Изобретение относится к абразивной промышленности, а именно к способам и устройствам для приготовления абразивной массы на вулканитовой связке, предназначенной для прокатки листов и последующей вырубки из них кольцевых заготовок отрезных, шлифовальных и полировальных кругов.
Известен способ получения вулканитовой абразивной массы, включающий подачу на валки смесительных вальцев каучука, после покрытия им валков введение мягчителя, серы, наполнителей, ускорителей вулканизации и абразивного зерна, перемешивание массы до однородного состояния и снятия ее с валков [1].
Недостатками данного способа являются высокая трудоемкость и длительность процесса перемешивания компонентов связки перед подачей абразивного зерна, неравномерность перемешиваемых частей массы, а при снятии готовой массы с валков образование разноразмерных кусков произвольной формы.
Известно устройство для приготовления абразивной массы, содержащее два валка, расположенных параллельно в одной плоскости, смонтированных в подшипниках, которые установлены на станине [2].
Недостатком данного устройства является его низкая производительность, связанная с ручным снятием с валка готовой абразивной массы и образование в процессе снятия готовой массы разноразмерных кусков произвольной формы. Это является одной из основных причин возникновения брака при прокатке листов из приготовленной абразивной массы в виде рыхлости и неоднородности по плотности.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому способу является способ приготовления абразивной массы, включающий приготовление связки, смешивание связки с абразивным материалом путем прокатки на смесительных вальцах, снятие с валка готовой массы путем срезания ее с помощью передвижного ножа, установленного на вальцах [3].
Предварительное приготовление связки, применение для снятия с валков готовой абразивной массы передвижного ножа снижаю трудоемкость и сокращают длительность процесса приготовления абразивной массы, но в то же время получаемая масса после снятия ее с валков остается в виде разноразмерных кусков произвольной формы, не обеспечивающих стабильность качества при прокатке из них листов и являющихся причиной дополнительного технологического передела.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство для приготовления абразивной массы, содержащее два валка, расположенные в горизонтальной плоскости, шейки которых установлены в подшипниках, смонтированных в станине, и передвижной нож [4].
Наличие передвижного ножа позволяет повысить производительность и получать более крупные куски. Но получение абразивной массы в виде кусков (хоть и более крупных, но по прежнему разноразмерных) оставляет проблемы возникновения дефектов в виде пустот, рваных краев, рыхлостей и неоднородности по плотности при прокатке из полученной абразивной массы листов и потребность использования дополнительного прокатного оборудования.
Решаемая изобретениями задача - получение абразивной массы в виде цельной мерной заготовки.
Поставленная задача достигается тем, что в способе приготовления абразивной массы, включающем приготовление связки, смешивание связки с абразивным материалом путем прокатки на смесительных вальцах, снятие с валка готовой массы путем срезания ее с помощью передвижного ножа, установленного на вальцах, перед снятием готовой массы с валка от нее в продольном направлении отрезают мерную часть, равную ширине ножа, а затем срезают ее с валка в виде полосы прямоугольного сечения длиной 2πR, где R - радиус валка смесительных вальцев.
То, что перед снятием готовой массы с валка от нее в продольном направлении отрезают мерную часть, равную ширине ножа, а затем срезают ее с валка в виде полосы прямоугольного сечения длиной 2πR, где R - радиус валка смесительных вальцев, позволяет предотвратить произвольное разрушение готовой массы на разноразмерные куски, вызванное неограниченным развитием трещин за пределами передвижного ножа в процессе срезания ее с валка, за счет ограничения срезаемой части готовой массы по ширине, соответствующей ширине передвижного ножа, и получить в результате абразивную массу в виде цельной мерной заготовки с ровными краями, сократить потребность дополнительных последующих переходов при прокатке листа.
Поставленная задача в предлагаемом устройстве для приготовления абразивной массы достигается тем, что в устройстве, содержащем два валка, расположенные в горизонтальной плоскости, шейки которых установлены в подшипниках, смонтированных в станине, и передвижной нож, боковая грань передвижного ножа оснащена дополнительным резцом продольной резки, выступающим за плоскость рабочего элемента передвижного ножа.
