(54) МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МДШЙН
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОПРОВОДЯЩИХ КОНТАКТНЫХ ЭЛЕМЕНТОВ | 1990 |
|
RU2030044C1 |
| Металлокерамическая щетка для электрических машин | 1975 |
|
SU542276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДЯЩЕГО МАТЕРИАЛА | 2022 |
|
RU2782268C1 |
| АНТИФРИКЦИОННЫЙ ГРАФИТИРОВАННЫЙ МАТЕРИАЛ | 1993 |
|
RU2072318C1 |
| Серый износостойкий чугун для отливок | 1985 |
|
SU1293241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЩЕТОК | 1994 |
|
RU2088007C1 |
| СОСТАВ КОМПОЗИЦИОННОЙ РЕЗИНО-ПОЛИМЕРНОЙ СМЕСИ ТРИБОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ | 2017 |
|
RU2685204C2 |
| Щетка для электрических машин | 1977 |
|
SU677031A1 |
| СОЕДИНЕНИЕ СТРЕЛОЧНОЙ ГАРНИТУРЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ СОЕДИНЕНИЯ | 2005 |
|
RU2400328C2 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2009 |
|
RU2393938C1 |
Изобретеиие относится к электротехнике и касается материала для изготовления щеток электрических машин, работа которых связана с .-обеспечением Ш2СОКОЙ коммутирукяцей способности и удовлетворительной эрозионной устойчивости узла токосъема при протекании предельных значений электрического тока, например, в процессе запуска машины.
В качестве материалов для изготовления щеток, используеилх в электрическкх машинах подобного вида, большое распространение получили материалы на основе технического углерода (салда) и связукндего, например каменноугольного пека, имеющие определенный гранулометрический состав прессnopotiiKa с размерами частиц в пределах 63-250 мкм fl.
Широко используются также материалы на основе техуглерода и пека С 23.
Наиболее близким по технической сущности к изобретению является материал для изготовления щеток электрических машин, содержащий агрегаты технического углерода, частицы натурального графита, искусственный графит из кокса связующего, легирующие добавки - смесь окислов железа и титана, полирующие добавки - карбиды тугоплавких металлов.
Щетки из такого материала обесс печивают удовлетворительную KONwyTaцию и электрюэрозионную устойчив о весть f3.
Однако полирующие и легирующие добавки располагаются на поверхности,
.Q пор и образуются в щетке в результате технологической переработки материалов и, главным образом, при разложении зольных примесей из газовой фазы .в процессе их графитации. Добавки неравномерно поступают в зону такта из-за высокой нестабильности размеров пор и пористости материгша. Размеры пор материалов,, как правило, колеблются в очень широких пределах (порящка 0,01-10 мкм и более при измерении методом ртутной порометрии), причем структура пор характеризуется наличием одного основного и двух или более максимумов в распределении пор, связанных с наличием внутренней
25 и межагломератной пористости. Низкая стабильность пористой структу щеток обусловлена тем, что в известных материалах агрегаты те|;утлёрода и час тички графита связаны раоглавленным
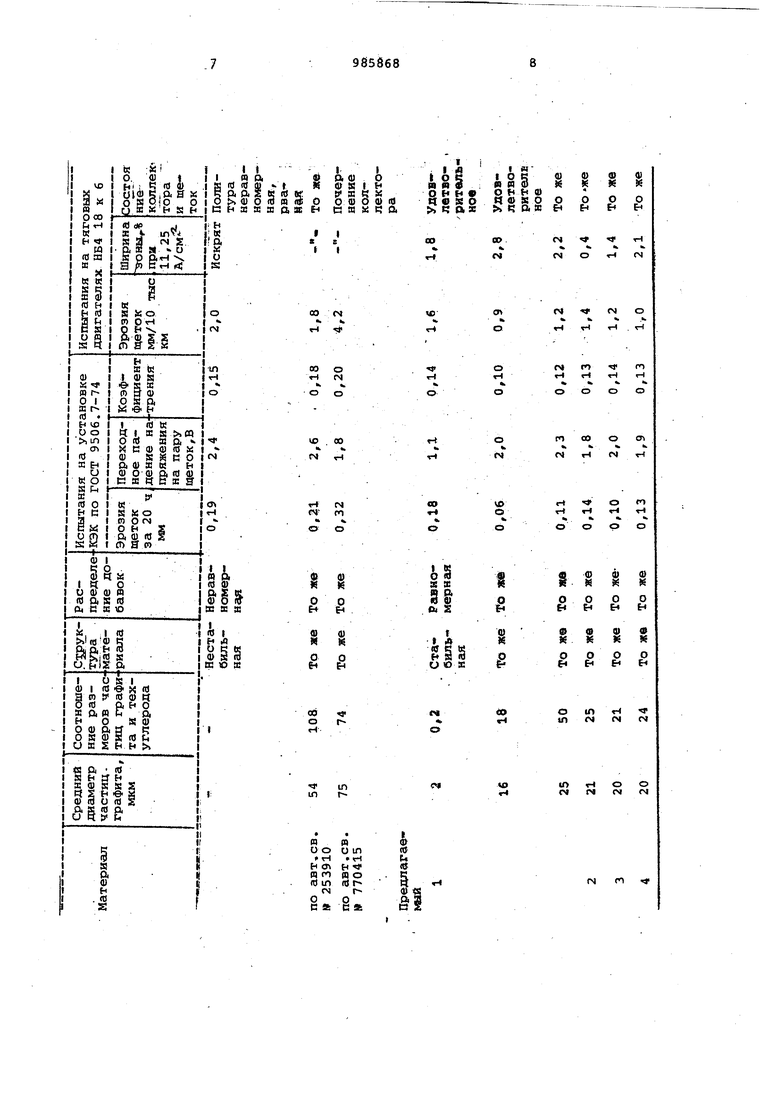
30 (при температуре до 300 С) связующим в агломераты, получаемые размолом термообработанной до композиции. Содержание фракций агломератов в материале различно и изменяется в ширрких пределах. Кроме того, обеспе чение строго.определенных количеств полирующих и легирующих добавок связано с большими трудностями. За счет неравномерносхи поступления в зону контакта полируюгцих и легирующих добавок нарушаются условия политурообразования на коллекторе, проис ходит разрушение политуры, особенно при протекании предельных значении электрического тока, в результате чего увеличиваются потери в контакте, нарушается коммутация и возрастает эрозия щеток и коллектора. Цель изобретения - повьииение коммутирующей способности и уменьшение эрозии щеток за счет обеспечения равномерной поставки в зону контакта щетки с коллектором полирующих, легирующих и антифрикционных добавок .. Указанная цель достигается тем, что в материале, содержащем агрегаты технического углерода, частицы натурального графита и искусственный гра фит из кокса связующего,а такжеполи рующие и легирующие, добавки, отношение среднего диаметра частиц натурал ного графита к среднему диаметру агрегатов техуглерода находится в пределах 0,2-50, материал дополнительно содержит антифрикционную добавку полимер на основе фурилового спирта при следующем соотношении комлонентов, вес.