Описываемый способ в сравнении с известными способами про(|)илирования сырых резиновых заготовок для подошв дает возможность значительно снизить процент вынрессовок при вулканизации, что достигается срезанием под углом одного края резиновой заготовки, выходящей из каландра.
Для выполнения этого способа предлагается приспособление, в котором применен закрепленный на каландре профилированный нож, прижимаемый под углом к краю выходящей из каландра резиновой заготовки.
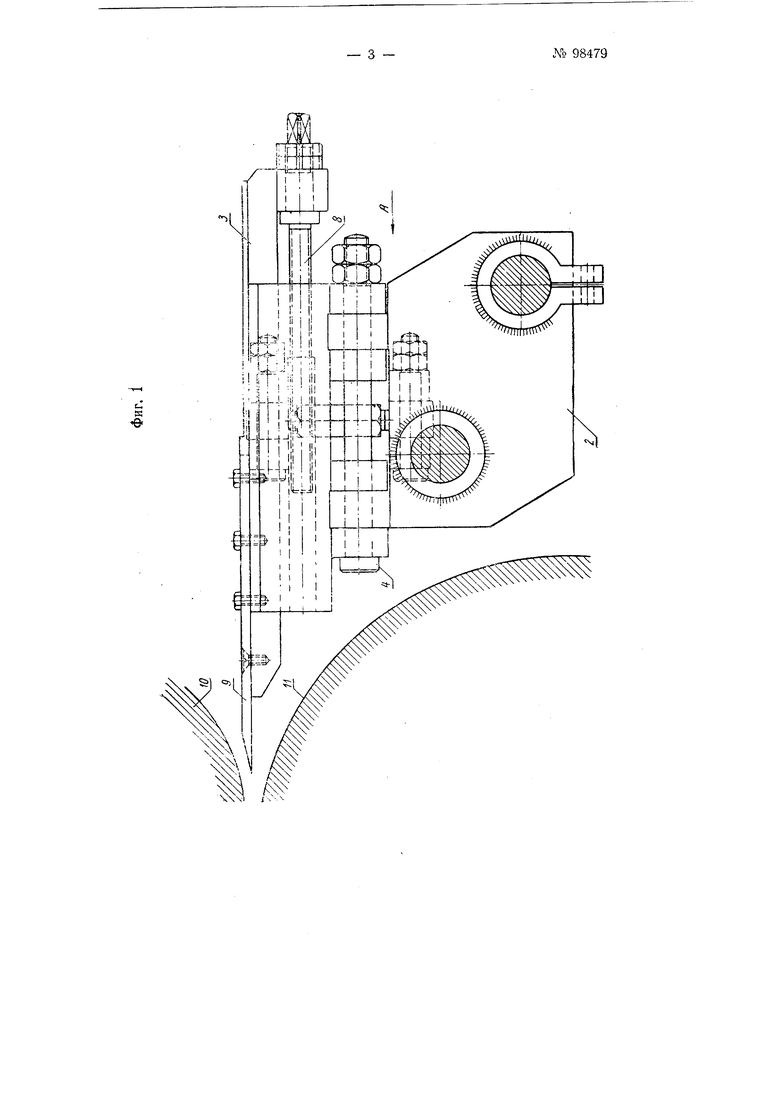
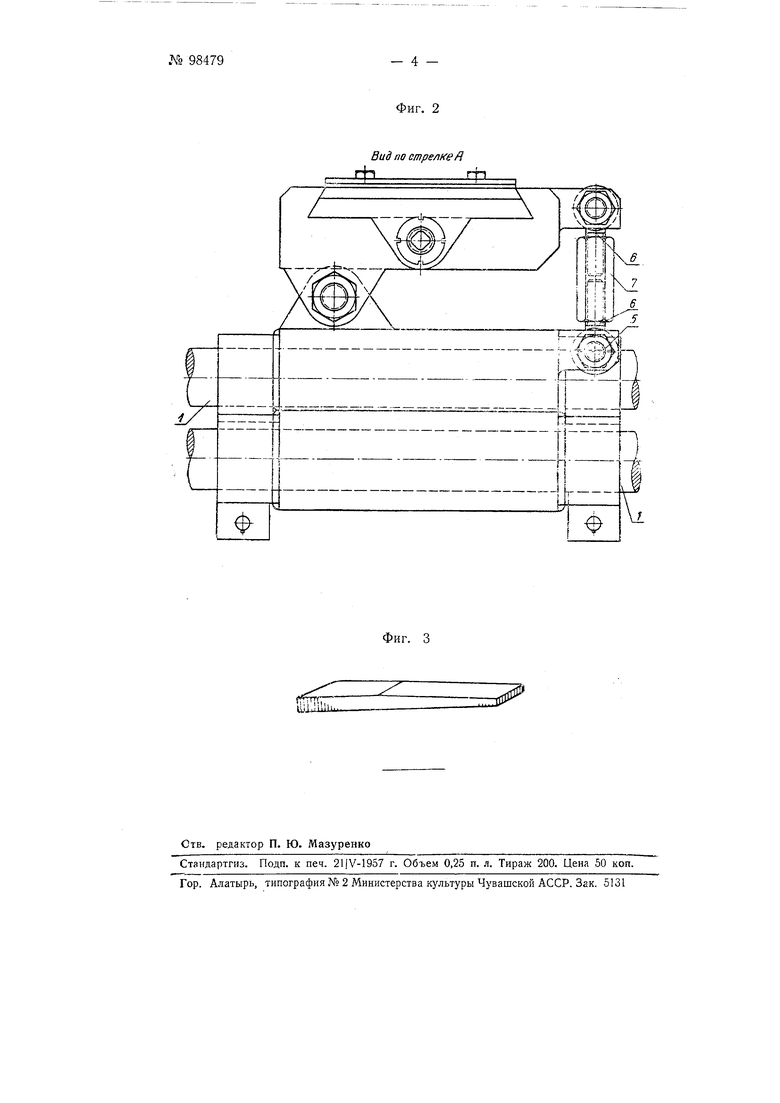
На фиг. 1 изображен общий вид приспособления; на фиг. 2-вид по стрелке А на фиг. 1; на фиг. 3-общий вид получаемой резиновой заготовки для подощв.
На двух штангах / на каландре установлена массивная стальная головка 2 приспособления, которая с помощью стопорных болтов закрепляется в различных положениях по длине штанг.
В верхней части головки размеи 1еи суппорт 3, имеющий шарнирное крепление с головкой, позво; яюн1,ее устанавливать суппорт с различным наклоном к горизонту.
Одной из связей шарнирного креп,1е1П1я является го.ловка, имеющая нипгндель 4 и шарнир 5, другой переменной по длине связью являются серьги 6 с. правой и левой резьбой, соединенные гайкой 7. Третьей связью счужит суппорт 3, который может устанавливаться под уг/гом от О до 10° при повороте гайки 7.
Верхняя часть суппора посредством винта 8, входящего в резьбу нижней части суппорта, перемещается в направляющих пазах нижнего суппорта.
На конце верхней подвижной части суппорта закреплен плоский профилированный нож 9.
Таким образом нож 9, срезающий под углом край заготовки, выходящей из каландра, при перемещении верхней части суппорта вводится непосредственно в зазор между
валками 10 и И каландра или несколько оттягивается от зазора, и благодаря шарнирному креплению суппорта наклоняется под углом от О до 10° к оси валков.
Описываемоеприспособление
устанавливается на выходной стороне каландра.
На приемной стороне каландра находятся обычные ножи; взаимной расстановкой этих ножей определяется ширина снимаемых с каландра откаландрированных лент, которая определяет длину заготовки подошвы.
При помош,и суш,ествуюш,их на каландрах ножей и предлагаемого приспособления получают резиновую заготовку подошвы соответствующей длины с желаемым соотношением длины профилированной части заготовки к ее непрофилированной части.
Предмет изобретения
1.Способ профилирования сырых резиновых заготовок для подошв, отличающийся тем, что, с целью уменьшения выпрессовок при вулканизации, один край выходящей из каландра резиновой заготовки срезают под углом.