То, что боковая грань передвижного ножа оснащена дополнительным резцом продольной резки, выступающим за плоскость рабочего элемента передвижного ножа, позволяет первоначально отделять срезаемую часть массы в пределах ширины рабочего элемента передвижного ножа от всей массы, находящейся на валке, а затем срезать ее с валка в виде полосы прямоугольного сечения с необходимыми размерами. В результате подготовленная абразивная масса для последующей прокатки из нее листов необходимых размеров получается в виде заготовок, имеющих одинаковую форму и размеры и не требует применения дополнительного валкового оборудования для формования заготовки из кусковой массы.
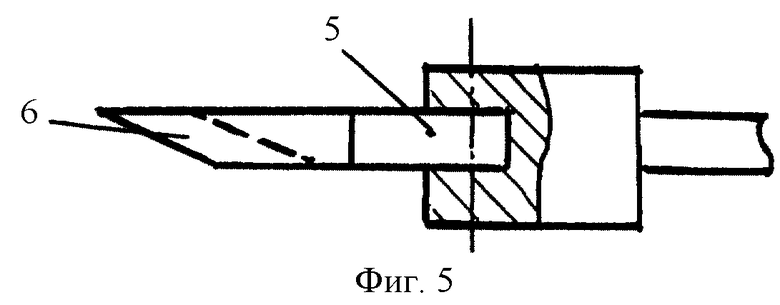
Предлагаемые способ и устройство проиллюстрированы на фиг.1-6, где на фиг.1, 2 приведена схема способа приготовления абразивной массы (фиг.1 - начало смешивания, фиг.2 - окончание смешивания); на фиг.3, 4 - общий вид устройства для приготовления абразивной массы, на фиг.5 - схема передвижного ножа совмещенного с резцом продольной резки (вид сбоку), на фиг.6 - вид сверху на передвижной нож.
На фиг.1, 2 показаны: 1, 2 - задний и передний валки смесительных вальцев, 3 - вулканитовая связка, 4 - готовая абразивная масса, R - радиус валка смесительных вальцев.
Устройство (фиг.3-6) для приготовления абразивной смеси содержит горизонтально расположенные задний и передний валки 1, 2 радиусом R, на валке 2 изображена готовая абразивная масса 4. Устройство снабжено передвижным ножом 5 шириной b, боковая грань которого оснащена дополнительным резцом 6 продольной резки. Нож 5 имеет режущий элемент 7 и установлен в направляющей 8. Валки 1, 2 устройства смонтированы в подшипниках 9.
Способ осуществляют следующим образом (фиг.1, 2). Перед началом приготовления абразивной массы между неподвижными валками 1,2 смесительных вальцев помещают предварительно подготовленную вулканитовую связку 3 (фиг.1), затем включают смесительные вальцы, валки 1, 2 вращаясь навстречу друг к другу осуществляют прокатку связки 3, в это же время па валки 1, 2 сыпят абразивное зерно (не показано), смешивая его таким образом со связкой 3. После того, как вулканитовая абразивная смесь равномерно охватит передний валок и примет однородное и равномерное по цвету состояние смешивание завершается, а абразивная масса 4 считается готовой (фиг.2). Затем при вращающихся валках 1, 2 от находящейся на поверхности валка готовой массы 4 в продольном направлении отрезают мерную часть, равную ширине передвижного ножа, и срезают ее с валка 2 в виде полосы прямоугольного сечения длиной 2πR, где R - радиус валка смесительных вальцев. Затем отрезают в продольном направлении следующую такую же мерную часть и также после этого срезают ее с валка, повторяя эти операции до окончательного снятия с валка смесительных вальцев приготовленной абразивной массы.
Устройство работает следующим образом.
