Изобретение относится к обработк металлов давлением с ультразвуком и может найти применение в инструментальном производстве, метгиплообрабатьшающей и электронной промышленгности, например, на операций сборки полупроводниковых приборов и интегральных схем. Широко известны инструменты для ультразвуковой обработки, вьшолненные в виде сплошных и пустотелых стержней с рабочим торцом. Известные инструменты отличаются простотой .и надежностью конструкций tlj . Однако они не обеспечивают возможности настройки на резонансный режим работы в широком диапазоне наг рузок . Ближайшим техническим решением к предлагаемому является инструмент для ультразвуковой обработки, содержали и стержень с гайкой.Инстру №нт обеспечи вает возможность увеличения несущей способности инструмента под нагрузкой 2. Однако при высоких нагрузках, несмотря на увеличение его добротности, значительно снижается амплиту да колебаний и снижается эффективность эксплуатации инструмента. Кроме этого, известный инструмент обладает только возможностью грубой настройки -на резонансный режим за счет его сжатия-растяжения. Для эффективной работы инструмент должен обладать элеЬ(ентом плавной (тонкой) ручной настройки, не снижающим в значительной степени его амплитуду колебаний и обеспечивающим настройку { езонансного режима работы и чувствительность к управлению выполняемшш процессгми. Цель изобретения - расширение технологических возможностей за счет плавной настройки резонансного режима работа в широком диапазоне нагрузок и повывяение амплитуды колебаний. Поставленная цель достигается тем, что иа торце стержня в диаметральной плоскости выполнена прорезь, глубина которой равна нечетному числу четвертей распространяющейся в инструменте волны колебаний, а ширина прорези составляет 0,1-0,2 диаметра стержня, гайка имеет соосный стержню конус, расположенный в прорези.
На торце стержня выполнена вторая прорезь, перпендикулярная первой.
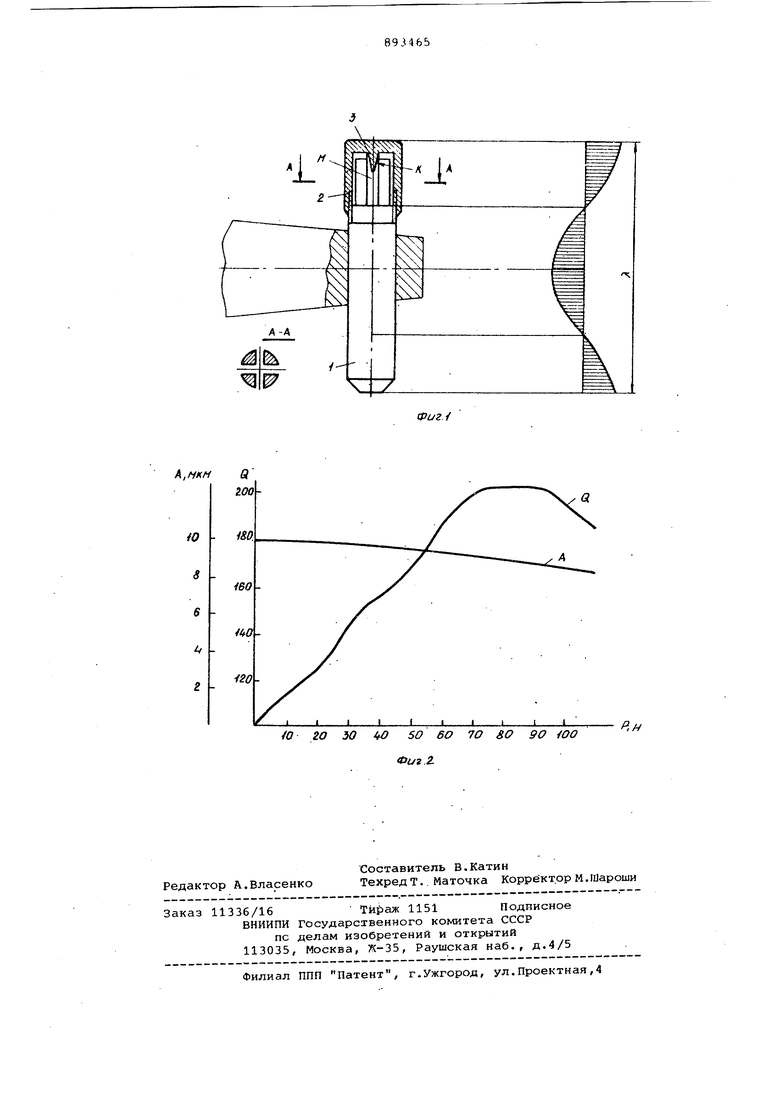
На фиг.1 изобрах ена конструкция инструмента с эпюрой колебаний/ на фиг,2 - представлены зависимости изменения добротности Q и амплитуды А колебаний инструг ента при изменении усилия Р закручивания гайки.
Конструкция инструмента выполнена в виде ртержня 1 с гайкой 2, гайка содержит соосно размещенный стержню конус 3, контактирующий боковой поверхностью К с прорезью М, расположенной в диаметральной плоскости стержня, при этом глубина прорези равна нечетному числу четвертей . распространяющейся в инструменте волны Л колебаний , а ширина составляет 0,1-0,2 диаметра Д стержня, прорезь М выполнена крестообразной.
Инструмент работает следующим образом.
