1
Изобретение относится к области порошковой металлургии, в частности к пресс-формам для изготовления постоянных магнитов из нитевидных порошков.
Известно устройство для прессования изделий из порошка, включающее матрицу, верхний и нижний пуансоны, бункер с заслонкой и перемещающийся питатель, снабженный перегородками со ,Q сквозными вертикальными отверстиями для равномерного заполнения матрицы порошком 1J . Однако оно не пригодно для прессования анизотропных изделий из ферромагнитных порошков, так как jj не предусматривает возможности применения ориентирующего воздействия внешнего магнитного поля.
Решением, наиболее близким к изобретению по технической сущности и до-20 стигаемому результату, является пресс-, форма для изготовления анизотропных ферромагнитных изделий, вкпючлпщгэя обойму, разборную матрицу с ферромагнитными элементами и неферромагнитные пуансоны 2 .
Однако эта пресс-форма не обеспечивает высоких значений коэрцитивной силы и магнитной энергии анизотропных ферромагнитных изделий из нитевидныхпорошков, поскольку в ней невозможно осуществить прессование из жидкой суспензии.
Целью изобретения является улучшение магнитных свойств изделий.
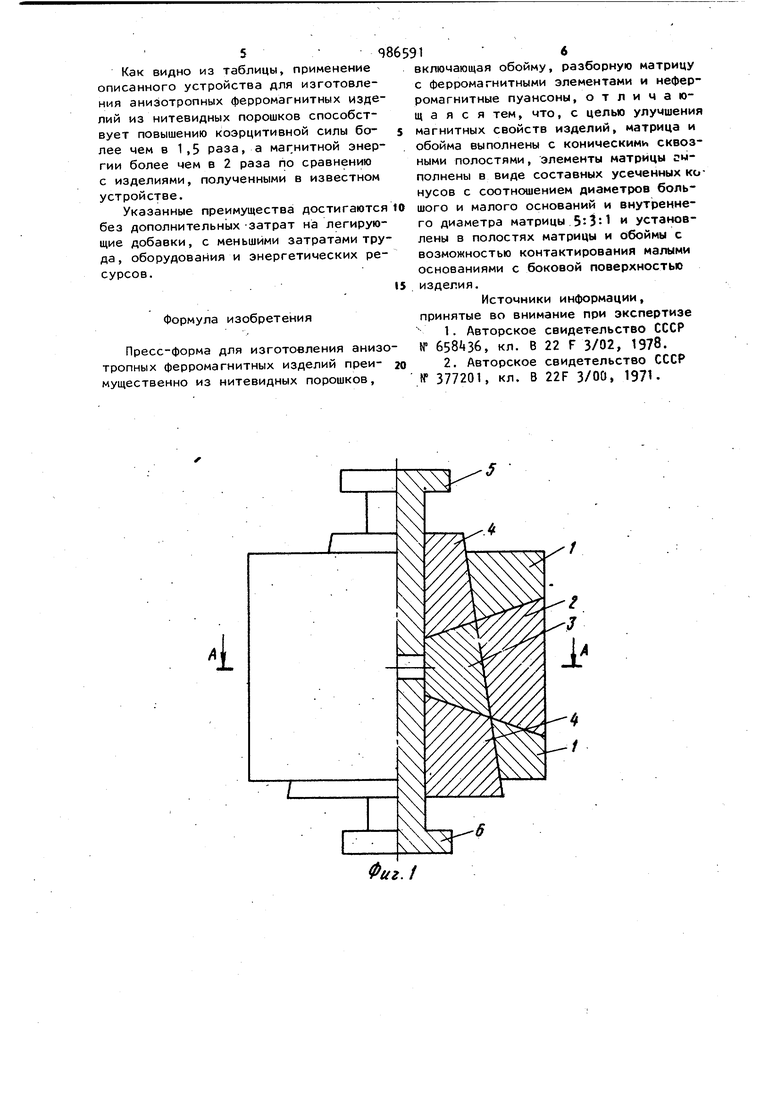
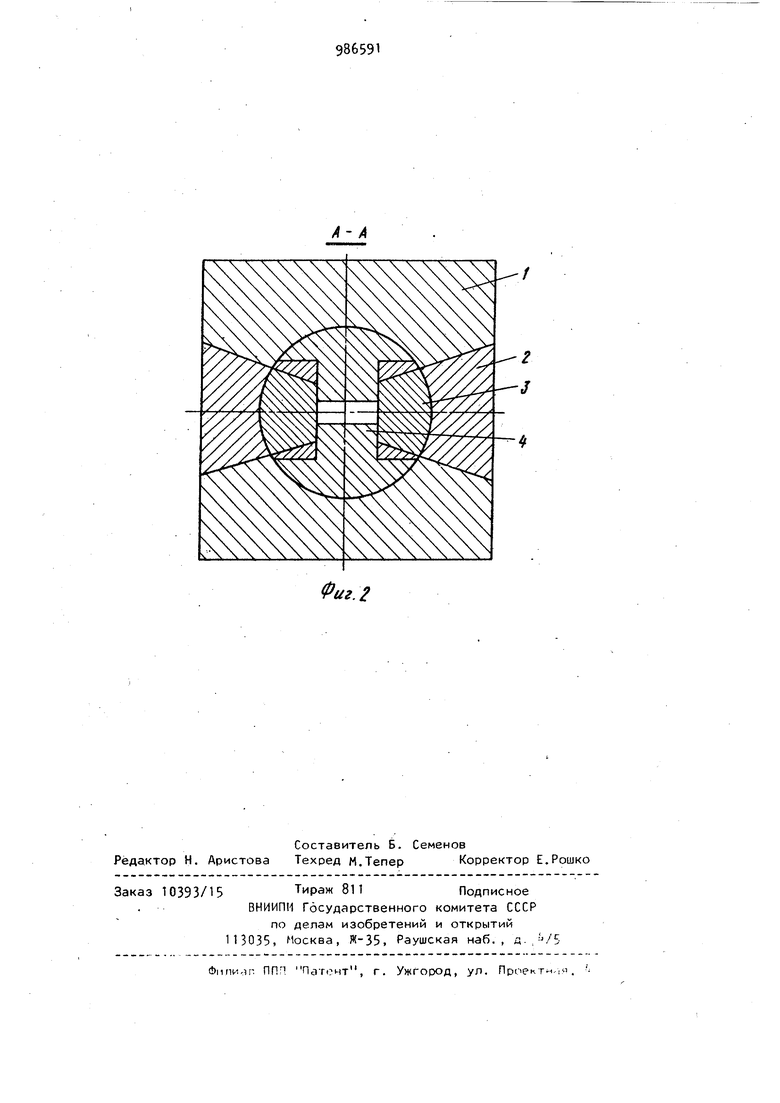
Цель достигается тем, что в прессформе для изготовления анизотропных Ферромагнитных изделий, преимущественно из нитевидных порошков, включающей обойму, разборную матрицу с ферромагнитными элементами и неферромагнитные пуансоны, матрица и обойма выполнены с коническими сквозными полостями, элементы матрицы выполнены в виде составных усеченных конусовс соотношением диаметров большего и малого осно ваний и внутреннего диаметра матрицы 5:3:1 и установлены в полостях матри3 98 цы и обоймы с возможностью контактиро вания малыми основаниями с боковой поверхностью изделия. На фиг. 1 показана пресс-форма, общий вид; на фиг. 2 - сечение А-Л на фиг. 1. Пресс-форма состоит из обоймы 1 из неферромагнитного материала, ферромаг нитных элементов 2, расположенных в обойме 1, и ферромагнитных элементов 3, расположенных в матрице k. В сборе ферромагнитные элементы матрицы и обой мы составляют симметрично расположенные, усеченные круговые конусы, малые основания которых являются феррома - нитными