Изобретение основано на использовании искусственно создаваемого углового люфта между шпинделем токарного станка и обрабатываемой на центрах деталью. Влияние этого углового люфта противоположно по знаку влиянию углового люфта в шестернях и винте, благодаря чему суммарный люфт при постоянстве люфта в указанных выше звеньях станка может быть величиной отрицательной, равной нулю или положительной, в зависимости от величины выбираемого искусственного люфта.
Чтобы использовать такой люфт для совмещения резца при обратном ходе с винтовой ниткой, нарезанной при прямом ходе, предлагается применять в поводковой части хомутика два упора для поводкового пальца, расстояние между которыми можно регулировать. Для предотвращения самопроизвольного поворачивания детали при изменении направления ее вращения может быль применен тормоз. При пользовании изобретенным хомутиком желательно применять два дисковых резца, которые совместно поворачиваются при перемене хода и имеют главные режущие кромки, смещенные под углом друг относительно друга.
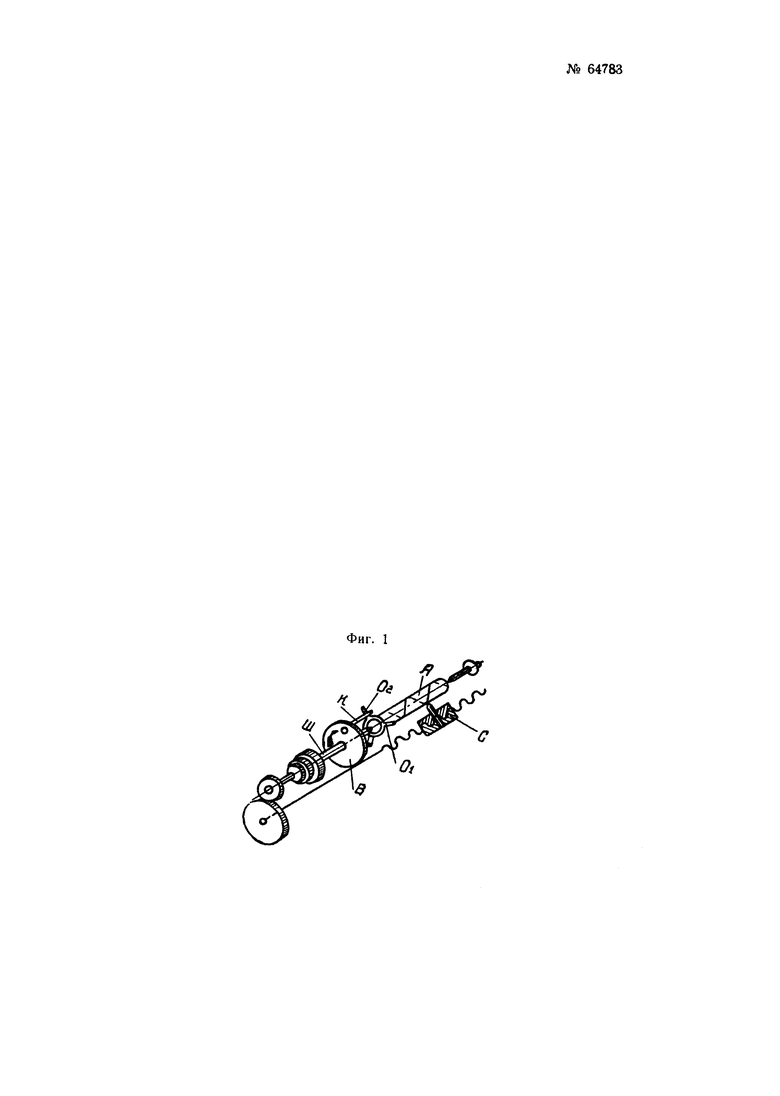
На чертеже фиг. 1 изображает схему токарного станка с установленной в его центрах нарезаемой деталью; фиг. 2, 3, 4 - схемы работы станка при разных компенсациях люфтов; фиг. 5 - комплект из двух дисковых резцов для нарезки левых и правых червяков; фиг. 6 - разрез резцедержателя; фиг. 7 - вид его сбоку; фиг. 8 - хомутик; фиг. 9 - тормоз.
