Зубья переходного участка 3 по профильной схеме формируют . окончательно боковые стороны резьбовой впадины отверстия с углом ч на высоте наружного диаметра болта dg, выполненного по нижнему предельному размеру.
Точность резьбы при работе метчиком повьтается за счет полного контакта боковых сторон зубьев заборно
го конуса со стенками образуемых ими резьбовых впадин и за счет уменьшения осевых подрезаний из-за меньших значений осевых сил резания при вырезании зубьями заборного конуса части площади профиля резьбы. При зтом на сторонах зубьев переходного участка, обращенных к хвостовшсу метчика,
образуются несколько большие значения сил резания при вьтолнении этих сторон по среднему диаметру вьппе среднего диаметра на противоположных сторонах зубьев при наличии прямой
конусности на переходном участке метчика. Осевые составляющие .от указанных сил направлены к заборному конусу, т.е. в сторону, противоположную осевым силам резания, что способству-
ет уменьшению осевых подрезаний
резьб.
Стойкость метчика повьш1ается за .счет того, что наиболее быстро.изнашиваемые у каждого метчика уголки .
первых калибрующих зубьев у наружно- го диаметра, определяющие размеры резьбы в отверстии по ширине у наружного диаметра и обеспечивающие евин- чиваемость с отверстием проходной
резьбовой пробки-калибра, начнут изнашиваться только после износа более широких по наружному диаметру последних зубьев заборного конуса метчика.
Формула изобретения
Метчик, содержащий калибрующую часть и режущую часть, включающую заборный конус с зубьями уменьшенного угла профиля, лежащими на обратном конусе, и переходный участок с зубьями, лежащими на прямом конусе, отличающийся тем, что, с целью повьшения точности нарезаемой резьбы и стойкости инструмента, зубья переходного участка вьшолнены с углом профиля, равным углу профиля зубьев калибрующей части, а средний диаметр зубьев заборного конуса выполнен меньше среднего диаметра на первых зубьях калибрукнцей части на величину, определяемого из соотношения. , .
0,54.р. sin (.} ( -
sin (90°
oi ..)cos .при этом средний диаметр на первых зубьях переходного участка выполнен
меньше среднего диаметра на зубьях заборного конуса на величину ud i 0,8 ud,
где Ad разность средних диаметров зубьев калибрующей части и заборного конуса; Р - шаг резьбы; ei. - угол профиля зубьев на
oi,
калибрующей части и переходном участке; угол профиля зубьев на заборном конусе, при этом ot, oi ;
разность средних диаметров на зубьях заборного конуса и первых зубьях переходного участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1980 |
|
SU984751A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| МЕТЧИК | 2000 |
|
RU2185938C1 |
| МЕТЧИК | 1999 |
|
RU2229965C2 |
| Метчик | 1990 |
|
SU1804379A3 |
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Метчик | 1982 |
|
SU1049210A1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| Метчик для нарезания точных резьб | 1979 |
|
SU831445A1 |
Изобретение относится к металлообработке и может быть использовано при изготовлении резьб преимущественно в деталях типа гаек. Целью изобретения является повышение точности нарезанной резьбы и стойкости инструмента. Метчик содержит калибрующую часть 1 и режущую часть с заборным конусом 2, содержащим зубья уменьшенного угла профиля oi, , расположенные на обратном конусе, и переходным уча стком 3 с зубьями, расположенными на прямом конусе. Зубья переходного участка 3 выполнены с углом профиля ui, равным углу профиля зубьев калибрующей части 1. Средний диаметр d зубьев заборного конуса 2 меньше среднего диаметра d на первых зубьях калибрующей части 1 на величину ud, а диаметр d первых зубьев переходного участка 3 вьшолнен меньшим, чем средний диаметр d на зубьях заборного конуса, на величину лd, (II причем величины Ad и u.d определяются из соотношений: Лd 0,54 ; Pusin 0,5(бг -ы.) : sin (90° - - oi + 0,5 ei ) -cos 0,5 ; Kd j 0,8 ud, где P - шаг резьбы; «6 - угол профиля зубьев на калибрующей части и переходном участке; , «si, угол измерения зубьев на заборном конусе. 3 ил. i (Л С
| Метчик | 1980 |
|
SU984751A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
