Изобретение относится к области металлообработки и может быть иопользовано в различных отраслях промышленности для поверхностного фрезерования плоских заготовок.
Известны фрезерные станки для обработки плоских заготовок, включающие связанные со станиной фрезы, листодержатели, узлы подачи смазочно-охлаждающей жидкости, задающие опорные и тянущие ролики 1.
Основными недостатками этих станков является то, что листодержатели ааполнены в виде консольно закрепленных плит с термообработанными, шлифованными поверхностями, на которые опираются заготовки при их обработке. При фрезеровании заготовки (.полосы) прижимаются опорныгл роликами к шлифованным поверхностям листодержателей и при перемещении трутся по ним. В результате этого на поверхностях листодержателей появляются навары металла заготовок, а при попадании стружки различно ориентированные риски. Это приводит к тому, что на обработанных поверхностях заготовок подвляются натиры, царапины, навары и трещины, что снижает их качество.
К недостаткам также относится то, что установка листодержателей осуществляется обычно грузоподьем ными средствами цеха. Это затрудняет настройку фрезерных станков и, соответственно, снижает их производительность и качество обрабатываемых поверхностей заготовок.
Кроме того, стационарное располо10жение отверстий и сопел в теле листодержателей приводит к тому, что смазочно-охлаждающая жидкость не всегда попадает в зону обработки, в результате чего снижается качество
15 обрабатывае1 и поверхностей заготовок и стойкость фрез.
Отсутствие устройств (.механизмов) для фрезерования боковых сторон заготовок приводит к ухудшению ка20чества готовой продукции.
Цель изобретения - расширение технологических возможностей и повышение качества.