%; Легирующие добавки 0,04-0,7 Полирующие добавки 0,06-0,8 Антифрикционные добавки5,0-12,0 Агрегаты технического углерода2,9-69,0 Частицы натурального графита , 1,2-62,3 Искусственный графит из кокса связующего Остальное В результате получают щеточный, ма териал с так называемой мономодально-пористой структурой повышенной стабильности с преобладающим размером пор радиуса 0,1-0,3 мкм (до 90% всех пор,находящихся в щеточном мате риале) , весьма удобных для осаждения на .их поверхности легирующих, полирующих и антифрикционных добавок.При чем количество агрегатов техуглерода частиц натурального графита, взятых в различных соотношениях, не изменяют общего характера структуры пор, так как формирование пор в щет очном материале происходит лишь за счет физико-химических превращений связую щего в структуру кокса и искусственного графита при его термообработке о Щетки с данной структурой пор и очень узким разбросом размеров пор обеспечивает весьма равномерную поставку в зону контакта полирующих, легирующих и антифрикционных добавок,- что способствует повышению коммутирующих свойств и электроэрозионной устойчивости . При соотношении средних диаметров частиц графита и агрегатов техуглерода, выходящих за указанные пределы, работа щеток ухудшается. При большем соотношении ухудшается коммутация, возрастает эрозия вслед-; ствие того, что структура мг1териа;1а щеток становится нестабильной из-за образования микротрещин в местах соединения частиц графита со связующим и с агрегатами техуглерода за счет большой величины релаксации на.пряжений в процессе формования блоков и их термообработки. При соотношении ниже указанных пределов невозможно получить щеточный материал, главным образом, по причине резкого возрастания брака по трещинам и деформации, а также из-за комкования пресс-порошка за счет увеличения энергозатрат и повышения его температури при вибропомоле .. Пример.В вибромельницу М-400-1,5 последовательно загружают (состав 1) техуглерод марки ПМ16Э (54,5%), натуральный завальевский графит (6,1%) и высокотемпературный каменноугольный пек марки Г (39,4%). Регулирование соотношения средних диаметров частиц графита и агрегатов техуглерода осуществляют путем варьирования времени совместной вибрационной обработки смеси в внбромельнице. Определение средних диаметров агрегатов техуглерода и частиц графита производят по данным измерений удельной поверхности на приборе ПСХ-2 по фор-г муле где РА- плотность частиц, агрегатов; 5д - удельная поверхность.частиц, агрегатов, . При времени работы вибромельницы 50 мин отнсяпечие диаметра частиц граита к диаметру агрегатов техуглерода составляет 50, при 90 мин - 18, при 120 мин - 0,2. По аналогичной технологии виброизмельчения в вибромельнице в течение 60 мин подвергают обработке комг позиции с различным содержанием компонентов (составы 2-4). Полученные порслики просеивают через сетку 07 на вибросите и прессуют при удельном давлении 850-1200 кгс/см с кажущейся плотностью 1/2-1,3 г/см при температуре окружающей среда. Полученные блоки обжигают в коксовой засыпке при .