Изобретение относится к обработке кюталяов давлением и может быть использовано при прокаткб1 и прошивке сплошных заготовок, а также при раскатке .гильз.
Известен сборный направляющий инстр эдент, выполненный в виде последовательно по ходу прокатки установленных в линейкодержателе ролика, набранного из колец, и стационарной спрофилированной линейки lQ
.Такое выполнение ролика из колец не позволяет обеспечить замкнутости калибра.
Наиболее близким к предлагаемому является,сборный направляющий; инструмент, включающий корпус, несущий линейку с профильной наружной поверхносцью и отк ытыми пазами, и размещенные в пазах поперёк оси линейки профильные ролики, имеющие цапфы, установленные с возможностью разворота И-. Узел крепления роликов этого инструмента недостаточно жесткий. При прокатке заготовок сплощного сечения из труднодеформируемых сплайаов и тугоплавких металлов цап4 желобчатых роликов деформируются. При этом нарушаеТся геометрия очага деформации, снижается качество н аружной поверхности прокатанного металла. Кроме, 2 того, в зазоры между роликами затекает деформируемый металл, что приводит к нарушению процесса прокатки.
Цель изобретения - повышение стойкорти и надежности работы направляюtoщего инструмента.
Цель достигается тем, что сборный направляющий инструмент, включающий корпус, несущий линейку с профильной наружной поверхностью и открытыми 15 пазами, « размещенные в пазах поперек оси линейки профильные ролики, снабжен вклсщышами из антифрикционного материала, которые установлены в выполненных в корпусе под пазгили линей20ки выемках и имеют .снаружи гнезда, спрофилированные, как и пазы линейки, под ролики, KOTOfftie изготовлены из износостойкой стали, при этом линейка выполнена 6 виде съемной крышки
25
корпуса.
Небольшие зазоры между роликами и стенкс1ми пазов- линейки предотвращают затекание металгла и повидают надежность работы инструмента.
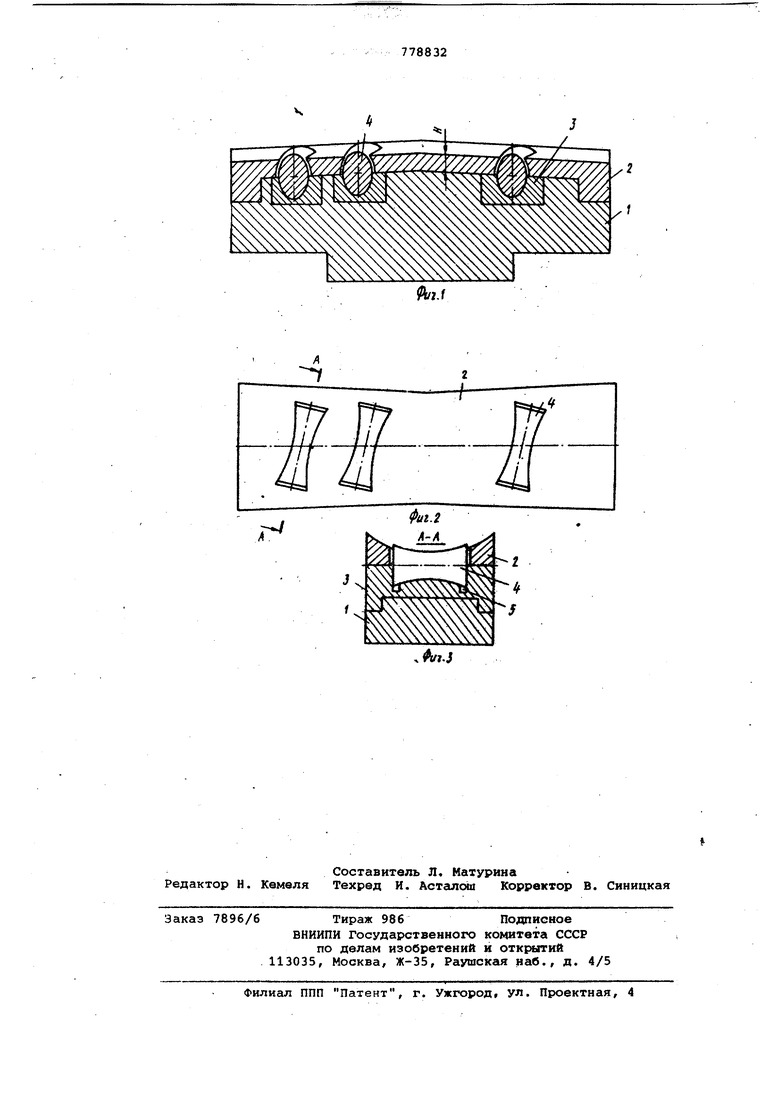
На фиг. 1 показан инструмент, продольньй разрез на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А - на фиг. 2.
