Настоящее изобретение относится к новому способу сборки твердых электродов для электролитических ячеек, используемых для электролиза в расплавленных солях, особенно для электролиза криолитоглиноземных расплавов.
Как известно, попытки электролитического получения алюминия из галогенидных расплавов начинались с применения твердых электродов - металлических и углеродных катодов и анодов. Патенты Холла и Эру 1886÷1892 годов инициировали развитие способа электролитического получения алюминия, но никогда не применялись в серийной практике. Усилия компании Pittsburgh Reduction Company распространить идеи Холла на промышленные масштабы привели в 1888 году к построению опытных электролизеров с углеродными анодами и катодом, в качестве которого использовалась поверхность жидкого алюминия. Вся дальнейшая история развития алюминиевой промышленности связана с совершенствованием этого способа электролиза криолитоглиноземных расплавов.
Вместе с тем продолжались попытки запустить технологию электролиза расплавленных солей на твердых электродах, предполагающей уменьшение энергопотребления, экологической нагрузки на окружающую среду и увеличение удельной производительности. В лабораторных и полупромышленных условиях исследовалась возможность применения различных типов кислород выделяющих анодов и смачиваемых алюминием катодов. Наряду с установленной принципиальной возможностью их использования, отмечались повышенный расход-растворение анодов, пассивация катодов и нарушение хода электролитического процесса. Предлагаемые рекомендации снижения температуры процесса, корректировки состава электролитов и электродов не позволяют перейти к внедрению в производство и развиваться на коммерческой основе.
В патенте [1] уменьшение износа анода предлагается достигать использованием низкоплавкого криолитового расплава с добавками фторида лития LiF при температуре процесса 680-690°C. Кроме того электролиз ведут при пониженных анодных плотностях тока 0,1÷0,5 А/см2. Подобным способом предлагается вести процесс в патенте [2], в котором предлагается увеличивать площадь анода созданием большого количества отверстий или вертикально подвешенных электродов.
В патентах [3, 4] описаны аноды в виде перфорированной структуры, с рядом расположенных параллельных удлиненных элементов, отделенных друг от друга продольными межэлементными зазорами, а также образованной продольными и поперечными анодными элементами, которые пересекаются друг с другом и ограничены боковыми сторонами пересекающихся анодных элементов. Отмечается, что такая конструкция обеспечивает снижение падения напряжения в аноде и в пузырьковом слое под анодом, снижение анодного перенапряжения и расхода анода, повышая эффективность процесса.
Недостатком известных решений является большое количество продольных и поперечных элементов в конструкции анода, края которых являются концентраторами тока. Повышенная плотность тока на ребрах, боковых секторах прутков и стыках элементов является причиной ускорения процессов растворения и деградации анода в целом. Повышенный расход анодов такой конструкции и загрязнение алюминия его составляющими ограничивает их применение в электролизе криолитоглиноземных расплавов.
Известно анодно-катодное устройство электролизера для производства алюминия [5], в котором предлагается способ и схема взаимного расположения инертных анодов и смачиваемых катодов в электролите с возможностью регулировки переменного междуполюсного расстояния. Это достигается полусферической вогнутой формой катода и повторяющим его профиль анода, который изготавливается из гибких проводов (плетеных тросов) или в виде гибких листов с системой перемычек. Утверждается, что зазор между анодом и катодом можно поддерживать постоянным или делать переменным при локальном снижении электропроводности электролита или температуры, которые могут стать причиной локальной пассивации электродов в междуполюсном зазоре. Эти отклонения от нормального хода электролиза могут полностью или частично компенсироваться регулировкой гибких анодных элементов в пределах, допускаемых приемлемым выходом по току.
По технической сущности, наличию сходных признаков данное решение выбрано в качестве ближайшего аналога. Одним из недостатков известного технического решения является то, что изгиб анодных тросов или пластин теоретически позволяет изменять количество выделяемого джоулевого тепла и частично перераспределять плотность тока в локальных областях междуполюсного зазора. Но эти манипуляции с гибкой конструкцией анодного массива в условиях высоких температур и расплавленных сред чрезвычайно сложно, а скорее невозможно, осуществлять точно в нужных местах междуполюсного зазора. Вместе с тем, предлагаемая анод-катодная конструкция не предполагает воздействия и компенсации негативных краевых эффектов концентрации тока по периметру и на выступающих узлах электродов. Кроме того, несмотря на применение электродов на основе тугоплавких металлов, анодные конструкции в виде тросов и листов будут подвержены значительной коррозионной деструкции.
