Изобретение относится к порошковой металлургии, в частности к прессованию заготовок из твердых труднодеформируемых порошковых материалов и устройствам для его реализации. Изобретение может быть использовано в производстве конструкционных материалов для точных приборов систем управления и навигации космических аппаратов.
Известен способ прессования с использованием составной матрицы, имеющей профиль цилиндра и усеченного конуса, переходящего в цилиндр, с высотой конусной части 0,5-0,7 высоты нижней части составной матрицы и углом наклона боковой поверхности конуса 1,5-2,2° [Патент РФ 2112657, опубл. 10.06.1998]. Недостатком способа является затрудненный выход изделия из матрицы при выпрессовке заготовки из-за трения о стенки матрицы, нарушение поверхности - грубые надиры, трещины и, как следствие, снижение выхода годных изделий.
Известен способ прессования твердых порошковых материалов и устройство для его осуществления, представляющее разборную матрицу, сопряженную по конической поверхности с охватывающей ее обоймой, связанной стяжками. В рабочей полости матрицы размещен, по крайней мере, один элемент для фиксации торцевой поверхности прессовки. Прессование осуществляют путем приложения односторонней или двусторонней нагрузки к верхнему и нижнему пуансонам. Выпрессовка заготовки из матрицы производится путем приложения усилия вдоль оси прессования, одновременного освобождения стяжки и снятия обоймы с конуса [Патент РФ 2083328, опубл. 10.06.1998]. Эти способ и устройство для его осуществления приняты в качестве наиболее близких аналогов изобретения. Недостатком способа и устройства является то, что в случае их использования при горячем прессовании твердых труднодеформируемых порошковых материалов, в процессе нагрева вследствие различий теплового расширения деталей матрицы и стяжек разборная матрица расходится, нарушаются фиксация деталей, условия объемного сжатия, форма заготовки, снижается плотность заготовки и выход годного.
Задача изобретения - повышение выхода годных заготовок и повышение их плотности.
Технический результат заключается в отсутствии надиров, трещин в получаемых заготовках.
Задача достигается тем, что в способе горячего прессования твердых труднодеформируемых порошковых материалов, включающем использование разборной матрицы, сопряженной по конической поверхности с охватывающей ее обоймой, пуансона и элемента для фиксации торцевой поверхности изделия, загрузку порошкового материала во внутреннюю полость матрицы, вакуумирование, нагрев, уплотнение и прессование порошкового материала с последующей выпрессовкой и освобождением изделия путем снятия обоймы с конусной поверхности разборной матрицы, при этом наклон сопряженной боковой конической поверхности матрицы и обоймы выбирают в пределах угла самоторможения, в рабочую зону разборной матрицы помещают экран, перед прессованием обеспечивают опережающий нагрев обоймы, свободно надетой на разборную матрицу, ее сползание и дополнительное стягивание разборной матрицы, при этом выпрессовку производят после установки опоры под обойму нажатием пуансона на разборную матрицу, в случае двухстороннего прессования разборная матрица и сопряженная с ней по конической поверхности охватывающая обойма в процессе прессования являются плавающими.
Устройство для горячего прессования твердых труднодеформируемых порошковых материалов, содержащее разборную матрицу, сопряженную по конической поверхности с охватывающей ее обоймой, пуансон и элемент для фиксации торцевой поверхности, при этом пуансон выполнен со съемной пресс-шайбой, элемент для фиксации торцевой поверхности выполнен в виде установленной на опору нижней пресс-шайбы, на которую опирается разборная матрица, а обойма свободно установлена на разборную матрицу, нижняя пресс-шайба выполнена цилиндрической с выступающей центральной частью, входящей в отверстие разборной матрицы, в случае двухстороннего прессования нижняя пресс-шайба выполнена составной в виде центрального цилиндра, входящего в отверстие разборной матрицы, и разъемного кольца, на которое опирается разборная матрица.
Применение предлагаемых способа горячего прессования твердых труднодеформируемых порошковых материалов и устройства для его осуществления позволяют увеличить выход годных заготовок свыше 95% и повысить их плотность до 99%, что достигается улучшением условий объемного сжатия при прессовании и исключением трения заготовки о стенки разборной матрицы при выпрессовке и извлечении заготовки из матрицы.
