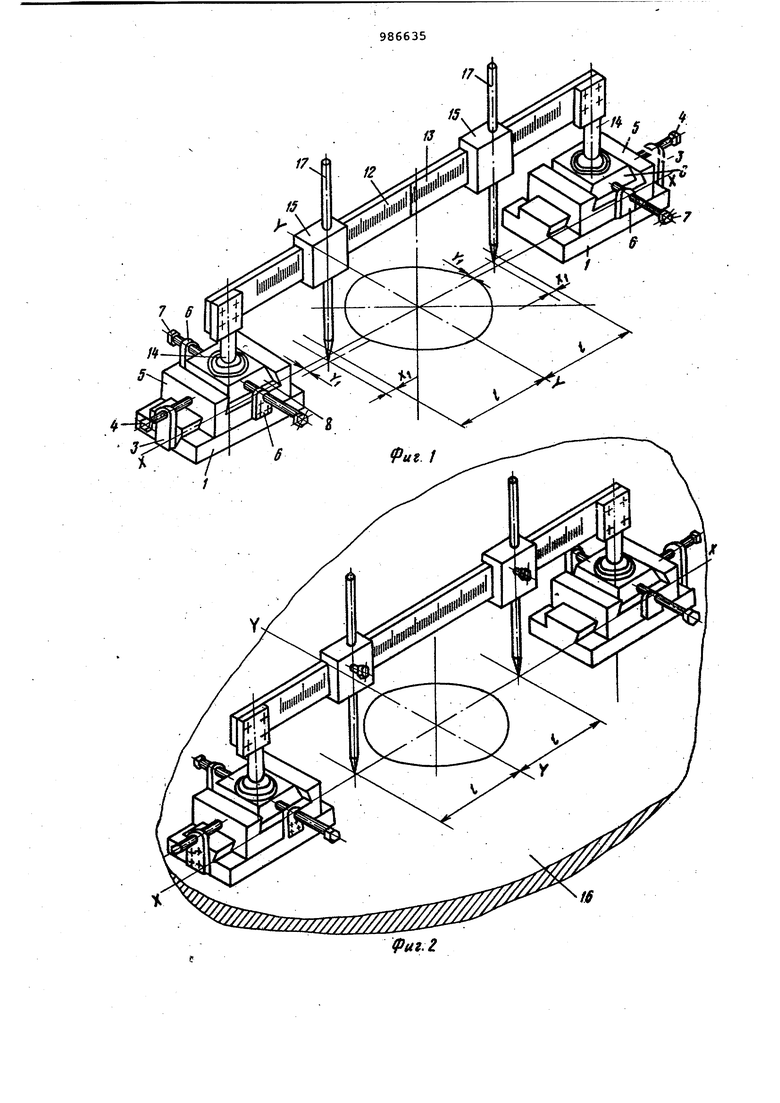
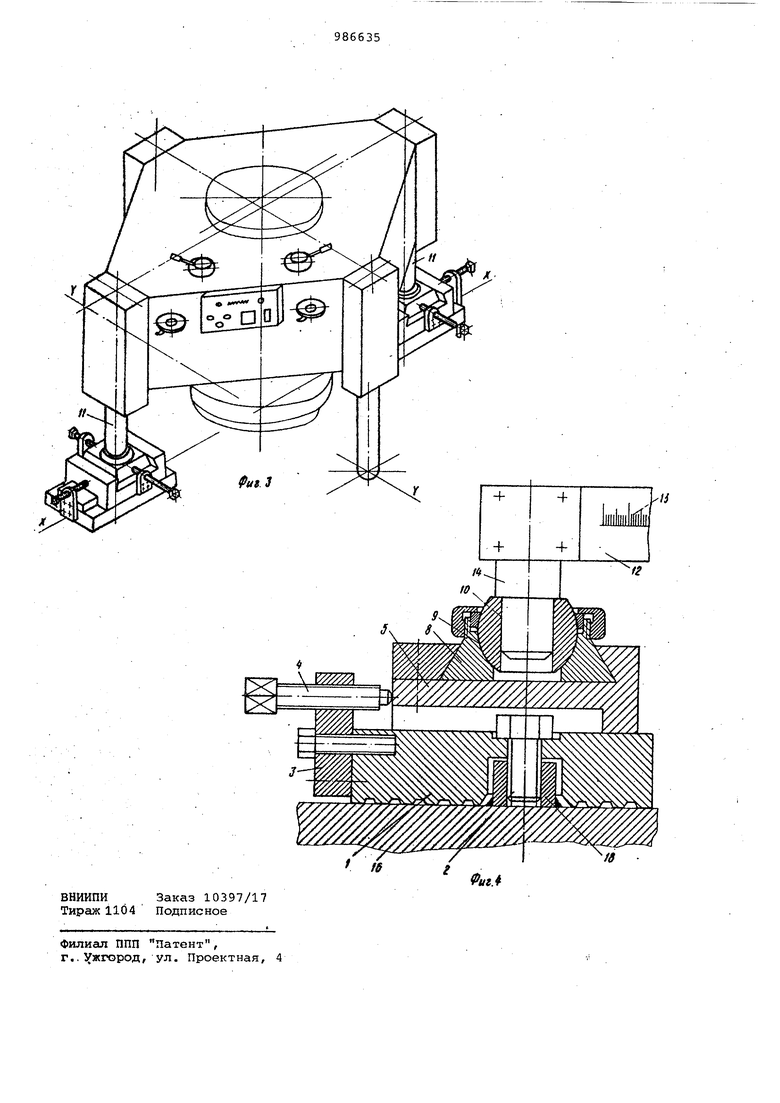
рующим отверстием 10, равным диаметру опоры 11 станка. УстройстБО также содержит линейку 12, на которой нанесена шкала 13 с делениями симметрично относительно центра. На краях линейки закреплены имитирующие опоры станка опорные пал ,цы 14, причем они закреплены на расстоянии, равном расстоянию между опорами 11 станка и симметрично отно сительно центра линейки. Диаметр опорных пальцев 14 равен диаметру центрирующего отверстия 10, На линейке 12 установлены с возможностью перемещения вдоль шкалы карет ки 15. В каретках 15 установлены нор мально к обрабатываемому изделию 16 с возможностью осевого перемещения ; игольчатые указатели 17, Основание 1 башмаков крепится к обрабатываемому изделию посредством винта 2, ввер нутого в резьбовую втулку 18, Центрируют переносный станок следующим образом. На обрабатываемом изделии, 16 размещают относительно обрабатываемого фундамента или какого-либо другого Места, где необходимо произвести обработку переносным станком, две взаимно-перпендикулярные оси X и V . На одной из осей, например на оси X по обе стороны от центра на расстоянии, приблизительно равном расстоянию от оси станка до опоры, приваривают две технологические резьбовые втулки 18 и проводят на расстоянии 2 от центра две контрольные риски. На резьбовые втулки 18 крепят винтами 2 основания 1 башмаков. На основание 1 устанавливают ползуны 5 в сборе с подпятником 8. в центрирующие отверстия 10 подпятников 8 устанавливают опорные пальцы 14 линейки 12. Подвижные каретки 15 устанавливают на линейке 12 в такое положение, чтобы игольчатые указатели 17 находи лись на таком же расстоянии от центра, как и контрольные риски, а затем игольчатые указатели 17 опускают до соприкосновения с обрабатываемым изделием 16. При такой установке игольчатые указатели 17, а следовательно и башмаки, могут занимать произвольное положение относительно разметки, например Х и Y относительно осей X и Y. Для точной установки упорными винтами 7,,расположенными на ползуне 5, перемещают поочередно подпятники 8 до-тех пор, пока игольчатые указатели 17 не встанут строго по оси X. Затем упорными винтами 4, расположенными на основании 1 перемещают по оси .X ползуны 5 вместе с подпятниками 8 и установл.енной в них лидейкой 12 до тех пор, пока игольчатые указатели 17 не встанут строго против контрольных рисок на расстоянии 8 от центра. При таком расположении игольчатых указателей 17 центрирующие отверстия 1о подпятников 8- располагаются по оси X на одинаковом расстоянии от центра разметки и при этом на расстоянии друг от друга, равном расстоянию между опорами 11 станка. После этого, из центрирующих отверстий 10 вынимают опорные