Задачей предлагаемого изобретения является создание технических и технологических условий для осуществления непрерывного и стабильного процесса электролиза криолитоглиноземных расплавов с горизонтальным или вертикальным расположением твердых электродов в электролизной ячейке.
Техническими результатами являются создание равномерного распределения плотности тока по площади электродов, исключение пассивации катодов и снижение расхода анодов, производство алюминия в соответствии со стандартами качества.
Решение этой задачи и поставленные технические результаты достигаются тем, что в способе электролитического получения алюминия с применением твердых электродов для равномерного распределения плотности тока по площади электродов устанавливается переменное междуполюсное расстояние между противолежащими поверхностями анодов и катодов. При соотношении плотности тока катодной (jкат) к анодной (jанод) в пределах 1÷5,5 межэлектродное расстояние между электродами при параллельном расположении поперечных или продольных осей может рассчитываться по формуле

где lx – междуполюсное расстояние, см;
Uэл-т – омические потери напряжение в слое электролита между электродами, В;
ρэл – удельное электросопротивление электролита, Ом·см;
j – геометрическая плотность тока на поверхности электрода, А/см2;
L – половина ширины и/или длины электрода, см;
x – текущая точка поверхности в поперечном сечении электрода (–L ≤ x ≤ L), см;
Kj – коэффициент, учитывающий соотношение jкат/ jанод;
jкат – катодная плотность тока, А/см2;
jанод – анодная плотность тока, А/см2.
Коэффициент Kj изменяется в пределах 1,3÷2,5 прямо пропорционально соотношению катодной и анодной плотностей тока.
Наиболее оптимальной формой рабочей поверхности электродов, обеспечивающей переменное междуполюсное расстояние (МПР), является эллиптическая. Эта форма может подбираться длительным эмпирическим способом или быстрым расчетным.
Расчеты по уравнению (1) дают форму кривой, которая представляет собой полуэллипс по выбранному направлению. Одним из важных параметров электродов эллиптической формы является отношение длин малой (М) и большой (L) полуосей, которое называется коэффициентом сжатия эллипса или эллиптичностью:

Этот параметр характеризует форму и материалоемкость эллипса-электрода.
Сравнение предлагаемого технического решения с ближайшим аналогом показывает следующее. Оба способа характеризуются общими признаками.
• Катоды и аноды выполнены полусферической формы.
• Конструкция электродов и сопряжение их через междуполюсное расстояние предназначены для выравнивания плотности тока по площади анода и катода.
Предлагаемое решение характеризуется также признаками, отличающимися от признаков ближайшего аналога.
• Электроды - аноды и катоды - выполнены в виде компактных и стабильных изделий эллиптической формы без каких-либо перфорации или отверстий.
• Сопряжения электродов через междуполюсное расстояние осуществляется в виде встречных полуэллипсов при вертикальном расположении или встречного полуэллипса относительно плоской поверхности при горизонтальном расположении электродов.
• Основное назначение переменного междуполюсного расстояния состоит в равномерном распределении тока по площади электродов, уменьшении или исключении краевого эффекта концентрации тока на периферийных зонах электродов или отдельных его узлах.
Наличие в предлагаемом техническом решении признаков, отличных от признаков, характеризующих ближайший аналог, позволяет сделать вывод о соответствии предлагаемого решения условию патентоспособности изобретения «новизна».
В процессе поиска и сравнительного анализа не выявлено технических решений, характеризующихся совокупностью признаков аналогичной с совокупностью признаков предлагаемого технического решения и дающих при использовании аналогичные результаты, что позволяет сделать вывод о соответствии предлагаемого решения условию патентоспособности «изобретательский уровень».
Техническая сущность предлагаемого решения заключается в следующем.