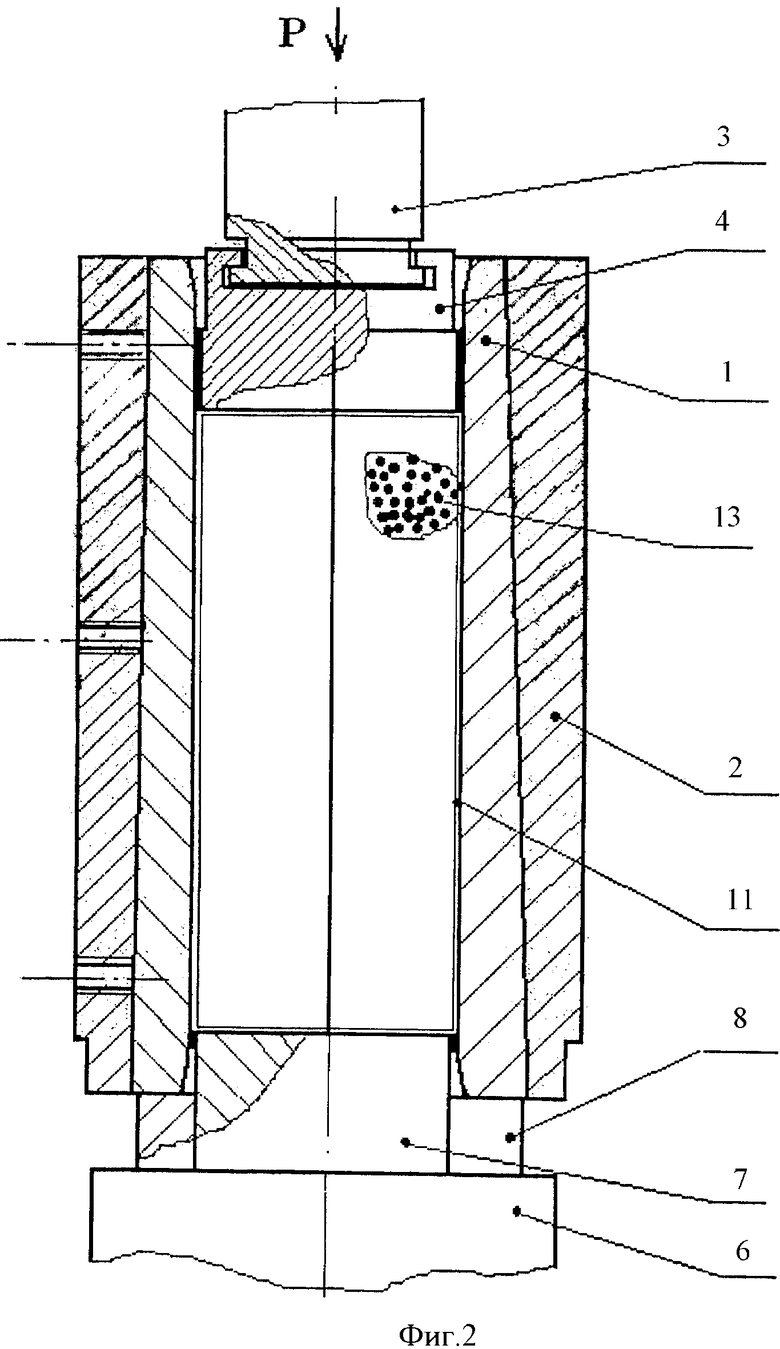
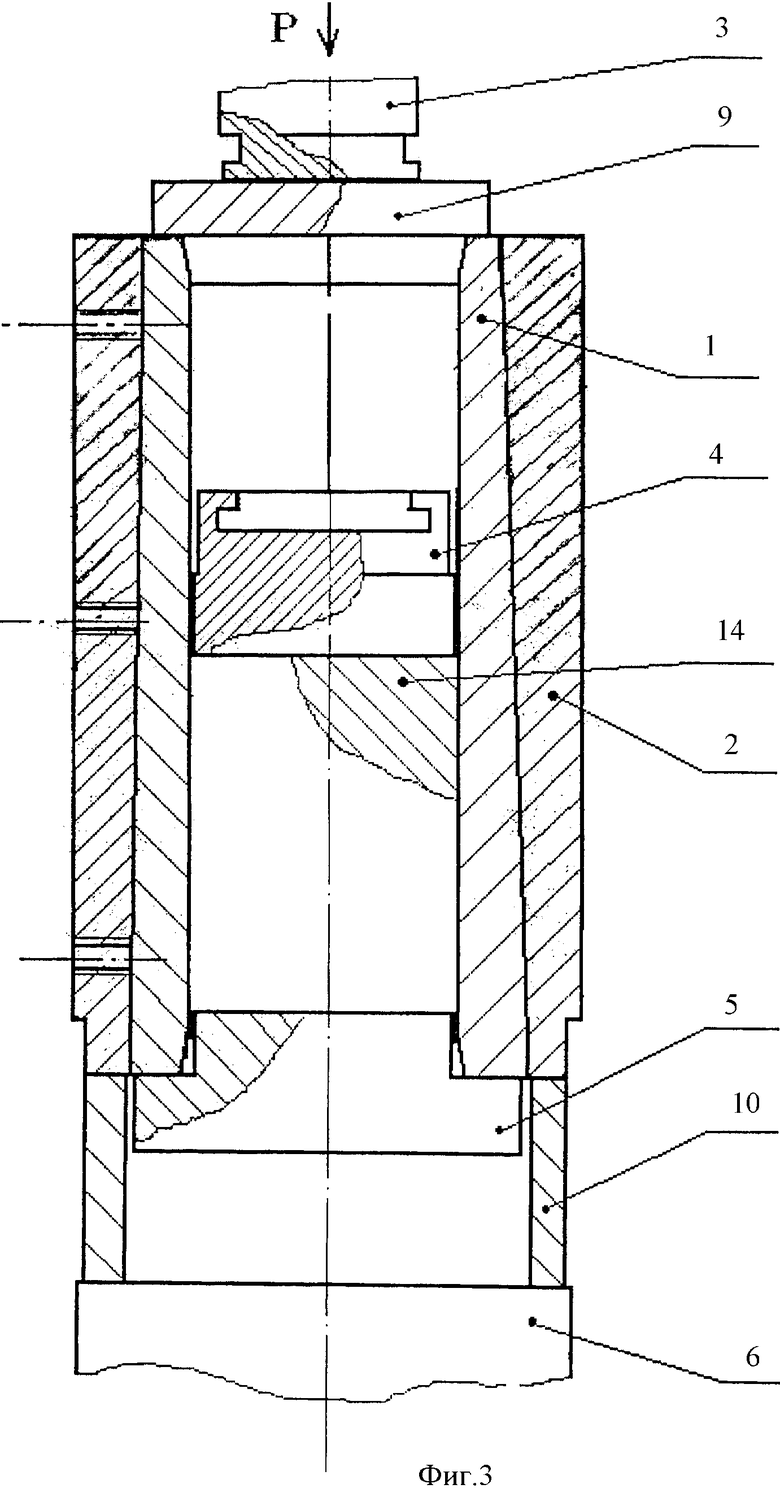
На фиг.1 показано устройство для одностороннего прессования твердых труднодеформируемых сплавов и композиционных материалов, на фиг.2 - устройство для двухстороннего прессования, на фиг.3 - выпрессовка готового изделия.
Устройство, с помощью которого реализуется предлагаемый способ прессования по схеме одностороннего приложения нагрузки, состоит из разборной матрицы 1, выполненной в виде усеченного конуса с цилиндрическим отверстием и состоящей, по крайней мере, из двух пришлифованных друг к другу частей, надетой на разборную матрицу 1 обоймы 2 с внутренней конической поверхностью, охватывающей разборную матрицу 1 по наружной конической поверхности, верхнего пуансона 3 со съемной верхней пресс-шайбой 4 и нижней пресс-шайбы 5, установленной на опоре 6. Разборная матрица 1 имеет вертикальные плоскости разъема и опирается на нижнюю пресс-шайбу 5.
Устройство для способа прессования по схеме двухстороннего приложения нагрузки содержит разборную матрицу 1, выполненную в виде усеченного конуса и состоящую по крайней мере из двух пришлифованных друг к другу вертикальных частей, надетую на нее обойму 2 с внутренней конической поверхностью, пуансон 3 со съемной верхней пресс-шайбой 4, нижнюю разборную пресс-шайбу, состоящую из цилиндрической вставки 7, которая входит в отверстие разборной матрицы 1, и съемного разъемного кольца 8. Устройство устанавливается на опору 6.