пальиы14 с линейкой 12 и на их место устанавливают своими опорами 11 переносный станок . Так как опоры 11 станка расположе- ны в плоскости, проходящей через ось шпинделя- и на одинаковом расстоянии от него, то ось шпинделя установится строго против оси разметки. Конструкция устройства для центрировайия переносного станка позволит, заменить перемещение всей иассы станку при его центрировании относительно разметки на перемещение незначительной массы подвижных частей башмаков с установленной в них линейкой, следовательно, снизить трудоемкость центрирования станка, и, кроме того, позволит сократить вспомогательное время на установку станка на обрабатываемое изделие, что особенно трудоемко при установке станка на наклонные и вертикальные поверхности обрабатываемого изделия ,где для перемещения станка требуется дополнительно установить специальные стяжки и распорки формула изобретения Устройство для центрирования переносного станка, содержащее два башмака, каждый из которых выполнен в виде основания для крепления к обрабатываемой детали и ползуна с подпятником, причем ползун установлен с возможностью перемещения относительно основания, а подпятник - перпендикулярно ползуну, измерительную линейку со шкалой для выставки опор станка, отличающееся тем, что, с целью снижения трудоемкости центрирования, подпятники башмаков выполнены со сферической поверхностью и центрирующим отверстием, а линейка снабжена двумя каретками, установленными с возможностью перемещения вдоль шкалы, иопорными пальцами,размещенными друг от друга на расстоянии опор переносного станка и предназначенными для установки в центрирующих отверстиях подпятников, причем каретки выполнены с игольчатыми указателями с осью, расположенной перпендикулярно плоскости крепления башмаков к обрабатываемой детали. Источники информации, принятые во внимание при экспертизе 1. Средства механизации и оснастка для механомонтажных работ. Каталог ЦНИИТС 1975, с. 7.
(p(tz.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной фрезерный станок | 1984 |
|
SU1181785A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Установка для резки рулонных материалов | 2020 |
|
RU2734212C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ И НАТЯЖЕНИЯ (ПРОКОВКИ) ДИСКА ПИЛЫ | 1999 |
|
RU2149351C1 |
| Устройство для измерения размеров изделий | 1990 |
|
SU1772587A1 |
| Устройство для монтажа и демонтажа прессовых соединений | 1982 |
|
SU1057226A1 |
| ДЕЛИТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ, В ОСОБЕННОСТИ ДЛЯ СЛЕПЫХ | 1936 |
|
SU49725A1 |
| Переносной станок | 1979 |
|
SU852454A1 |
| Вычислительный прибор для определения установочных геометрических параметров | 1980 |
|
SU935974A1 |
| Гальванометр | 1929 |
|
SU14023A1 |