Укрепленный на поводковом патроне В палец K (фиг. 1) при вращении шпинделя Ш вперед и назад попеременно упирается в два упора О1 и О2 поводка, насаженного на обрабатываемую деталь А, и приводит ее во вращение, то по часовой стрелке, то обратно, создавая этим искусственный угловой люфт между шпинделем и деталью А. При наличии углового люфта между пальцем K и упорами O1 и О2 вращение изделия А отстает от вращения шпинделя Ш на угол, равный этому угловому люфту. Изменяя величину последнего, т.е. величину угла между упорами O1 и О2, можно подобрать его так, что он будет полностью компенсировать люфт в шестернях и в гайке ходового винта и, следовательно, можно будет достигнуть такого положения, при котором резец при рабочем и обратном ходах будет точно следовать по канавке нарезаемого червяка или резьбы. Если продолжать увеличивать угловой люфт между шпинделем и обрабатываемой деталью и после того, как будет полностью компенсирован обычный люфт станка, супорт С будет начинать свое движение раньше, чем начнет вращаться нарезаемая деталь, а это поведет к тому, что при обратном ходе супорта резец будет идти впереди нарезанной им при рабочем ходе канавки, т.е. будет наблюдаться явление, обратное тому, которое имеет место при обычной работе на токарном станке, когда при неизбежном люфте в шестернях и разъемной гайке резец при обратном ходе супорта всегда отстает от прорезанной им при рабочем ходе канавки.
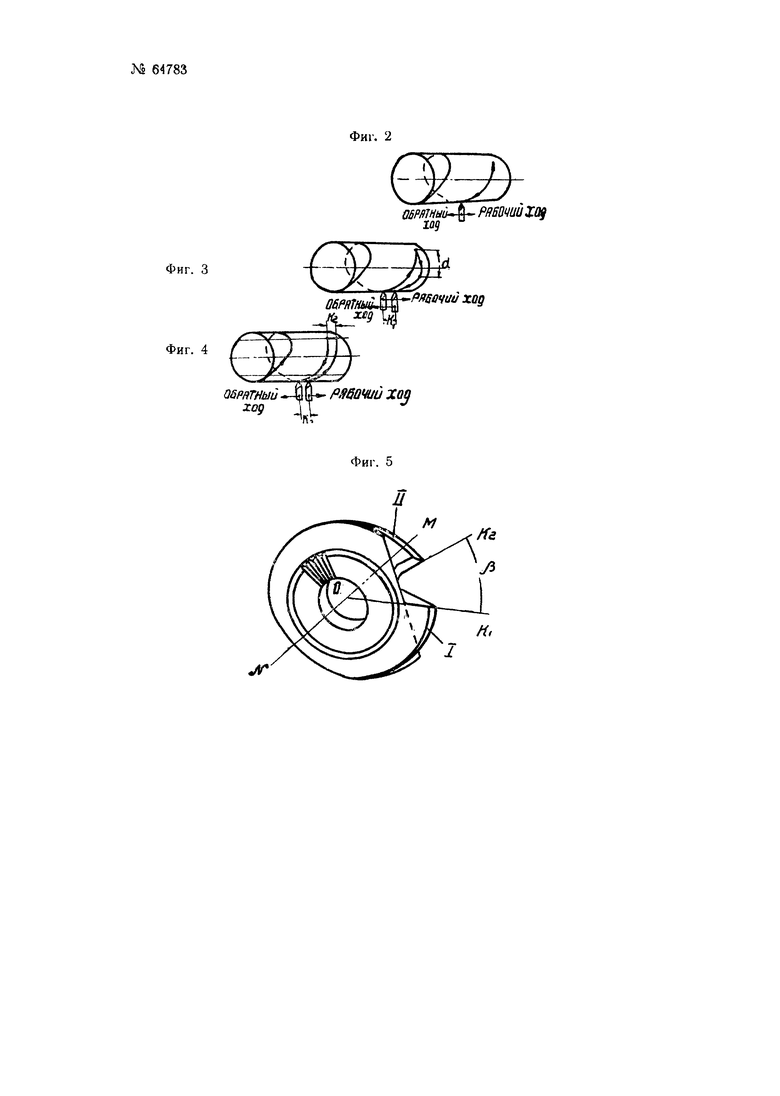
Схематически эти положения поясняются рисунками 2, 3, 4, на которых последовательно изображены: 1) схема работы при полной компенсации люфта; резец при обратном ходе идет точно по следу рабочего хода; 2) схема работы без компенсации люфта; резец при обратном ходе отстает от рабочего хода на величину K1 (буквою α обозначен угловой люфт) и 3) схема работы при увеличенном угловом люфте; резец при обратном ходе идет впереди на величину K2.