Выпрессовка изделия производится нажатием пуансона 3 на разборную матрицу 1 через шайбу 9 после введения опоры 10 под обойму 2, стягивающую разборную матрицу 1.
Способ прессования по схеме одностороннего приложения нагрузки осуществляют следующим образом. Разборную матрицу 1 основанием конуса размещают на нижней пресс-шайбе 5, установленной на опоре 6. Снаружи на разборную матрицу 1 надевают обойму 2 с внутренней конической поверхностью, притертой к наружной поверхности разборной матрицы 1. Обойма 2 стягивает разборную матрицу 1 под действием собственного веса или небольшого усилия (постукивания) в единое целое, формируя внутренний цилиндрический канал матрицы. В канал устанавливают экран 11, засыпают порошковый материал 12 и вводят пуансон 3 с верхней пресс-шайбой 4, подвешенной на байонете. После засыпки порошкового материала обойму 2, разборную матрицу 1, пресс-шайбы 4, 5 и порошковый материал 12 нагревают внешним источником до температуры прессования. В процессе нагрева вследствие опережающего разогрева и теплового расширения обойма 2 свободно сползает по конической поверхности разборной матрицы 1, дополнительно стягивая последнюю. Затем усилием Р производят прессование порошкового материала. После приложения усилия Р обойма 2 удерживается на разборной матрице 1 за счет того, что угол отклонения боковой поверхности конуса от вертикали α выбирается в пределах угла самоторможения: α≤arctg f, где f - коэффициент трения сопрягаемых конусных поверхностей разборной матрицы 1 и обоймы 2.
Способ прессования по схеме двухстороннего приложения нагрузки.
Разборную матрицу 1, состоящую по крайней мере из двух пришлифованных друг к другу частей, основанием конуса размещают на нижней разборной пресс-шайбе, состоящую из цилиндрической вставки 7 и съемного разъемного кольца 8, установленной на опоре 6. Обойму 2 надевают на разборную матрицу 1. Во внутренний цилиндрический канал матрицы засыпают порошковый материал 12, вводят пуансон 3 с верхней пресс-шайбой 4, подвешенной на байонете, и подпрессовывают порошок давлением, достаточным для создания трения между подпрессованным порошковым материалом 13, разборной матрицей 1, пресс-шайбой 4 и цилиндрической вставкой 7. После этого снимают давление и удаляют съемное разъемное кольцо 8. Затем нагревают обойму 2, разборную матрицу 1, пресс-шайбу 4, цилиндрическую вставку 7 и подпрессованный порошковый материал 13 внешним источником до необходимой температуры прессования в зависимости от прессуемого материала и усилием Р производят прессование порошкового материала. При приложении усилия прессования Р разборная матрица 1 с надетой на нее обоймой 2 оказывается плавающей. Таким образом, обеспечивают условия объемного сжатия порошкового материала по схеме двухстороннего приложения нагрузки.
Выпрессовка изделия при обоих вариантах прессования производится в следующей последовательности:
- после снятия давления ходом пуансона вверх или опоры 6 вниз, удерживаемая силами трения на верхней пресс-шайбе разборная матрица 1 с обоймой 2, готовым прессованным изделием 14 и нижней пресс-шайбой 5 или цилиндрической вставкой 7 отделяется от опоры 6;
- вводят опору 10 под обойму 2,
- ходом пуансона 3 вниз (или опоры 6 вверх) устанавливают обойму 2 на опору 10,
- разъединяют байонет между пуансоном 3 и пресс-шайбой 4, поднимают пуансон 3 (или опускают опору 6) и устанавливают шайбу 9 на разборную матрицу 1,
- выпрессовка производится нажатием пуансона 3 на разборную матрицу 1 через шайбу 9, после чего обойма 2 снимается с разборной матрицы 1, разборная матрица 1 раскрывается и из нее извлекается готовое прессованное изделие 14.
Выполнение установленной последовательности действий при выпрессовке предохраняет готовое прессованное изделие от надиров на боковой поверхности и разрушения. Применение предлагаемых способа и устройства возможно для горячего компактирования труднодеформируемых порошковых сплавов и композиционных материалов. При этом горячее прессование производят с нагревом в вакууме.
