1
Изобретение относится к области сварки, в частности к устройствам для сварки и резки термопластичных материалов.
Известен элект|ропистолет для сварки термопластов, содержащий эжекционное устройство, корпус которого имеет коническую форму и выполнен с осевым отверстием.
Предлагаемая горелка отличается от известного устройства тем, что корпус эжекционного устройства выполнен на конце сферическим с режущей кромкой, образованной линией пересечения сферической и конической наружных пове|рхностей корпуса с внутренней круговой цилиндрической поверхностью осевого отверстия.
Кроме того, на корпусе эжекционного устройства выполнена стружкозавивающая лунка.
В таком исполнении горелка обеспечивает возможность выполнения сварочным устройством операций резки и строЖКи пластмасс, например, при удалении дефектных участков сварных швов, снятии фасок и вырезке несложных 1по конфигурации отверстий.
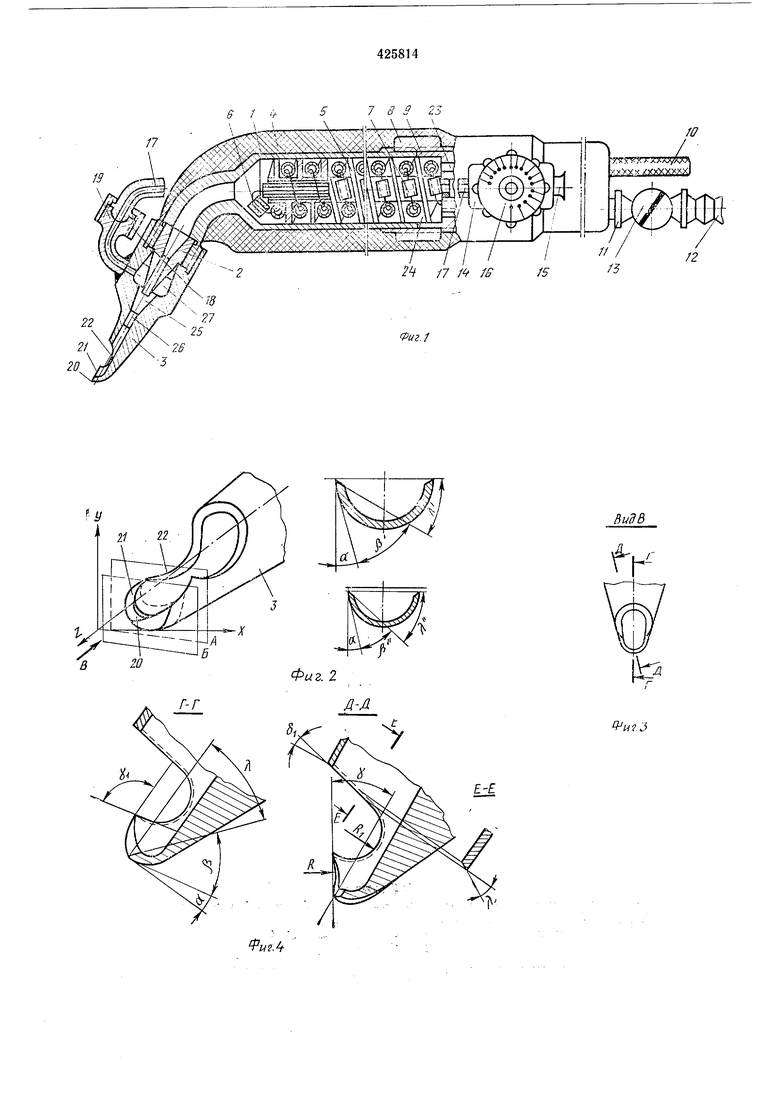
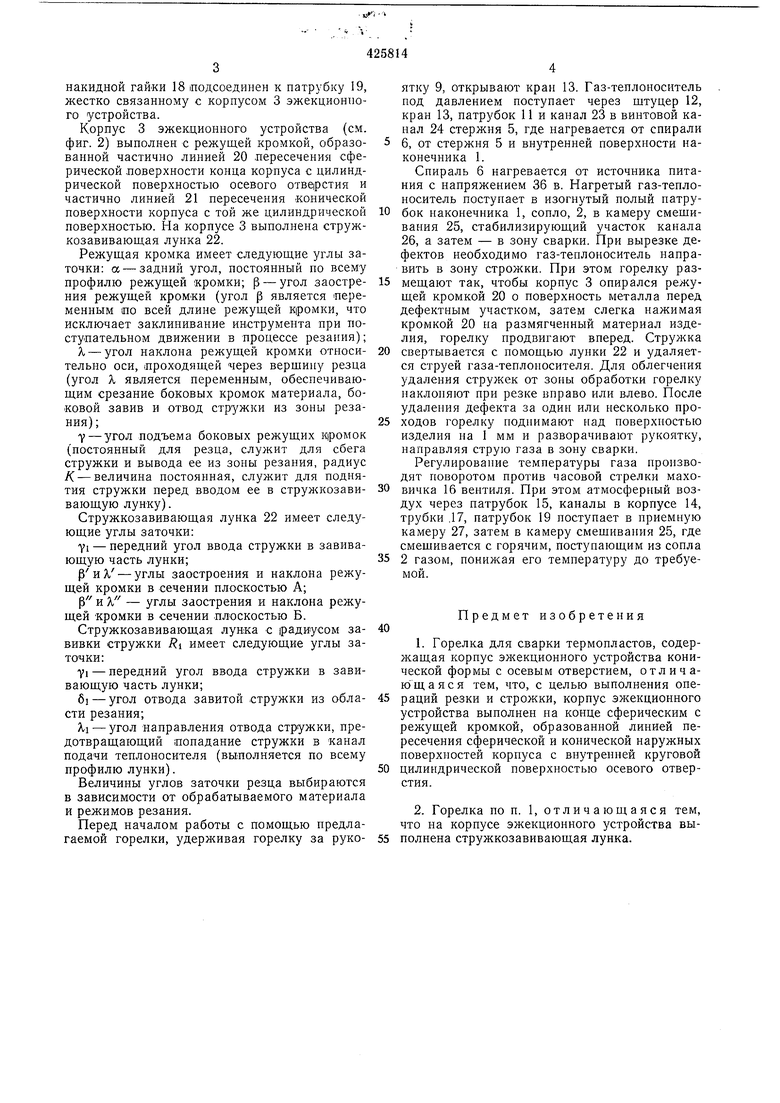
На фиг. 1 изображена предлагаемая горелка; на фиг. 2 - корпус эжекционного устройства с сечениями по плоскостям А и Б; на фиг. 3 - вид по стрелке В на фиг. 2; на фиг. 4 - разрезы по линиям Г-Г, Д-Д на фиг. 3 и разрез Е-Е.