Работа должна вестись при полной компенсации люфта и только чистовой проход, доводящий ширину канавки до заданного размера, может выполняться с увеличением углового люфта.
При работе с предлагаемым хомутиком целесообразно применять два дисковых резца (фиг. 5). Профиль резца представляет собою половину профиля канавки червяка. Главная режущая кромка лежит в плоскости, проходящей через ось MN дискового резца, и определяет заточку передней грани резца.
На фиг. 5 изображен комплект двух дисковых резцов для нарезки левых и правых червяков. Оба резца составлены плоскими сторонами друг к другу и их главные режущие кромки OK1 и ОK2 образуют между собою угол β=15-20°. Режущая кромка OK1 работает при движении супорта от передней бабки к задней. При этом движении кромка OK1 должна лежать точно в плоскости, проходящей через оси нарезаемой детали и резцов. Перед обратным ходом супорта резцы должны быть повернуты на угол β; при этом режущая кромка ОK2 должна лежать точно в плоскости, проходящей через ось MN резцов и ось нарезаемой детали.
Резец I при работе резца II выходит из канавки и в работе не участвует. Таким образом при прямом ходе работает резец I, а при обратном - резец II.
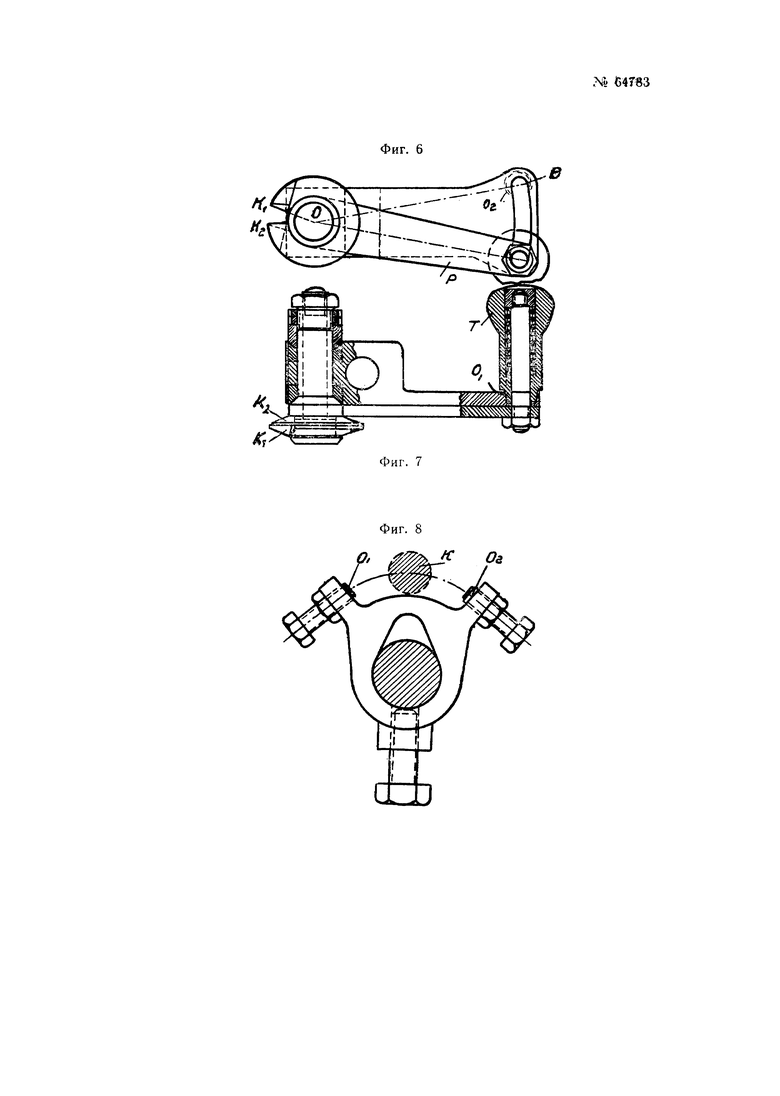
На фиг. 6 и 7 изображен один из вариантов резцедержателя для дисковых резцов. При прямом ходе супорта рычаг Р находится в нижнем положении и работает режущая кромка K1 При обратном ходе рукоятку Т надо сдвинуть в сторону, вывести ее из фиксирующего отверстия O1 в корпусе, поднять вверх и втолкнуть в отверстие О2 в корпусе. При таком положении рычага Р, когда ось его будет совпадать с линией ОВ, в работу включится режущая кромка K2.