стенками рабочей полости матрицы. Диаметры больших и малых оснований конусов относятся к внутреннему диаметру матрицы, как 5:3:1Уменьшение диаметра малого основания по сравнению с шириной полости более, чем в 3 раза, приводит к неоднородности поля в области прессования А возрастание диаметра более, чем в 5 раз, приводит к значительному увеличению размеров пресс-формы, что технически и экономически нецелесообразно. Прессуемое изделие расположено между верхним пуансоном 5, нижним пуансоном б и ферромагнитными стенками полости. Устройство работает следующим образом. Пресс-форму в собранном виде помещают в магнитное поле так, чтобы соос но расположенные ферромагнитные элементы 2 и 3 матрицы k и обоймы 1 ориентировались вдоль направления поля. В матрицу вводят нижний пуансон 6 до тех пор, пока его рабочая поверхность полностью не окажется между ферромагнитными стенками. В рабочую полость заливают жидкую суспензию порошка и 14 связующего, которая постоянно перемешивается, например, с помощью ультразвука. В жидкой суспензии происходит ориентация отдельных анизотропных нитевидных частиц порошка и равномерное распределение на них изолирующих неферромагнитных компонентов связующего Неоднородность внешнего поля, создающаяся за счет его объемной концентрации элементами в виде усеченных конусов, обеспечивает втягивание частиц из слабо концентрированной суспензии в область прессования и формования заготовки, где магнитное поле является однородным и где воздействие сильного магнитного поля препятствует образованию- блоков с замкнутыми магнитными полями и способствует более полной ориентации частиц. После формования заготовки магнитным полем жидкую составляющую суспензии удаляют, а получившуюся заготовку высушивают в пресс-форме в магнитном поле. В пресс-ф.орму вводят верхний пуансон 6 и производят двухстороннее сжатие заготовки до требуемой плотности изделия с последующим спеканием. Устройство извлекают из пресса и магнитного поля, снимают обойму, разбирают матрицу и вынимают -готовое изделие. Для получения сравнительных данных о характеристиках изделий при одинаковых технологических режимах и на основе одного и того же порошка были изготовлены постоянные магниты в известном и описанном устройствах. Основные экспериментальные данные представлены в таблице. Характеристики изделий из нитевидных порошков сплава Fe-Co (содержание Со 2) , изготовленных в известном и предлагаемом устройствах.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления постоянных магнитов из анизотропных нитевидных порошков железа | 1980 |
