(54) СПСХЮБ ОЧИСТКИ ПОВЕРХНОСТИ ДЛИННОМЕРНОГО КРУГЛОГО ПРОКАТА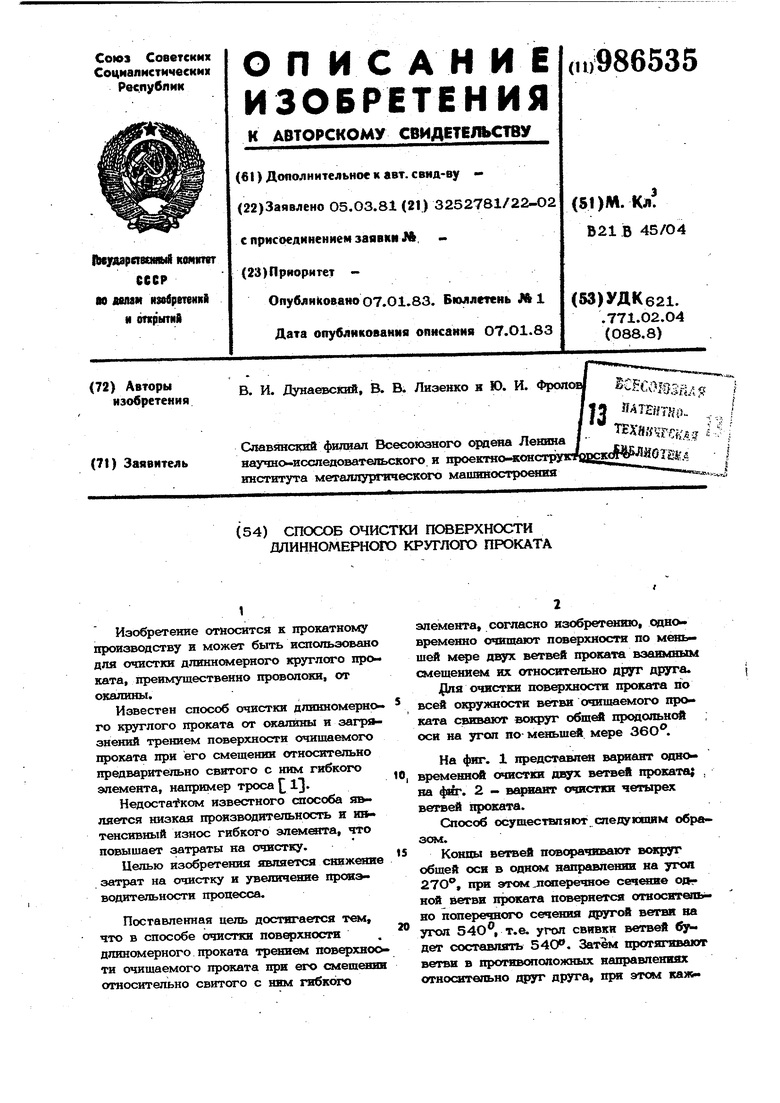
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОЧИСТКИ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016679C1 |
| Устройство для укладки длинномерных изделий в пакет круглого сечения | 1989 |
|
SU1708725A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОЧИСТКИ ДЛИННОМЕРНОЙ ЗАГОТОВКИ | 1993 |
|
RU2060842C1 |
| Способ поверхностной очистки круглых изделий | 1981 |
|
SU995955A1 |
| УСТРОЙСТВО МЕХАНИЧЕСКОЙ ОЧИСТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2008 |
|
RU2383403C2 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| Устройство для очистки катанки и длинномерного круглого проката | 1977 |
|
SU713631A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ОТ ОКАЛИНЫ | 2004 |
|
RU2268802C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНОЙ ЗАГОТОВКИ | 1993 |
|
RU2091187C1 |
| Устройство для очистки длинномерных изделий | 1979 |
|
SU865436A1 |
1
Изобретение относится к прокатному производству и может быть использовано для очистки длиннсмерного круглого npota. ката, преимущественно проволоки, от окалины.