На фиг. 8 изображен общий вид хомутика для получения углового люфта между шпинделем и обрабатываемой деталью. Упоры O1 и O2 в виде болтов, ввернутых в отростки поводка, дают возможность регулировать величину перемещения между ними пальца K поводкового патрона, а, следовательно, и величину углового люфта между шпинделем и нарезаемой деталью.
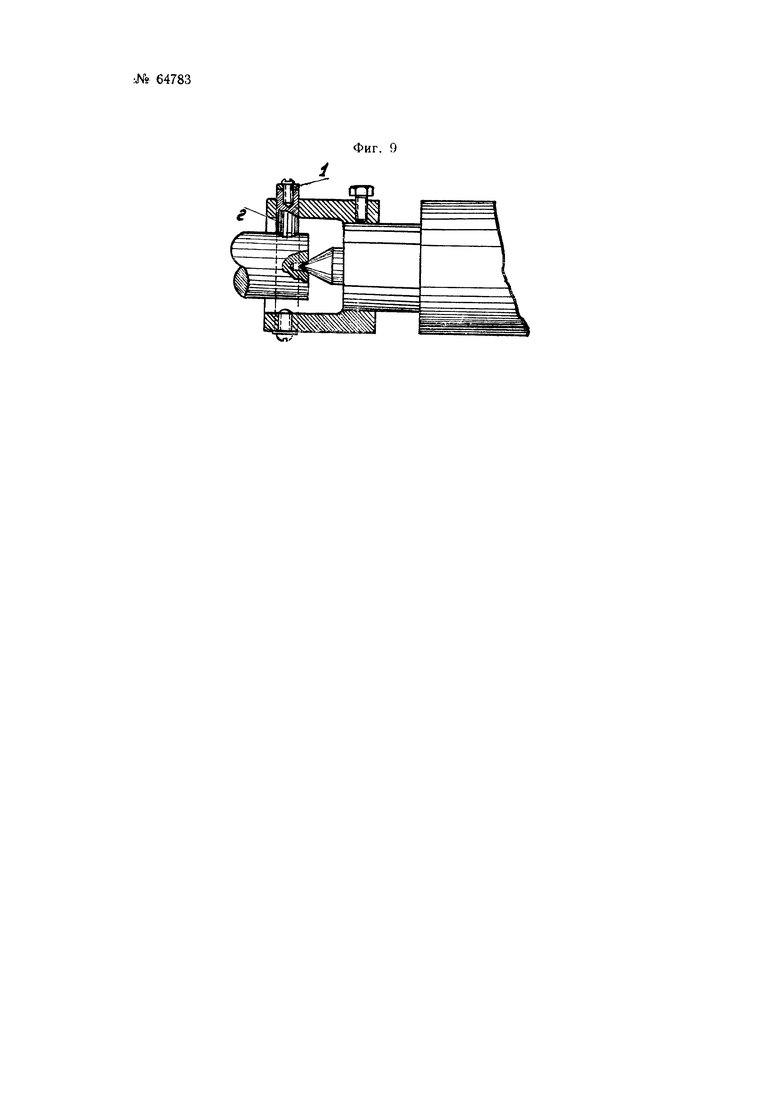
На фиг. 9 изображен тормоз, устанавливаемый на шпинделе задней бабки токарного станка. Назначение тормоза состоит в том, чтобы удерживать деталь от произвольного поворота при изменении направления вращения шпинделя. С этой, целью кольцевая пружина 1 прижимает к обрабатываемой детали вкладыш 2 тормоза. Сила трения между вкладышем 2 и поверхностью обрабатываемой детали должна быть достаточной для удержания от произвольного вращения обрабатываемой детали во время изменения направления вращения шпинделя.
Наладка станка для работы начинается с того, что на поворотной части супорта устанавливают держатель для дисковых резцов, на шпиндель задней бабки крепят тормоз, а на центрах станка устанавливают заготовку нарезаемой детали с укрепленным на ней хомутиком. Затем, прочертив на цилиндрической поверхности винтовую линию, регулируют расстояние между упорами O1 и О2 хомутика, изменяя этим угловой зазор между шпинделем и нарезаемой деталью до полной компенсации люфта станка, т.е. до тех пор, пока конец резца при обратном ходе суппорта будет точно следовать по винтовой линии, нанесенной концом этого же резца при прямом ходе.