Для этого описываемой станок
25 снабжен размещенным с возможностью самоустановки в направлении движения заготовки узлом для обработки боковых граней заготовок с суппортом, снабженным катками, размещен30ными в выполненных в станине пазах.
и амортизаторами, расположенными перпендикулярно направлению перемещения заготовок, причем листодержатели снабжены механизмами их установки по высоте- и р.асположенными в шахматном порядке роликами, а узлы по.цачи смазочно-охлаждающей жидкоети выполнены в виде коллекторов с механизмами их поворота и сменными насадками.
На фиг„ 1 представлен описываемый станок, продольный разрез,- на фиг. 2 - вид А фиг. 1; на фиг. 3 вид Б фиг. 2,- на фиг. 4 - разрез В-В фиг. 3; на фиг. 5 - вид Г фиг.1
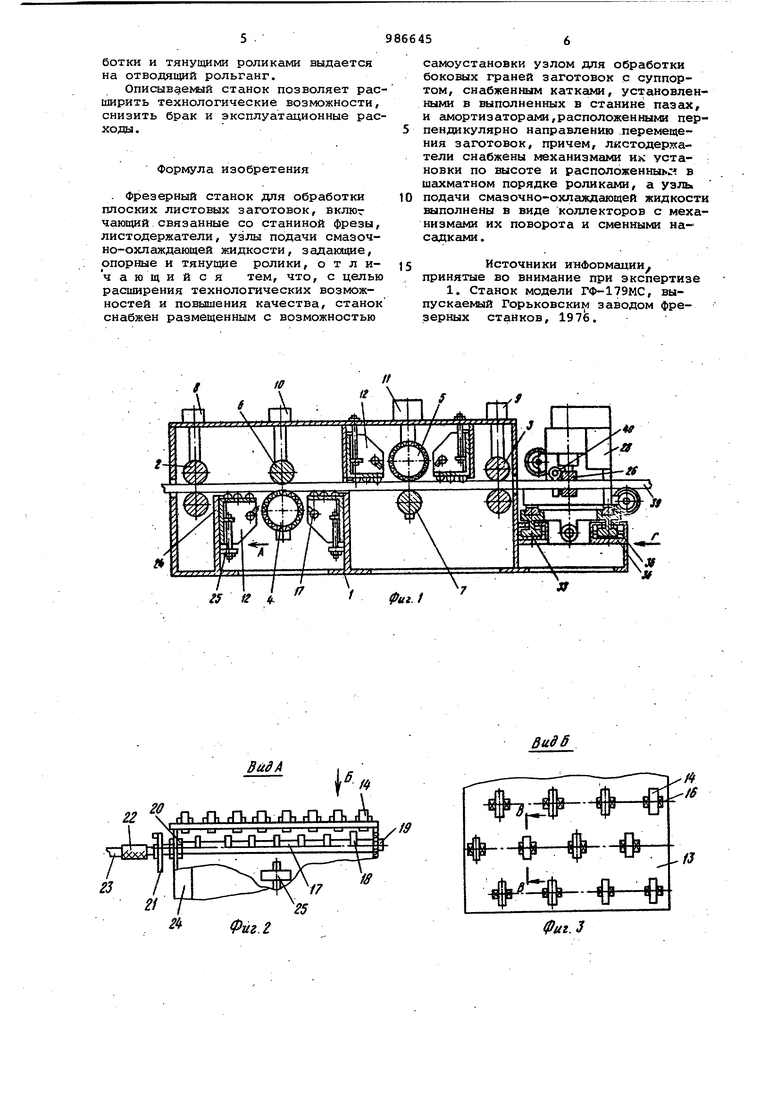
Фрезерный станок для обработки плоских листовых заготовок состоит из станины 1, в которой установлены задающие ролики 2, тянущие ролики 3 фрезы 4 и 5 и опорные ролики 6 и 7. Для установки требуемого раствора между задающими 2 и тянущими 3 роликами служат червячные редукторы 8 и 9. Раствор между фрезами 4 и 5 и опорными роликами 6 и 7 устанавливается червячными редукторами 10 и ll. Листодержатели 12 представляют собой сварные кронштейны, в опорных поверхностях 13 которых установлены в шахматном порядке ряды роликов 14
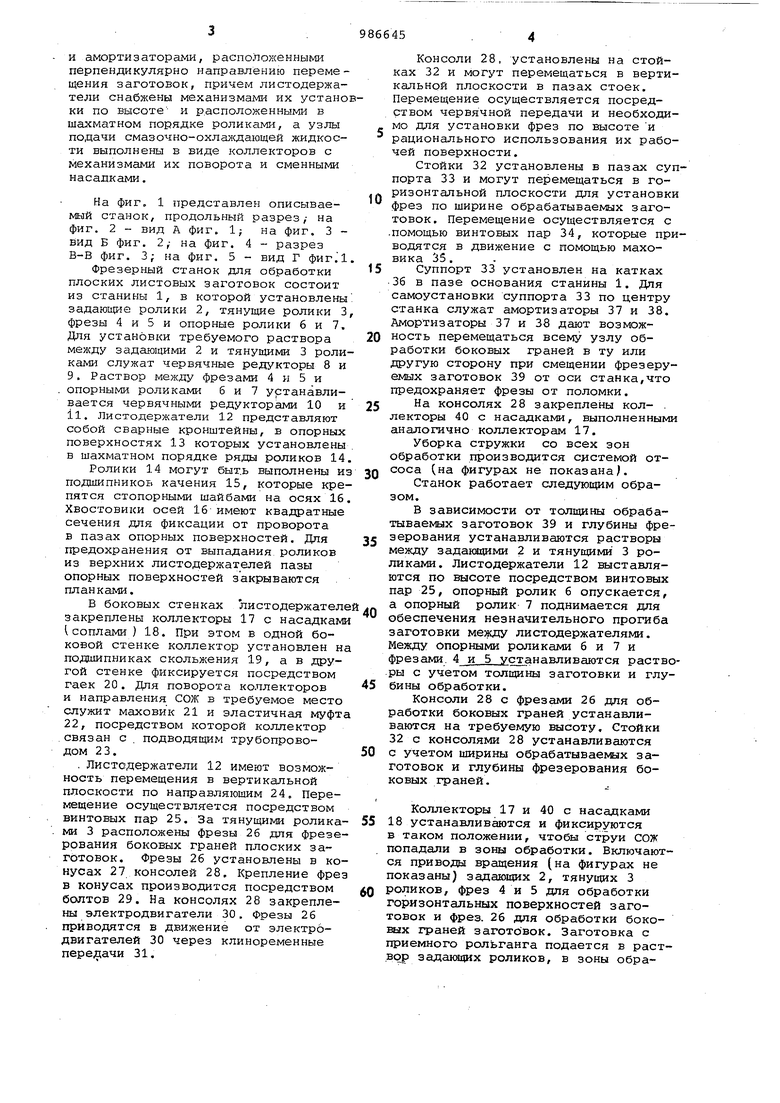
Ролики 14 могут быть выполнены из подшипников качения 15, которые крепятся стопорными шайбами на осях 16, Хвостовики осей 16 имеют квадратные сечения для фиксации от проворота в пазах опорных поверхностей. Для предохранения от выпадания роликов из верхних листодержателей пазы опорных поверхностей закрываются планками.