Для предотвращения схватывания сопрягаемых поверхностей обоймы 2 и разборной матрицы 1 применяют антиадгезионную смазку, в качестве которой может применяться коллоидная смазка на водной основе с антифрикционными наполнителями, имеющими низкую упругость пара в вакууме при температуре прессования. После нанесения смазки для удаления из нее влаги применяется сушка при температуре 200-400°С. Аналогичная смазка наносится на внутреннюю поверхность разборной матрицы 1, формирующую цилиндрический канал, и контактирующие с порошковым материалом и матрицей поверхности пресс-шайб 4, 5 или цилиндрической вставки 7. Во избежание миграции компонентов смазки в порошковый материал после нанесения смазки и сушки перед загрузкой порошка в рабочую зону разборной матрицы помещают экран из материала, соответствующего основе прессуемого порошкового материала.
Пример 1. Горячее прессование порошкового алюминиевого сплава САС-1 по схеме одностороннего приложения нагрузки.
На контактные поверхности и поверхность внутреннего цилиндрического канала матрицы и пресс-шайб для прессования по схеме одностороннего приложения нагрузки наносили антиадгезионную смазку. После сушки смазки (400°С, 2 ч) поверхности оснастки, контактирующие с порошковым материалом, защищали экраном в виде фольги из чистого алюминия. Во внутренний цилиндрический канал после сборки устройства засыпали порошок сплава САС-1 состава Al - 28% Si - 5,8% Ni. Диаметр канала составлял 70 мм, верхней и нижней пресс-шайб - 69,5 мм. Детали устройства изготавливали из стали 4Х5МФС, обработанной на НКСэ 44-48. Устройство с порошковым материалом нагревали до 520°С в вакууме 10-3-10-4 торр, после чего усилием Р поводили прессование. Давление при прессовании составляло 10 МПа. Для выпрессовки готового изделия 14 под обойму 2 вводили опору 10, для чего предварительно опускали вниз опору 6. Верхняя пресс-шайба 4 повисает на байонете пуансона, на ней удерживаются силами трения готовое изделие 14, разборная матрица 1 с обоймой 2 и нижняя пресс-шайба 5. После установки опоры 10, ходом опоры 6 вверх до контакта опоры 10 с обоймой 2 разгружали байонет, разъединяли пуансон 3 и верхнюю пресс-шайбу 4, вновь опускали опору 6 вниз. При этом обойма 2 опиралась на опору 10, установленную на опоре 6. Выпрессовку разборной матрицы 1 из обоймы 2 производили нажатием пуансона 3 на разборную матрицу 1 через шайбу 9. После выпрессовки раскрывали разборную матрицу 1 и извлекали готовую прессованную заготовку 14. Плотность изделия составила 2,704-2,713 г/см3 (близко к 100% расчетной), выход годного - 100%.
Пример 2. Горячее прессование порошкового композиционного материала с алюминиевой матрицей по схеме двухстороннего приложения нагрузки.
На контактные поверхности и поверхность внутреннего цилиндрического канала устройства и пресс-шайб для прессования по схеме двухстороннего приложения нагрузки наносили антиадгезионную смазку, сушили ее (400°С, 2 ч), поверхности матрицы и пресс-шайб защищали экраном из фольги из чистого алюминия, как в примере 1. Во внутренний цилиндрический канал после сборки устройства засыпали порошок композиционного материала состава Al - 42,5% Si - 3% Ni. Диаметр канала составлял 70 мм, верхней и нижней пресс-шайб - 69,5 мм. Детали устройства изготавливали из стали 4Х5МФС, обработанной на НКСэ 44-48. Порошок подпрессовывали при температуре 450°С давлением 1-2 МПа, после чего снимали давление и извлекали съемное разъемное кольцо 8. Затем нагревали обойму 2, разборную матрицу 1, пресс-шайбы 4, 7 и порошковый материал 14 до 550°С внешним источником в вакууме 10-3-10-4 торр. Усилием Р, соответствующим давлению 10 МПа, производили прессование порошкового материала. При этом разборная матрица 1 с надетой на ней обоймой 2 оказывалась плавающей. Таким образом, при неподвижной опоре 6 обеспечивались условия объемного сжатия порошка по схеме двухстороннего приложения нагрузки. Выпрессовку осуществляли аналогично примеру 1. Плотность изделия составила 2,56-2,565 г/см3 (99,2-99,5% расчетной плотности), выход годного - 95%.