Ультразвуковые колебания от волновода (условно не показан) передаются на инструмент и распространяются в нем на резонансной частоте с длиной волны Л. При необходимости работы инструмента при более высокой нагрузке или износе рабочего торца, т.е. изменении резонансной длины инструмента, вкручиванием конуса 3 в прорезь М за счет закручивания гайки 2 на стержень,, происходит изгиб разделенных прорезью частей стержня. Это изменяет резонансную частоту колебаний, т.е. длину волны добротность Q и амплитуду А колебан
При вкручивании гайки 2 конус 3 изгибает разрезанные части стержня 1, что приводит к изменению напряженно-деформированного состояния материала стержня и изменяет акустические характеристики волноводной среды. Однако, при сжатии материала (или по растяжению) уменьшается амплитуда колебаний, что соответствует защемлению инструмента уже в свободном (ненагруженном) состоянии Выполнение на инструменте крестообразной прорези способствует возмоности работы инструмента в его разрезанной части с наиболее высокой амплитудой (например, при прорези под углом 120) и является более те,нелогичной, так как объемы материал колеблются независимо друг от друга Это приводит наряду с повыцгением амлитуды колебаний и к увеличению добротности за счет снижения потерь на внутреннее трение. Наиболее оптимальной и конструктивно обоснованной шириной прорези является величина, равная (О,1-0,2)Д, которая обеспечивает достаточную степень регулировки иконструкционную прочность стержня. Окончание прорези в узле колебаний стержня, в котором присутствуют наибольшие амплитуды давлений, способствует при незначительном изгибе элементов разрезанной части инструмента значительному влиянию на характер распространения в инструменте ультразвуковой волны. При этом отпадает необходимость сжимать весь стержень, а управлять небольшими изменениями усилий наиболее чувствительной к изменению напряжений узловой зоной инструмента,
Предлагаемая конструкция инструмента при меньших усилиях выкручивания гайки обеспечивает увеличение добротности 9, и незначительно снижает амплитуду А колебаний инструмента .
Формула изобретения
1.Инструмент для ультразвуковой обработки, выполненный в виде стержня с гайкой, отличающийс я тем, что, с целью расширения технологических возможностей за счет плавной настройки резонансного режима работы в широком диапазоне нагрузок , на торце стержня в диаметральной плоскости выполнена прорезь, глубина которой равна нечетному числу четвертей распространяющейся в инструменте волны колебаний, а ширина прорези составляет 0,1-0,2 диаметра стержня, гайка имеет соосный стержню конус, расположенный в прорези.
2.Инструмент по п.1, о т л ичающийся тем, что, с целью повышения амплитуды колебаний, на торце стержня выполнена вторая прорезь перпендикулярная первой.
Источники информации, принятые во внимание при экспертизе
1.Волосатов В.А. Ультразвуковая обработка. Лениздат, 1973, с.96.
2.Авторское свидетельство СССР . № 623622, кл. В 23 К 19/00, 1976 (прототип .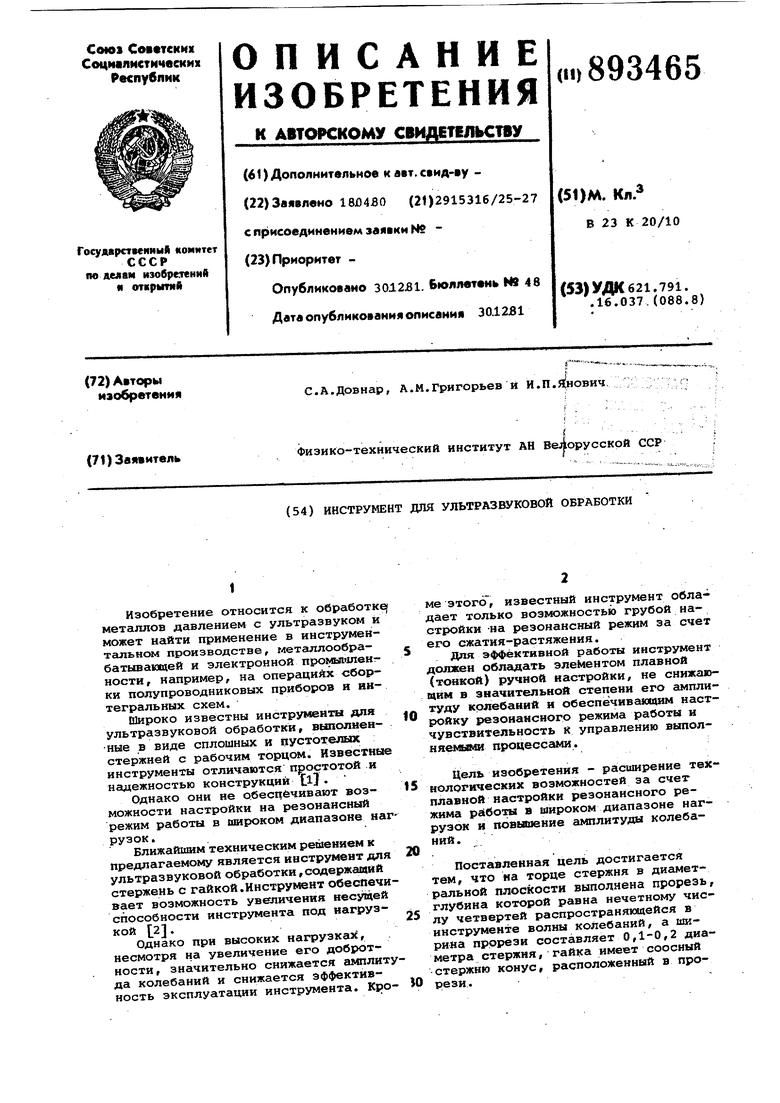
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1975 |
|
SU539712A1 |
| Инструмент для ультразвуковойСВАРКи | 1978 |
|
SU844186A2 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| Мозаичный ультразвуковой преобразователь | 1976 |
|
SU620283A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU590110A1 |
| Инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне по кольцевым участкам | 1977 |
|
SU620354A1 |
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| ГЕНЕРАТОР | 2001 |
|
RU2183045C1 |