В боковых стенках листодержателе закреплены коллекторы 17 с насадками I соплами ) 18. При этом в одной боковой стенке коллектор установлен на подшипниках скольжения 19, а в другой стенке фиксируется посредством гаек 20. Для поворота коллекторов и направления СОЖ в требуемое место служит маховик 21 и эластичная муфта 22, посредством которой коллектор связан с . подводящим трубопроводом 23.
. Листсдержатели 12 имеют возможность перемещения в вертикальной плоскости по направляющим 24. Перемещение осуществляется посредством винтовых пар 25. За тянущими роликами 3 расположены фрезы 26 для фрезерования боковых граней плоских заготовок. Фрезы 26 установлены в конусах 27 консолей 28. Крепление фрез в конусах производится посредством болтов 29. На консолях 28 закреплены электродвигатели 30. Фрезы 26 приводятся в движение от электродвигателей 30 через клиноременные передачи 31.
Консоли 28, установлены на стойках 32 и могут перемещаться в вертикальной плоскости в пазах стоек. Перемещение осуществляется посредством червячной передачи и необходимо для установки фрез по высоте и рационального использования их рабочей поверхности.
Стойки 32 установлены в пазах супорта 33 и могут перемещаться в горизонтальной плоскости для установк фрез по ширине обрабатываемых заготовок. Перемещение осуществляется с .помощью винтовых пар 34, которые прводятся в движение с помощью маховика 35.
Суппорт 33 установлен на катках
36 в пазе основания станины 1, Для самоустановки суппорта 33 по центру станка служат амортизаторы 37 и 38. Амортизаторы 37 и 38 дают возможность перемещаться всему узлу обработки боковых граней в ту или другую сторону при смещении фрезеруемых заготовок 39 от оси станка,что предохраняет фрезы от поломки.
На консолях 28 закреплены кол- . лекторы 40 с насадками, выполненным аналогично коллекторам 17.
Уборка стружки со всех зон обработки производится системой отсоса (на фигурах не показана.
Станок работает следующим образом.
В зависимости от толщины обрабатываемых заготовок 39 и глубины фрезерования устанавливаются растворы между задаклдами 2 и тянущими 3 роликами. Листодержатели 12 выставляются по высоте посредством винтовых пар 25, опорный ролик 6 опускается, а опорный ролик 7 поднимается для обеспечения незначительного прогиба заготовки между листодержателями. Между опорными роликами 6 и 7 и фрезами. 5 устанавливаются раствры с учетом толщины заготовки и глубины обработки.
Консоли 28 с фрезами 26 для обработки боковых граней устанавливаются на требуемую высоту. Стойки 32 с консолями 28 устанавливаются с учетом ширины обрабатываег ых заготовок и глубины фрезерования боковых граней.
Коллекторы 17 и 40 с насадками 18 устанавливаются и фиксируются в таком положении, чтобы струи СОЖ попадали в зоны обработки. Включаются приводы вращения (на фигурах не показаны) задающих 2, тянущих 3 роликов, фрез 4 и 5 для обработки горизонтальных поверхностей заготовок и фрез. 26 для обработки боковых граней заготовок. Заготовка с приемного рольганга подается в раствор задакяцих роликов, в зоны обработки и тянущими роликами выдается на отводящий рольганг.