Сборный направляющий инструмент состоит из корпуса 1, линейки 2 в виде съемной крышки с профильной наружной поверхностью и пазами, установленными в выемках корпуса вкладьшей 3, имеющих снаружи гнезда, размещенные в гнездах профильных роликов 4. В корпусе направляквдего инструмента под некоторым углом к продольной оси линейки, соответствующим геликоидальному течению металла в данном сечении очага деформации, расположены выемки для вкладышей, которые крепятся жестко. Вкладыши имеют снаружи гнезда, профиль которых соответствует профилю роликов так, что ролик садится в гнездо вкладыша и опирается всей своей поверхностью. С целью исключения заклинивания роликов в гнездах во вкладаанах предусмотрены технологические выемки 5 (см. фиг. 3).Вкладами выполняются из антифрикционных материалов, например чугуна марки АСЧ-1, АВЧ-1. :Профиль ролика 4 соЬтветствует геометрии очага деформации в том сечении где устанавливается ролик. Ролики выполняются из износостойких сталей. Рабочая пара ролик-вкладыш работают по принципу подшипника скольжения сухого трения. По Miepe износа ролики заменяются на новые.
Линейка 2 выполняется в виде съемной крышки с профилированной поверхностью из материала, отвечающего требованиям, предъявляемым к материалам для неподвижных направляницих инструментов станов винтовой.прокатки, например из высокохромистого чугуна. В лИнейке в местах размещения роликов -выполнены пазы с профилем, соотйетствующйм профилю кгиедого ролика. Пазы выполнены так, что обеспечивается зазор между линейкой и поверхностью ролика.
Ролики 4 вставляются во вкладыши 3. Линейка 2 жестко крепится на корпусе 1 направляющего инструмента так, что ролики 4 помещаются в замкнутом объеме между линейкой и вкладЕлиами 3.
Ролики могут размещаться по всей длине направляетцего инструмента. Конструкция сборного направляющего инструмента позволяет роликам опираться своей поверхностью по всей длине, в результате чего повьаиенаИХ- стойкость..
Направляющий инструмент работает следующим образом.
При прокатке деформируекйлй металл входит в контакт с роликами, 4 и линейкой 2. Под действием сил трения ролики проворачиваются, снижая тем самым сопротивление геликоидальному перемещению металла. Это улучшает схему напряжений деформированного состояния металла, снижает вероятность вскрытия полости, что особенно важно при прошивке и прокатке заготовок сплсяаного сечения. Большая поверх ность опоры, распределенная вдоль 5 оси ролика, повышает надежность работы направляющего инструмента. Это позволяет прокатывать труднодеформируемые сплавы и тугоплавкие металлы с большими вытпжками без нарушения
0 процесса прокатки.
Небольшие зазоры между роликами и линейкой предотвращают затекание металла в них.
Пример. Изготавливак1Т сборный направляющий инструмент. Прц этом
5 гнезда во вкладышах выполняют на глубину 0,25-0,4 диаметра ролика в каждом его поперечном сечении, пазы в линейке обеспечивают зазор меящу линейкой к поверхностью ролика, равный
0 0,05-0,1 максимального диаметра ролика, а линейку изготавливают так, что ролики выступают над ее поверхностью на высоту 0,1-0,2 их максимального диаметра. Прокатывают 30 прутков из
5 тугоплавких металлов с применением
предложенного направляющего инструмента. Все узлы его остаются работоспособньоми. Качество всех полученных изделий отвечает требованиям техниQ ческих условий.
Предложенная конструкция направляющего инструмента и принцип его работы позволяют изготавливать корпус направляющего инструмента из менее
- прочного и менее дорогостоящего,материала, чем линейка. По мере износа Зс1меняется только линейка, ролики и вкладыши направляющего инструмента, а корпус JIpимeняeтcя прежний. Это позволяет значительно снизить расход
0 дорогостоящих металлов и сплавов.
Формула изобретения
Сборный направлякадий инструмент
«; косовалкового стана, включающий корпус, несущий линейку с профильной наружной- поверхностью и открытыми пазами, и размеЕ1внные в пазах поперек оси линейки профильные ролики, о т л и0 чающийся тем, что, с целью повышени й стойкости и надежности работы, он снабжен вкладышами из антифрикционного материала, которые установлены в выполненных в корпусе поя пазами линейки выемках и имеют
5 снаружи гнезда, спрофилированные, .как и пазы линейки, под ролики, которые изготовлены из износостойкой стали, при этом линейка выполнена в виде съёмной крышки корпуса.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР 365179, кл. В 21 В , 1971.
2.Авторское свидетельство СССР № 530704, кл. В 21 В 19/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Сборный направляющий инструмент косовалкового стана | 1975 |
|
SU527219A1 |
| Направляющий инструмент косовалкового стана | 1975 |
|
SU530704A1 |
| Линейка прошивного стана | 1976 |
|
SU557831A1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| Способ винтовой прокатки труб | 1976 |
|
SU623594A1 |
| Валок трубопрокатного стана | 1979 |
|
SU820942A1 |
| Способ изготовления профильных оболочек | 2022 |
|
RU2796957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОФАЗНЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187403C2 |
XI
rW