С применением твердых электродов при электролизе криолитоглиноземных расплавов возникают осложняющие процесс проблемы, связанные с неравномерным распределением плотности тока и потенциала по площади электродов и выраженным краевым эффектом - концентрацией тока на краях, ребрах, выступах и стыках конструктивных элементов катодов и анодов. Это связано с увеличивающимся поперечным сечением электролита между анодом и катодом в направлении краевых поверхностей и, соответственно, уменьшающимся сопротивлением на расстоянии междуполюсного зазора. Повышенная плотность тока в локальных краевых областях, на межфазной границе с расплавом, приводит к повышенному перенапряжению и формирует критическое распределение потенциалов на поверхности периферийных концентраторов тока. На катоде локальные области могут достигать значений потенциалов разряда электроотрицательных примесей или составляющих компонентов электролита

и, соответственно, на аноде достигать уровня потенциалов электрохимического растворения металлов и их оксидов:

Эти процессы являются причиной пассивации катода, катастрофической деградации анода и чрезмерного повышения примесей металлов в алюминии.
Основным условием снижения краевого эффекта концентрации тока является уменьшение числа деталей, элементов и узлов электрода, имеющих острые или закругленные кромки и стыки. Следует исключить любые выступающие детали и перфорацию в пределах площади электродов. Тем не менее по площади сплошных электродов ток распределяется таким образом, что плотность тока растет от центра к периметру с концентрацией на кромках катода и анода. Компенсировать этот эффект и существенно снизить концентрацию тока по периферии позволяет аналогичный и адекватный рост сопротивления в междуполюсном зазоре и таким образом, чтобы плотность тока не изменялась по ширине и в целом по площади электродов. Этим условиям удовлетворяет эллиптическая