(54) ИНСТРУМЕНТ ДЛЯ УЛБТРАЗВУКОВОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой обработки твердых материалов | 1981 |
|
SU990459A1 |
| Инструмент для ультразвуковой обработки | 1982 |
|
SU1016117A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU590110A1 |
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Ультразвуковой инструмент для разрезания костных тканей | 1982 |
|
SU1057027A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Инструмент для ультразвуковой обработки | 1980 |
|
SU893465A1 |
| Инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне по кольцевым участкам | 1977 |
|
SU620354A1 |
| УЛЬТРАЗВУКОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА | 2020 |
|
RU2734368C1 |
1
Изобретение относится к обработке материалов с наложением ультразвуковых колебаний и может найти применение в сварочном производстве при сборке полупроводниковых приборов и интегральных схем, а также в медицине для резки костных тканей.
«Известен инструмент для ультразвуковой обработки твердых материалов, имеющий бочкообразную форуму 1.
Такая форма инструмента является сложной в изготовлении и не может быть использована в процессах ультразвуковой прошивки с самомодуляцией частоты колебаний.
Наиболее близким по технической сущности к предлагаемому является инструмент для ультразвуковой обработки твердых материалов, выполненный в виде полого стержня резонансной длины с рабочим торцом 2.
Недостатком известного инструмента является отсутствие возможности самомодуляции частоты колебаний в резонансном режиме на рабочем торце, об« словливающее снижение усилий резания и качества обработки.
Цель изобретения - повышение качества обработки за счет снижения усилий резания и возможности самомодуляции частоты колебаний в резонансном режиме.
Поставленная цель достигается тем, что в инструменте для ультразвуковой обработки твердых материалов, выполненном в виде полого стержня резонансной длины с рабочим торцом, на последнем поочередно с внутренней и наружной стороны выполнены угловые срезы с образованием зубьев, высота которых соответствует изменению длины волны колебаний, распространяющихся в ин10струменте в процессе обработки, а основание зубьев равно толщине стенки инструмента.
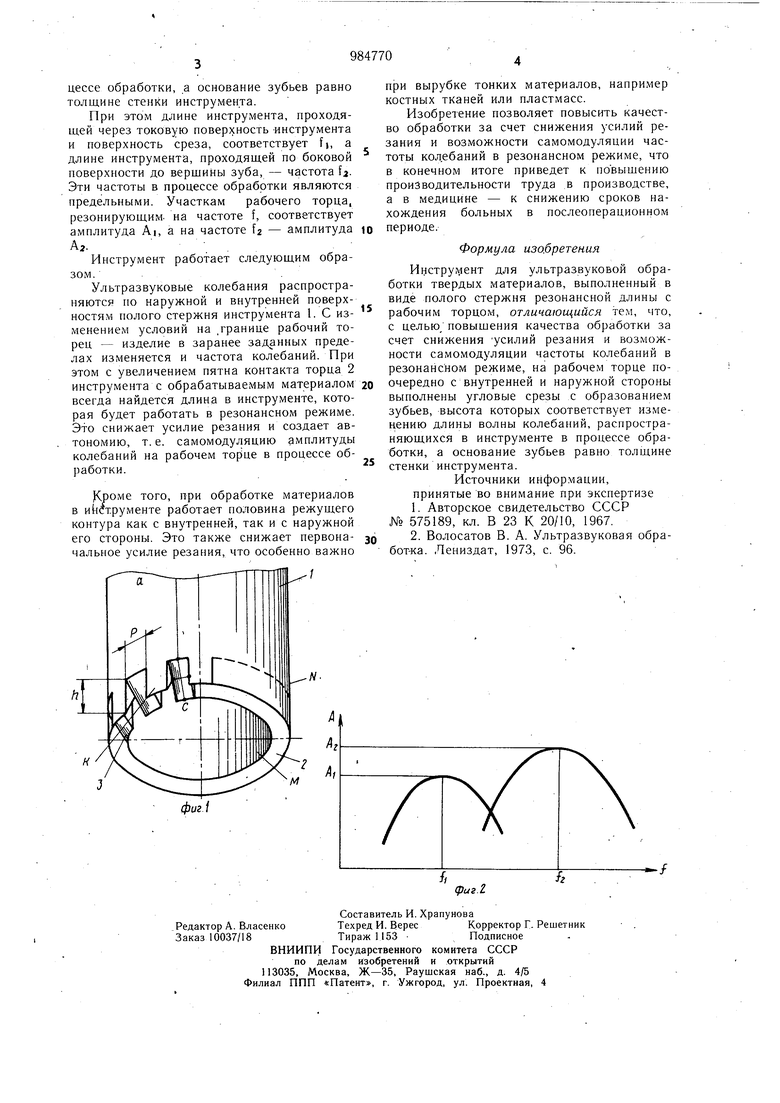
На фиг. 1 изображен предлагаемый инструмент для ультразвуковой обработки твер15дых материалов; на фиг. 2 - его амплитудно-частотные характеристики.
Инструмент 1, выполненный в виде полого стержня резонансной длины, на рабочем торце 2 имеет угловые срезы с образо20ванием зубьев 3. Последние выполнены поочередно с внутренней и наружной стороны инструмента .1. Высота зубьев соответствует изменению длины волны колебаний, распространяющихся в инструменте в про