Известен способ очистки длинномерного круглого проката от окалины и загрязнений трением поверхности очищаемого щюката при его смещении относительно предварительно свитого с ним гибкого элемента, например троса 11 Недостатком известного способа я&ляется низкая производительность и тенсивный износ гибкого элемеота, что повышает затраты на очистку.
Целью изобретения является снижение затрат на очистку н увеличение водительности процесса.
Поставленная цель достигается тем, что в способе очистки поверхности дпиномерного проката трением поверхиооти очищаемого проката при его смешенин относительно свитого с ним гибкого
элемента, согласно изобрет гаю, оано временно очищают поверхности по меныщей мере двух ветвей проката взаимным смешением их относительно друг друга. очистки поверхности проката по всей oiqpymHOCTH ветви очищаемого проката свивак т вокруг обшей продопьнсА оси на угол по- меньшая, мере ЗбО.
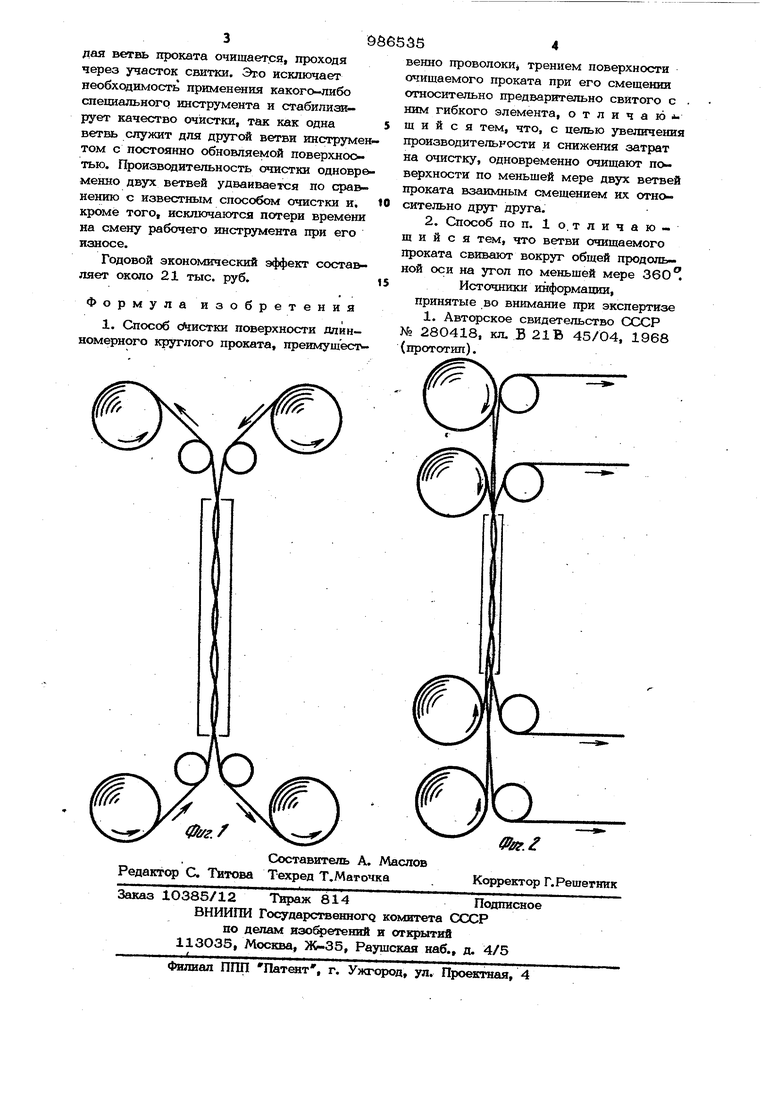
На фиг. 1 представлен вариант одно
10, временнсА очистки двух ветвей проката; . на фиг. 2 - варвант очистки четырех ветвей проката.
Способ осуществляют следующим образом.
15
Концы ветвей поворачивают вокруг общей оси в одном направлении на угол 27О, при этом лоперечное сечение од-« ной ветви проката повернется относитель но поперечного сечения другой ветви на
20 угол 540, т.е. угол свивки ветвей бу дет составлять 540. Затем протягивакя ветви в протявопопожных направлениях относительно друг друга, пря этом каж