Таким образом, увеличение выхода годных изделий и повышение плотности при прессовании твердых труднодеформируемых порошковых сплавов и композиционных материалов осуществляется в результате:
- саморегулируемой жесткой фиксации прессуемых изделий в матрице, исключающей нарушение условий объемной осадки и формы изделия из-за различия теплового расширения фиксирующих элементов,
- сохранения условий объемного сжатия после приложения усилия прессования вследствие выбора угла отклонения боковой поверхности конуса от вертикали в пределах угла самоторможения,
- применения антиадгезионных коллоидных смазок на водной основе и экрана, предотвращающего миграцию смазок в порошковый материал,
- соблюдения установленной последовательности операций при прессовании и выпрессовке готовой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПОЛОГО ПРОФИЛЯ | 2012 |
|
RU2509617C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2001 |
|
RU2191654C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| Способ горячего прессования труднодеформируемых сплавов | 2017 |
|
RU2668646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| УСТРОЙСТВО ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ПОРОШКОВЫХ И ПОРИСТЫХ МАТЕРИАЛОВ | 2006 |
|
RU2335378C2 |
| СПОСОБ ХОЛОДНОГО ФОРМОВАНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040368C1 |
| ПРЕСС-ФОРМА ДЛЯ ДВУХСТОРОННЕГО ПРЕССОВАНИЯ ПОРОШКА | 2018 |
|
RU2686436C1 |
Изобретение относится к порошковой металлургии, в частности к прессованию заготовок из твердых труднодеформируемых порошковых материалов и устройству для его реализации. Может использоваться в производстве конструкционных материалов для точных приборов систем управления и навигации космических аппаратов. Порошковый материал размещают во внутренней полости разборной матрицы (1), сопряженной по конической поверхности с охватывающей ее обоймой (2), и вакуумируют. Наклон сопряженной боковой конической поверхности матрицы и обоймы выбирают в пределах угла самоторможения. Разборная матрица опирается на нижнюю пресс-шайбу (5), установленную на опору (6). В рабочую зону разборной матрицы помещают экран. Проводят опережающий нагрев обоймы, свободно надетой на матрицу, ее сползание и дополнительное стягивание разборной матрицы. Прессование осуществляют посредством верхнего пуансона (3) с верхней съемной пресс-шайбой (4). Выпрессовку производят после установки опоры под обойму нажатием пуансона на разборную матрицу. Для освобождения изделия обойму снимают с конусной поверхности разборной матрицы. Способ позволяет увеличить выход годных заготовок и получить заготовки с высокой плотностью при отсутствии надиров и трещин. 2 н. и 3 з.п. ф-лы, 3 ил., 2 пр.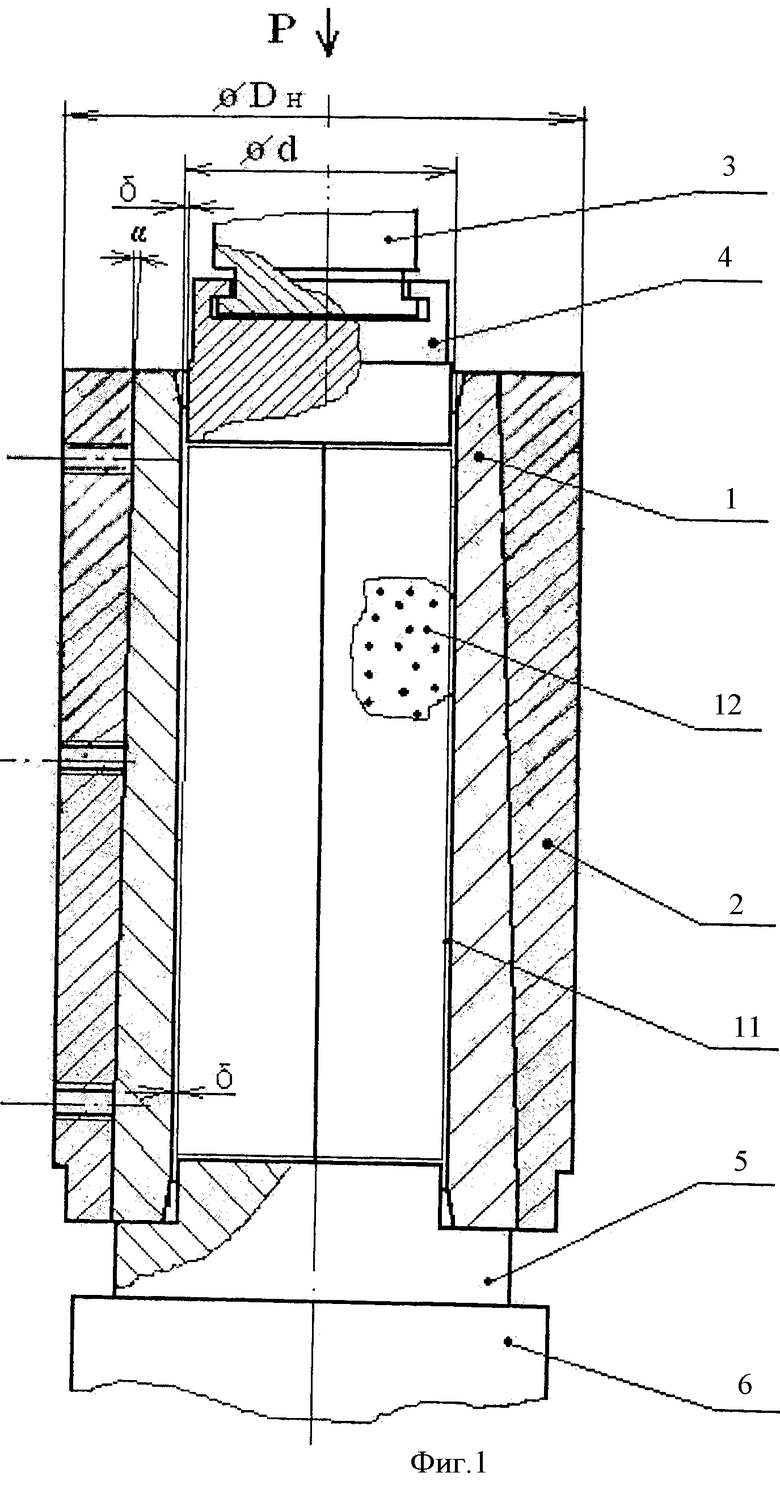