Заготовки щеток подвергают пропитке фуриловым спиртом в автокла , ве при остаточном давлении 0,94 кгс/ и сушке при 120-130 С в печи туннель ного типа. Методом рентгеноструктуркого, спектрального и ртутно-поромет рического анализа оценивают структуру материала, наличие в нем добавок устанавливают количественное соотношение компонентов. Полученный материал содержит в к честве легирующих добавок смесь окис лов железа и титана в различных соот ношениях, в качестве полирующих добавок -г карбиды тугоплавких металло в качестве антифрикционных добавок полимер на основе фурилового спирта С учетом выхода кокса из связующего (59,8%) и удаления летучих зольных примесей при графитации из натураль ного графита (содержание зольных пр месей в натуральном графите равняет ся 4,8%) и данных рёнтгеноструктурного, спектрального и микроскопического анализов прЬизврдят пересчет компонентов, содержащихся в мате- риале. Количественное соотношение компонентов следующее, вес.%; Состав 1 Легирукедие добавки (соотношение окислов железа и титана 6) 0,08 Полирующие добавки 0,14 Антифрикционные добавки 8,2 Агрегаты технического углерода 53,4 Частицы натурального графита 12,0 Искусственный графит из корсса связующего Остально Состав 2 Легирующие добавки (соотношение окислов железа и титана 10) 0,7 Полирующие добавки 0,8 Антифрикционные добавки 12,0 Агрегаты технического углерода2,9 Частицы натурального графита62,3 Искусственный графит из кокса свяэукмцего Остально Состав 3 Легирующие добавки (соотношение окислов железа и титана 8) 0,1 Полирукядие добавки 0,3 Антифрикционные доОазки 10,1 Агрегаты технического углерода42.3 Частицы натурального графита. 23,6 Искусственный графит из кокса связующего Остальное Состав 4. Легирующие добавки (соотношение окислов железа и титана 4) 0,04 Полирующие добавки 0,06 Антифрикционные добавки 5,0 Агрегаты технического углерода69,0 Частицы натурального . графитаi/2 Искусственный графит из кокса связующего Остальное . В таблице приведены результаты . испытания щеток, изготовленных из известных и предлагаелих материалов, различающихся как по размерам входящих в них частиц и агрегатов, так и по количеству компонентов. Как следует из представленных в таблице данных, щетки, изготовленные из предлагаемого материала,имеют преимущества по сравнению с -известными, заключаю(1.иеся в повышении ком.мутирующей способности щеток при работе с предельными значениями плотности тока, снижении эрозии щеток за счет создания стабильных условий равномерной поставки в зону контакта полирующих, легирующих и антифрикционних добавок, стабилизации структуры щеточного материала, резком уменьшении разбросов размеров пор, а также существенном повышении технологичности и. воспроизводимости структуры и свойств щеток. Размеры пор, их распределение не зависит от соотношения в пресс-порошке агрегатов технического углерода и частиц графита.
. , Щ V S
ь IE X о Ф о 0) я
и
о сч
а
о
м
0)
W
и
m
о 1Л
Н ГС Л о (в г
g Формула изобретения Материал для изготовления щеток электрических машин, содержащий агре гаты технического углерода, частицы натурального графит:, искусственный графит изчсокса связуюцего, легирующие лобавки - смесь окислов железа и титана, лолирукхцие добавки - карбиды тугоплавких металлов, о т л и ч а ю 14 и и с я тем, что, с целью повышения кo a4yтиpyющeй способности .и уменьшен{1Я эрозии, отношение сред него диаметра частиц натурального . графита к среднему диаметру агрегатов технического углерода находится в предепгис 0,2-50, материал дополнительно содержит антифрикционную добавку - полимер на основе фурилового спирта при следующем соотношении компонентов, вес.%: 10 Легирующие добавки 0,04-0,7 Полирующие добавки0,06-0,8 Антифрикционные добавки5,0-12,0 Агрегаты технического углерода2,9-69,Q Частицы натурального графита1,2-62,3 Искусственный графят из кокса связующегоОстальюе Источники информсщии, нятые во внимание при экспертизе 1.Авторское свидетельство СССР 68687,- кл. Н 01 R 39/20, 1973. 2.Авторское свидетельство СССР 53910, кл. В 01 R 43/12, 1969. 3.Авторское свидетельство СССР 70415, кло Н 01 R 39/20, 1978.