После наладки станка подают поперечным винтом резец по направлению к оси нарезаемого изделия и прорезают первый проход. После выхода резца из нарезаемой канавки переводят рычаг резцедержателя для работы на обратном ходе и снова подают резцедержатель поперечным винтом вперед. Таким образом за каждый ход супорта резец в конце этих ходов подается понемногу вперед до получения полной глубины канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для обработки кулачных шайб к станкам для снятия затылков у лерок | 1933 |
|
SU36129A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Способ и приспособление для нарезки многозаходных червяков на токарном станке | 1935 |
|
SU47888A1 |
| СВОБОДНО ВРАЩАЮЩИЙСЯ ТОКАРНЫЙ РЕЗЕЦ | 1938 |
|
SU57478A1 |
| Приспособление к токарному станку для снятия боковых сторон режущих ниток метчиков | 1935 |
|
SU49729A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1934 |
|
SU41301A1 |
| Приспособление для токарного станка | 1985 |
|
SU1306660A1 |
| Устройство для дробления сливной стружки на токарном станке | 1981 |
|
SU986611A1 |
| Устройство для ротационного резания | 1988 |
|
SU1565590A1 |
1. Хомутик к токарно-винторезному станку для совмещения резца при обратном ходе с винтовой ниткой, нарезанной при прямом ходе, отличающийся применением для поводкового пальца K двух упоров O1 и O2 расстояние между которыми регулируется, с целью установления такого же запаздывания начала вращения детали при перемене направления ее вращения, как и запаздывания начала движения супорта при перемене направления его движения.
2. При использовании хомутика по п. 1 применение тормоза для удерживания детали от произвольного поворота при изменении направления ее вращения.
3. При использовании хомутика по п. 1 применение двух дисковых резцов, совместно поворачиваемых вокруг своей оси при перемене хода и имеющих главные режущие кромки K1 и K2, расположенные на некотором угловом расстоянии β друг от друга.