|
SU859029A1 |
| ВСЕСОЮЗНАЯ П'аГ8^йТйОчГШ'1"Н | 1973 |
|
SU377201A1 |
| Устройство для изготовления анизотропных постоянных магнитов из магнитотвердых порошков | 1989 |
|
SU1731432A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Пресс-форма для изготовления постоянных магнитов из высококоэрцитивных материалов | 1987 |
|
SU1468658A1 |
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| Устройство для прессования анизотропных магнитов с осевой текстурой | 1982 |
|
SU1060309A1 |
| Прессформа для изготовления абразивных инструментов с ориентированными зернами | 1980 |
|
SU906721A1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
Коэрцитивная сила Нд , кА/м 66 71 Магнитная энергия, Дж/м 6,1 7,3 Остаточная индукция Вт, Тл 0,52 0,5 75 95 108 11 6,9 16,1 17,8 16,3 0,47 0,85 0,83 П.7Я
Как видно из таблицы, применение описанного устройства для изготовления анизотропных ферромагнитных изделий из нитевидных порошков способствует повышению коэрцитивной силы более чем в 1,5 раза, а магнитной энергии более чем в 2 раза по сравнению с изделиями, полученными в известном устройстве.
Указанные преимущества достигаются без дополнительных -затрат на легирующие добавки, с меньшими затратами труда, оборудования и энергетических ресурсов.
Формула изобретения
Пресс-форма для изготовления анизотропных ферромагнитных изделий преймущественно из нитевидных порошков,
включающая обойму, разборную матрицу с ферромагнитными элементами и неферромагнитные пуансоны, отличающаяся тем, что, с целью улучшения магнитных свойств изделий, матрица и обойма выполнены с коническими сквозными полостями, элементы матрицы гмполнены в виде составных усеченных конусов с соотношением диаметров большого и малого оснований и внутреннего диаметра матрицы 5:3. 1 и установлены в полостях матрицы и обоймы с возможностью контактирования малыми основаниями с боковой поверхностью изделия.
Источники информации, принятые во внимание при экспертизе
Фиг 2