2.Приспособление для выполнения способа по п. 1, отличающееся тем, что для срезания края резиновой заготовки применен закрепленный на каландре профилированный нож, прижимаемый под углом к краю выходящей из каландра резиновой заготовки.
tL,
-еФиг. 2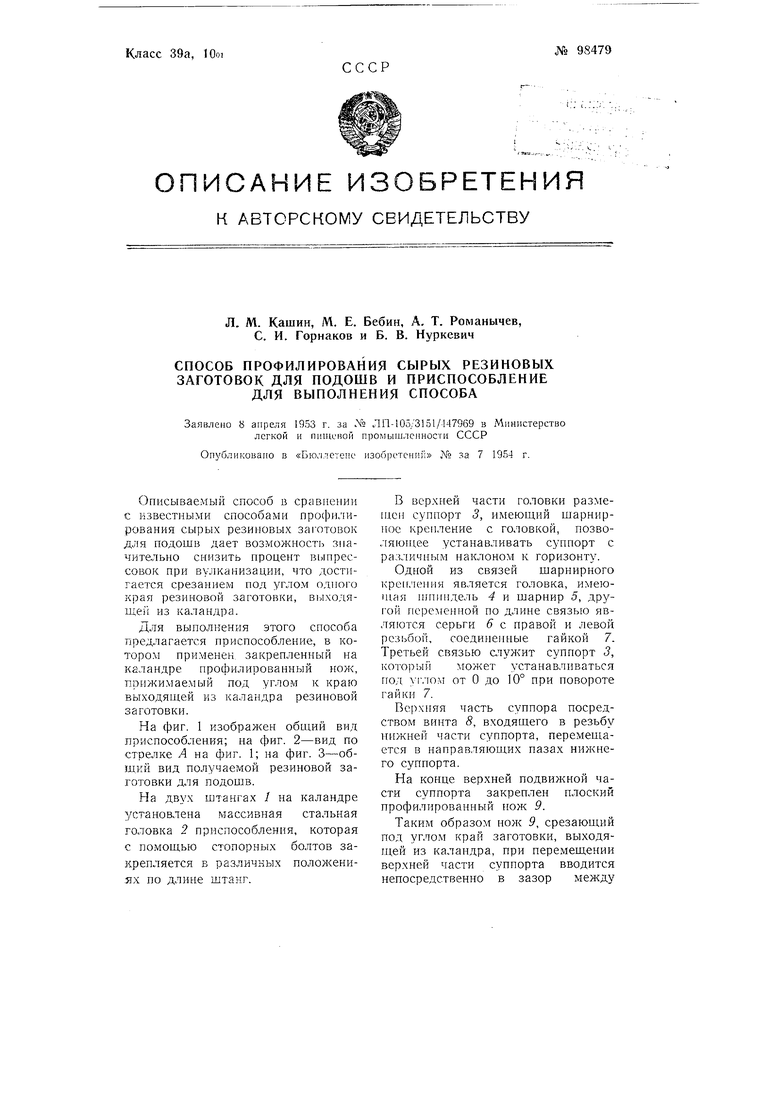

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскроя заготовки для формования резиновой подошвы и машина для его осуществления | 1949 |
|
SU96308A1 |
| Устройство для оторцовки рельсов | 1956 |
|
SU106366A2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191102C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| Способ изготовления протекторов покрышек пневматических шин и устройство для его осуществления | 1980 |
|
SU921872A1 |
| УСТРОЙСТВО ЛУЩИЛЬНОГО НОЖА С ВИНТОВЫМ РЕГУЛЯТОРОМ ВЫСОТЫ НОЖА СЪЕМНОГО ТИПА | 2018 |
|
RU2725955C2 |
| Устройство для изготовления стеганных деталей мебельной облицовки | 1986 |
|
SU1359369A1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| ЛЕГКО ОБСЛУЖИВАЕМЫЙ И СЪЕМНЫЙ САМОРЕГУЛИРУЕМЫЙ УЗЕЛ РЫЧАГА И ГОЛОВКИ НОЖА ДЛЯ РЕЖУЩЕГО АППАРАТА | 2012 |
|
RU2588158C2 |
Вид по стрелке ft
Ф-ФФиг. 3