форма электродов с адекватным увеличением междуполюсного расстояния от центра к периферии. Определение формы электродов и соответствующего переменного МПР может осуществляться продолжительным эмпирическим способом или быстрым расчетным. Расчет производится на основании закона Ома и зависимости плотности тока от безразмерной координаты x/L. В соответствии с уравнением (1) межэлектродное расстояние lx в поперечном или продольном направлении электрода в точках x будет изменяться так, чтобы заданная геометрическая плотность тока на поверхности электрода j не изменялась в интервале -L ≤ x ≤ L.
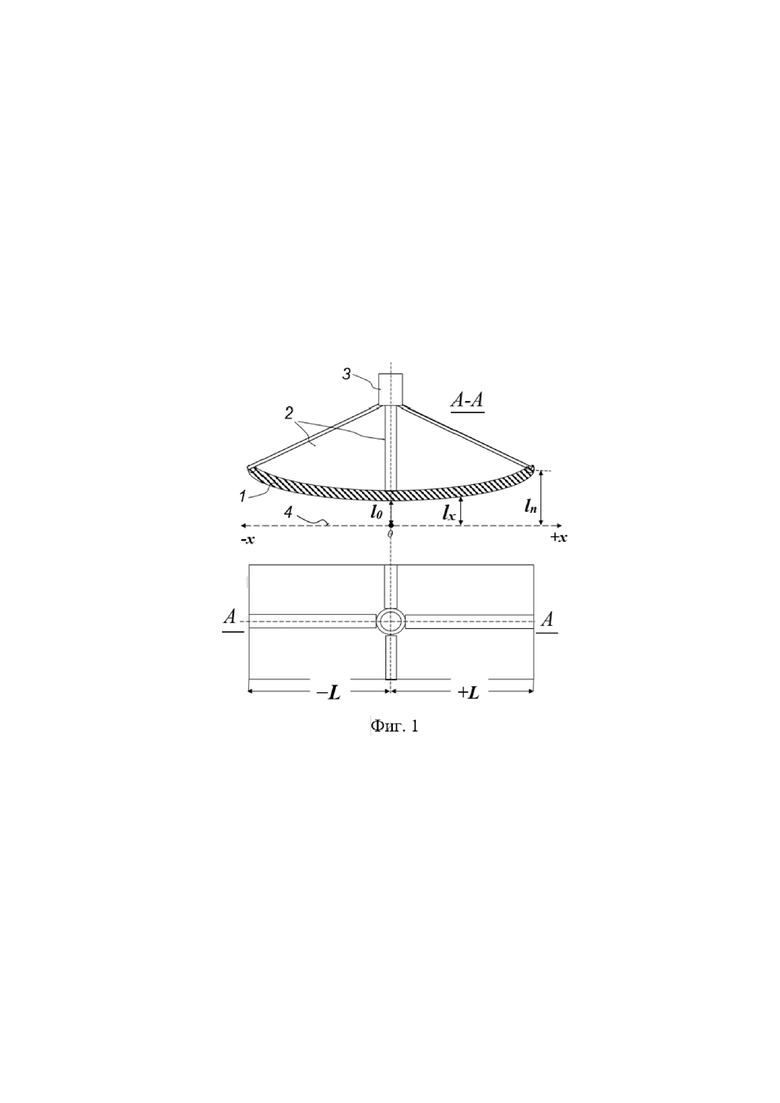
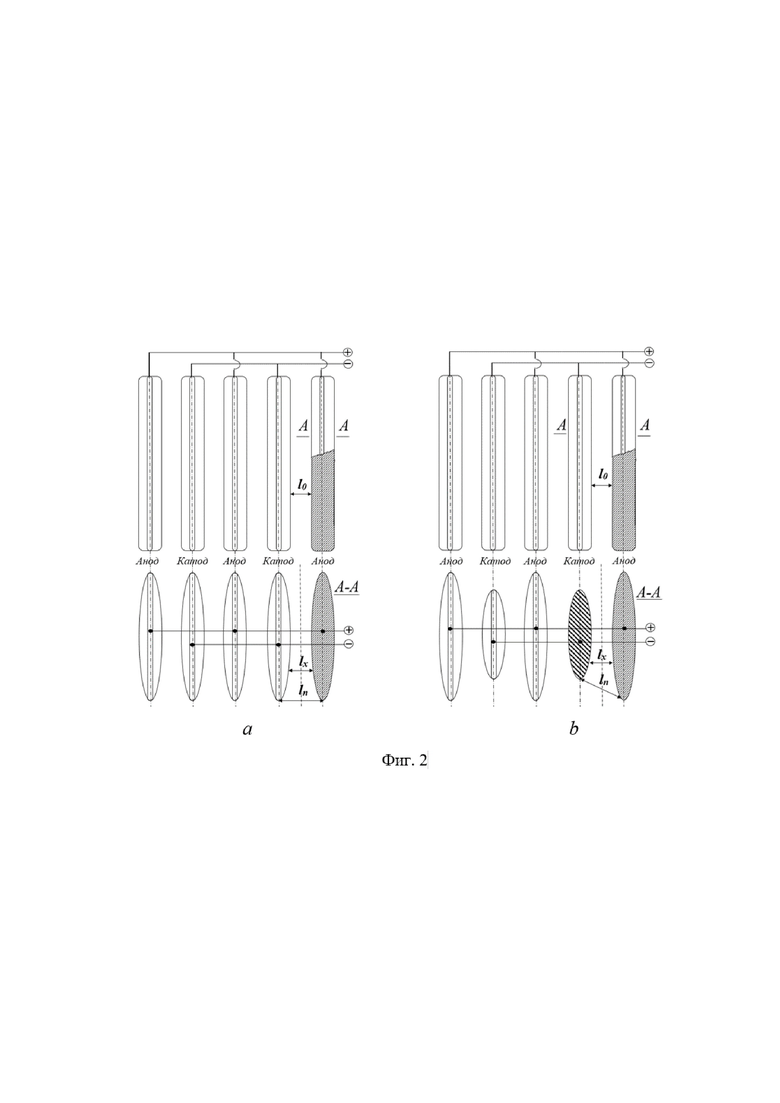
При горизонтальном расположении электродов, например, в электролизере с плоским дренированным катодом, эллиптическую форму имеет только инертный анод (Фиг. 1). При заданных параметрах уравнения (1) и текущей точке в пределах ширины анода (-L ≤ x ≤ L) его профиль будет изменяться с увеличением междуполюсного расстояния от l0 к lx и до ln (Фиг. 1). При вертикальном расположении электродов эллиптическую форму имеют анод и катод (Фиг. 2). Профиль анода и катода равной ширины (jкат / jанод = 1) симметрично формируется относительно центральной оси в междуполюсном пространстве при текущем увеличении междуполюсного расстояния от центра к периферии электродов (Фиг. 2а). Для создания благоприятных условий работы анодов при пониженных плотностях тока и сохранения скорости катодного процесса ширину катода уменьшают пропорционально соотношению 1< jкат / jанод ≤ 5,5 (Фиг. 2b). При соотношении катодной плотности тока к анодной меньше 1, то есть при jкат< jанод, сохранение высокой производительности приведет к повышенному расходу анода и загрязнению алюминия примесями – составляющими анода. При jкат / jанод > 5,5 малые размеры катода не позволяют создать условия для выравнивания плотностей тока на электродах.