Горелка содержит наконечник 1 в виде полого цилиндра (из жаропрочной стали), переходящего на коцце в изогнутый оолый патрубок, на конце которого с помощью внутренней резьбы крепится сопло 2 эжекционного устройства, а с помощью наружной резьбы крепится «орпус 3 эжекционного устройства. Наконечник окружен изоляцией 4. Внутри наконечника размещается стержень 5 в виде
шнека так, что между соседними витками стержня 5 и внутренней цилиндрической поверхностью наконечника образуется винтовой канал по всей длине стержня 5. Последний имеет центральное осевое отверстие (не обозначено). В винтовом канале стержня 5 размещена спираль 6 нагревателя с нанизанными на ней с небольшими интервалами керамическими трубчатыми изоляторами 7, часть которых размещена в центральном осевом отверстии стержня 5. С помощью гайки 8 к торцу наконечника крепится рукоятка 9, к которой присоединен электрокабель 10 и газоподводящий патрубок 11, соединенный с штуцером 12, снабженным краном 13. На рукоятке 9 с помощью хомутиков (не показаны) крепится корпус 14 регзлировочного вентиля, снабженного патрубком 15 с раструбом (не обозначен) и отградуированным маховичком 16. К корпусу 14 регулировочного вентиля крепится трубка 17, второй конец которой с помощью
накидной гайки 18 подсоединен к патрубку 19, жестко связанному с корпусом 3 эжекционпого устройства.