1. Способ горячего прессования твердых труднодеформируемых порошковых материалов, включающий использование разборной матрицы, сопряженной по конической поверхности с охватывающей ее обоймой, пуансона и элемента для фиксации торцевой поверхности изделия, загрузку порошкового материала во внутреннюю полость матрицы, вакуумирование, нагрев, уплотнение и прессование порошкового материала с последующей выпрессовкой и освобождением изделия путем снятия обоймы с конусной поверхности разборной матрицы, отличающийся тем, что наклон сопряженной боковой конической поверхности матрицы и обоймы выбирают в пределах угла самоторможения, в рабочую зону разборной матрицы помещают экран, перед прессованием обеспечивают опережающий нагрев обоймы, свободно надетой на разборную матрицу, ее сползание и дополнительное стягивание разборной матрицы, при этом выпрессовку производят после установки опоры под обойму нажатием пуансона на разборную матрицу.
2. Способ по п.1, отличающийся тем, что разборная матрица и сопряженная с ней по конической поверхности охватывающая обойма в процессе прессования являются плавающими.
3. Устройство для горячего прессования твердых труднодеформируемых порошковых материалов, содержащее разборную матрицу, сопряженную по конической поверхности с охватывающей ее обоймой, пуансон и элемент для фиксации торцевой поверхности, отличающееся тем, что пуансон выполнен со съемной пресс-шайбой, элемент для фиксации торцевой поверхности выполнен в виде установленной на опору нижней пресс-шайбы, на которую опирается разборная матрица, а обойма свободно установлена на разборную матрицу.
4. Устройство по п.3, отличающееся тем, что нижняя пресс-шайба выполнена цилиндрической с выступающей центральной частью, входящей в отверстие разборной матрицы.
5. Устройство по п.3, отличающееся тем, что нижняя пресс-шайба выполнена составной в виде центрального цилиндра, входящего в отверстие разборной матрицы, и разъемного кольца, на которое опирается разборная матрица.
| Способ горячего прессования порошков тугоплавких соединений и устройство для его осуществления | 1987 |
|
SU1456282A1 |
| Установка для горячего прессования порошка | 1983 |
|
SU1079359A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Захватно-срезающее устройство лесозаготовительной машины | 1977 |
|
SU753396A1 |
| Загрузочное устройство агломерационной машины | 1979 |
|
SU863980A1 |