Способ осуществляется следующим образом.
Прежде всего выбирается схема расположения электродов - горизонтальная или вертикальная. На основании проекта электролизера и размеров электродов, в соответствии с уравнением (1) рассчитываются одновременно междуполюсное расстояние и профиль электродов, после чего осуществляется их изготовление по отработанным технологиям производства твердых анодов и катодов.
Реализацию предлагаемого решения осуществляли предварительными расчетами и проверяли в лабораторных условиях. Способ и конструкция электродов для электролитического получения алюминия поясняется следующими фигурами:
Фиг. 1 - схема анода с горизонтальным расположением в электролизере:
1 - тело анода; 2 - вертикальные ребра; 3 - токоподвод; 4 - поверхность катода.
Фиг. 2 - схема конструкции анодно-катодной сборки при вертикальном расположении электродов в электролизере.
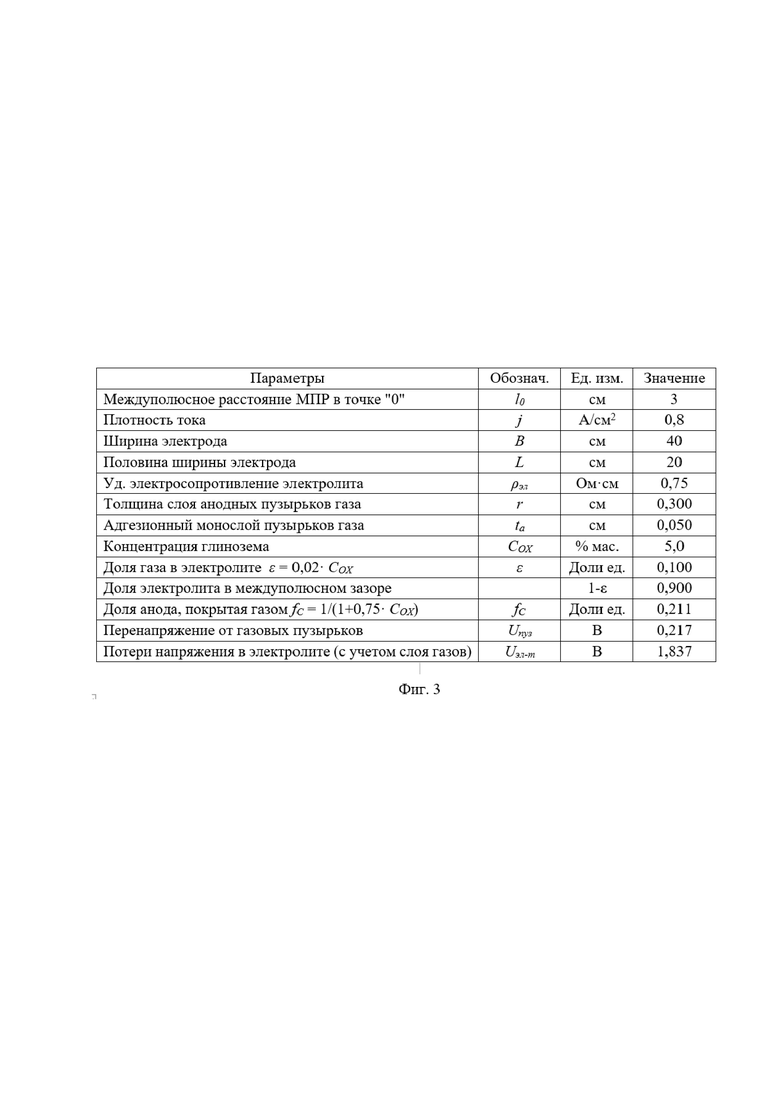
Фиг. 3 - исходные параметры и результаты расчета потерь напряжения в электролите.