Корпус 3 эжекционного устройства (см. фиг. 2) выполнен с режущей кромкой, образованной частично линией 20 пересечения сферической поверхности конца корпуса с цилиндрической поверхностью осевого отве|рстия и частично линией 21 пересечения конической поверхности корпуса с той же цилиндрической поверхностью. На корпусе 3 выполнена стружкозавивающая лунка 22.
Режущая кромка имеет следующие углы заточки: а - задний угол, постоянный по всему профилю режущей кромки; р - угол заострения режущей кромки (угол р является переменным по всей длине режущей кромки, что исключает заклинивание инструмента при поступательном движении в процессе резания);
Л - угол наклона режущей кромки относительно оси, проходящей через верщину резца (угол А. является неременным, обеспечивающим срезание боковых кромок материала, боковой завив и отвод стружки из зоны резания);
7 - угол подъема боковых режущих 1 |ромок (постоянный для резца, служит для сбега стружки и вывода ее из зоны резания, радиус /С - величина постоянная, служит для поднятия стружки перед вводом ее в стружкозавивающую лунку).
Стружкозавивающая лунка 22 имеет следующие углы заточки:
YI - передний угол ввода стружки в завивающую часть лунки;
ри А, - углы заостроения и наклона режущей кромки в сечении плоскостью А;
Р и К - углы заострения и наклона режущей кромки в сечении плоскостью Б.
Стружкозавивающая лунка с радиусом завивки стружки 1 имеет следующие углы заточки:
YI - передний угол ввода стружки в завивающую часть лунки;
б - угол отвода завитой стружки из области резания;
KI - угол направления отвода стружки, предотвращающий попадание стружки в канал подачи теплоносителя (выполняется по всему профилю лунки).
Величины углов заточки резца выбираются в зависимости от обрабатываемого материала и режимов резания.
Перед началом работы с помощью предлагаемой горелки, удерживая горелку за рукоятку 9, открывают кран 13. Газ-теплоноситель под давлением поступает через щтуцер 12, кран 13, патрубок И и канал 23 в винтовой канал 24 стержня 5, где нагревается от спирали 6, от стержня 5 и внутренней поверхности наконечника 1.
Спираль 6 нагревается от источника питания с напряжением 36 в. Нагретый газ-теплоноситель поступает в изогнутый полый патрубок наконечника 1, сопло, 2, в камеру смешивания 25, стабилизирующий участок канала 26, а затем - в зону сварки. При вырезке дефектов необходимо газ-теплоноситель направить в зону строжки. При этом горелку размещают так, чтобы корпус 3 опирался режущей кромкой 20 о поверхность металла перед дефектным участком, затем слегка нажимая кромкой 20 на размягченный материал изделия, горелку продвигают вперед. Стружка
свертывается с помощью лунки 22 и удаляется струей газа-теплоносителя. Для облегчения удаления стружек от зоны обработки горелку наклоняют при резке вправо или влево. После удаления дефекта за один или несколько проходов горелку поднимают над поверхностью изделия на 1 мм и разворачивают рукоятку, направляя струю газа в зону сварки.
Регулирование температуры газа производят поворотом против часовой стрелки махоБичка 16 вентиля. При этом атмосферный воздух через патрубок 15, каналы в корпусе 14, трубки ,17, патрубок 19 поступает в приемную камеру 27, затем в камеру смещивания 25, где смещивается с горячим, поступающим из сопла
2 газом, понижая его температуру до требуемой.