После завершения подготовки абразивной массы, когда вулканитовая абразивная смесь равномерно охватит передний валок и примет однородное и равномерное по цвету состояние, валки 1, 2 продолжают вращаться в подшипниках 9, а к поверхности готовой абразивной массы 4 с края валка 2 подводят передвижной нож 5, боковая грань которого оснащена дополнительным резцом 6 продольной резки, выступающим за плоскость его рабочего элемента 7, резец 6 продольной резки внедряют в абразивную массу 4, отделяя от нее мерную часть шириной, соответствующей ширине b передвижного ножа 5, далее в отделенную мерную часть готовой абразивной массы 4 внедряется режущий элемент 7 передвижного ножа 5, срезая ее с поверхности валка 2 уже в виде полосы прямоугольного сечения длиной 2πR, где R - радиус валка 2. После срезания одной полосы передвижной нож 5 перемещают по направляющей 8 на его ширину и цикл повторяется.
Предложенные способ и устройство были опробованы на промышленных смесительных вальцах марки СМ-1500 при подготовке абразивной массы для шлифовальных кругов. Длина валков 1500 мм, диаметр 550 мм, частота вращения переднего валка 15,2 об./мин, заднего 12,4 об./мин. Ширина передвижного ножа составляла 400 мм, резец продольной резки выступал за плоскость режущего элемента передвижного ножа на 10 мм, его толщина не превышала 2 мм. По завершению смешивания абразивной массы по существующей технологии ее толщина на валке смесительных вальцев составляла 15 мм. При срезе готовой массы с валка получалась прямоугольная заготовка с ровными краями мерной ширины, соответствующей ширине передвижного ножа. Плотность полученных заготовок в среднем составляла 2,47. ..2,6 г/м3. Для сравнения при прокатке листов из кусковых разноразмерных заготовок на 3-х валковом каландре плотность получаемых листов в среднем составляла 2,49...2,69 г/см3 при аналогичной толщине листа. Таким образом дополнительно представляется возможность отказаться от 3-х валкового каландра, сократить тем самым количество проходов, снизить затраты и повысить производительность.
Предлагаемые способ и устройство целесообразно использовать на предприятиях абразивной промышленности при производстве абразивных кругов на вулканитовой связке.
Источники информации
1. Абразивные инструменты и их изготовление /В.И. Любомудров, П.И. Васильев, Б.И. Фальковский. - М.; Машгиз, 1953, с. 326-328.
2. Там же, с. 324, рис. 202.
3. Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов. - Южно-Уральский ЦНТИ. Челябинск, 1970, с. 32-41.
4. Лукач Ю.Е., Рябинин Д.Д., Метлов Б.И. Валковые машины для переработки пластмасс и резиновых смесей. - М.: Машиностроение, 1967, с. 200, рис. 119.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2000 |
|
RU2198781C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176589C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2231439C2 |
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1998 |
|
RU2149748C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2003 |
|
RU2263018C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2004 |
|
RU2261794C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2202463C2 |
| СОСТАВНОЙ ВАЛКОВЫЙ ТОРСИОМЕТР | 1999 |
|
RU2148249C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ЧАШЕЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2207947C1 |




Изобретение относится к способам и устройствам для приготовления абразивной массы на вулканитовой связке, предназначенной для прокатки листов и последующей вырубки из них кольцевых заготовок отрезных, шлифовальных и полировальных кругов. Способ включает приготовление готовой массы путем прокатки ее на смесительных вальцах и снятие посредством передвижного ножа. Снятие массы с валка осуществляют путем срезания в продольном направлении мерных частей. Для реализации способа устройство содержит резец продольной резки, установленный на боковой грани передвижного ножа. Изобретение позволяет получать абразивную массу в виде цельной мерной заготовки. 2 с.п. ф-лы, 6 ил.
| Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов | |||
| -Челябинск, Южно-Уральский ЦНТИ, 1970, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| ЛУКАЧ Ю.Е | |||
| и др | |||
| Валковые машины для переработки пластмасс и резиновых смесей | |||
| - М.: Машиностроение, 1967, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Приспособление к вальцам смесительных машин для снятия с них материала | 1949 |
|
SU83658A1 |
| СПОСОБ МАССОВОГО ПРОИЗВОДСТВА ОБЛАСТИ Fc ИММУНОГЛОБУЛИНА С УДАЛЕННЫМИ НАЧАЛЬНЫМИ МЕТИОНИНОВЫМИ ОСТАТКАМИ | 2006 |
|
RU2428430C2 |