Описываемой станок позволяет расширить технологические возможности, снизить брак и эксплуатационные расходы.
Формула изобретения
. Фрезерный станок для обработки плоских листовых заготовок, вклют чающий связанные со станиной фрезы, листодержатели, узлы подачи смаэочно-охлаждающей жидкости, задающие, опорные и тянущие ролики, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества, станок снабжен размещенным с возможностью
самоустановки узлом для обработки боковых граней заготовок с суппортом, снабженным катками, установленными в выполненных в станине пазах, и амортизаторами,расположенными перпендикулярно направлению перемещения заготовок, причем, лкстодержатели снабжены механизмами их установки по высоте и расположенныь:: в шахматном порядке роликами, а уэль.
подачи смазочно-охлаждающей жидкости илполнены в виде коллекторов с механизмами их поворота и сменными насадками .
Источники информации.
принятые во внимание при экспертизе
1. Станок модели ГФ-179МС, выпускаемый Горьковским заводом фрезерных станков, 1976.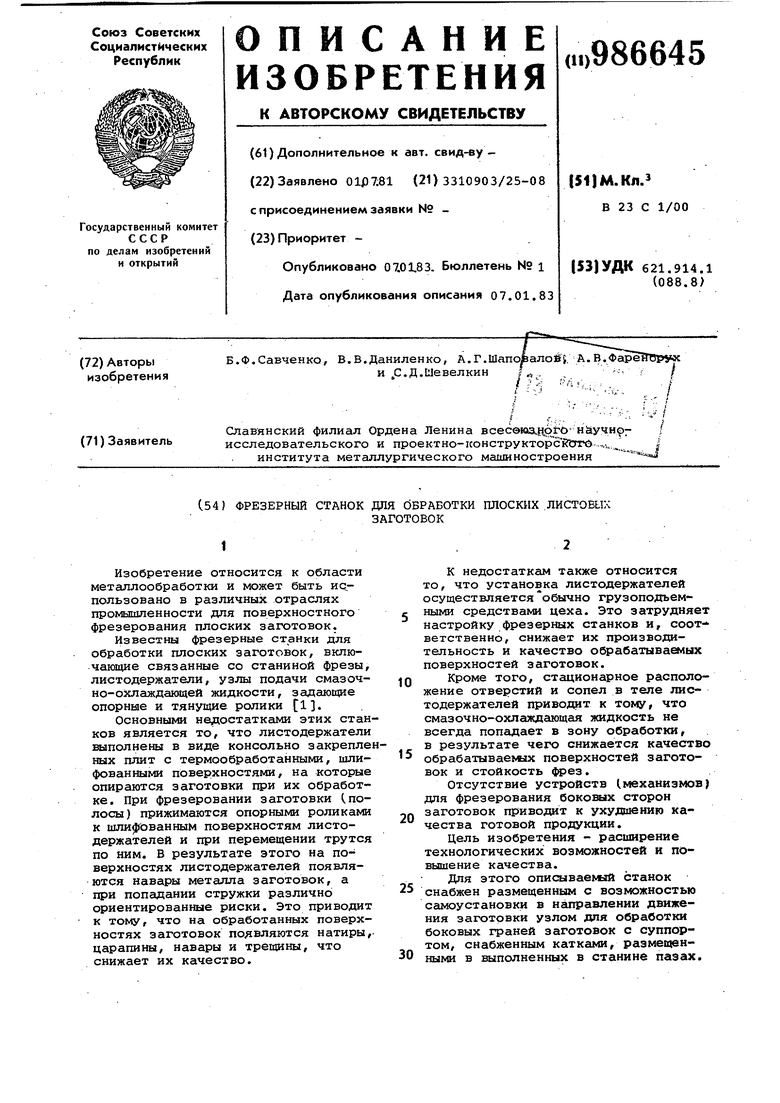

25 12 «.
ВидА
Фиг.З
3 видГ
/
Фиг. 5 Jff
27