Предмет изобретения
1.Горелка для сварки термопластов, содержащая корпус эжекционного устройства конической формы с осевым отверстием, отличаю щ а я с я тем, что, с целью выполнения операций резки и строжки, корпус эжекционного устройства выполнен на конце сферическим с режущей кромкой, образованной линией пересечения сферической и конической наружных поверхностей корпуса с внутренней круговой
цилиндрической поверхностью осевого отверстия.
2.Горелка по п. 1, отличающаяся тем, что на корпусе эжекционного устройства выполнена Стружкозавивающая лунка.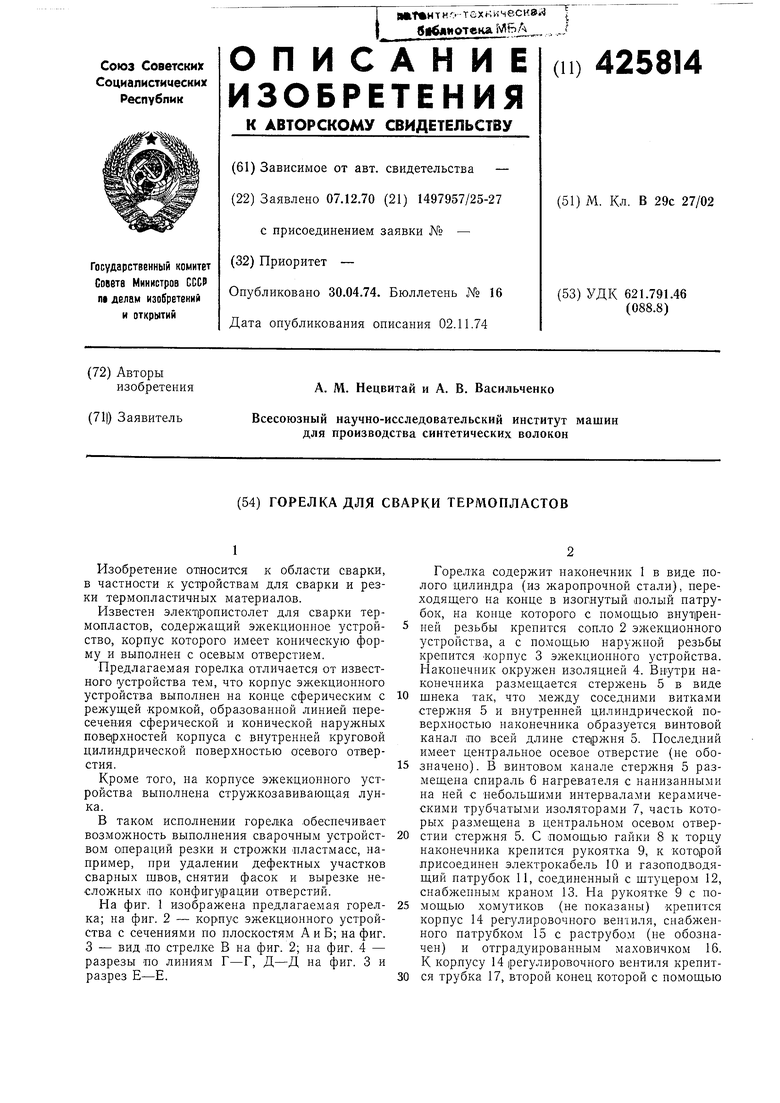
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2237549C1 |
| РЕЖУЩАЯ ПЛАСТИНА КОЛЕСОТОКАРНАЯ ЧАШЕЧНОЙ ФОРМЫ СО СТРУЖКОЛОМАЮЩИМ РЕЛЬЕФОМ НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2528301C1 |
| Многогранная режущая пластина | 1988 |
|
SU1611583A1 |
| Стружколомающая сменная режущая пластина с переменным передним углом | 2017 |
|
RU2665858C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| Спиральное сверло с внутренними каналами для подвода СОЖ | 1982 |
|
SU1131607A1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2247632C1 |
| Сборный резец | 1985 |
|
SU1323243A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1232417A1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201317C2 |