Фиг. 4 - результаты расчета профилей электродов с горизонтальным (а) и вертикальным (b) расположением в электролизере.
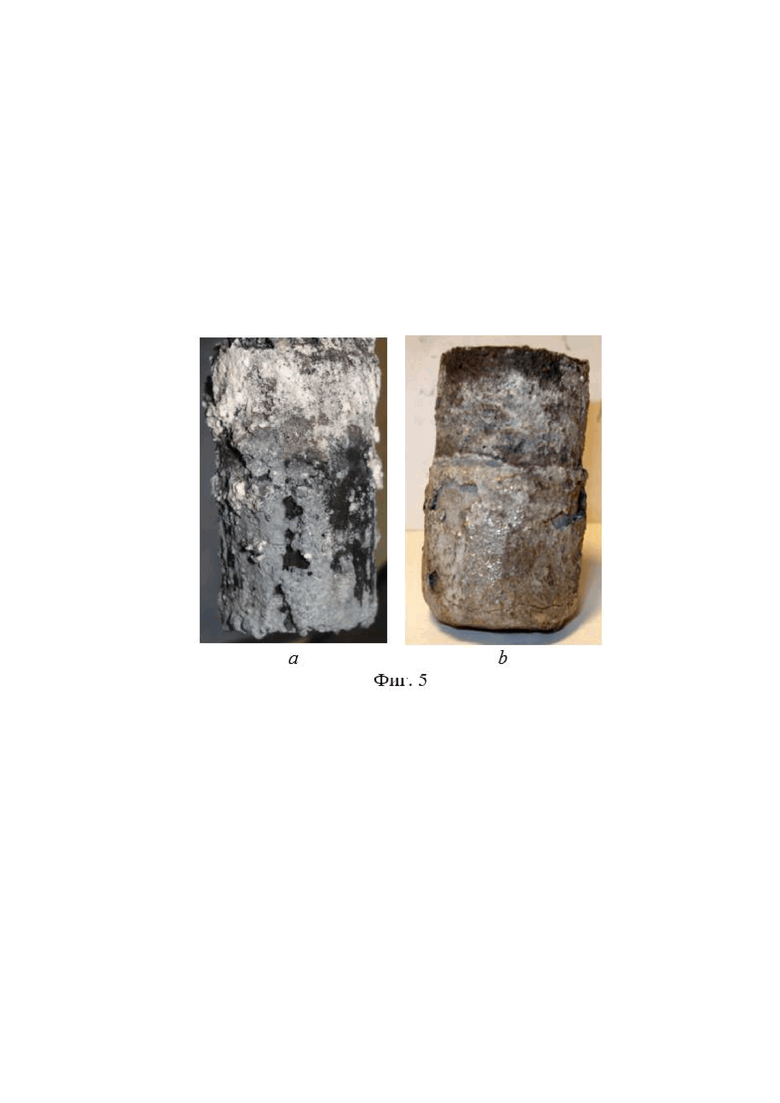
Фиг. 5 - вид катодов после эксперимента с цилиндрическим (а) и эллиптическим (b) профилями.
Пример 1. Для расчета профилей горизонтально и вертикально расположенных электродов принимаем, что ширина электродов составляет 40 см, а средние потери напряжения (Uэл-т) в междуполюсном зазоре рассчитываем по уравнениям, предложенным [6]:

Параметры уравнений (8) и (9), их принятые и расчетные значения представлены на Фиг. 3.
С использованием этих данных в соответствии с формулой (1) осуществляли расчет междуполюсного расстояния (МПР) и, в конечном итоге, профиля электродов. Результаты расчетов для горизонтального и вертикального расположения электродов представлены соответственно на Фиг. 4а и Фиг. 4b.
Необходимо отметить, что эллиптичность анода k с горизонтальным расположением электродов примерно в два раза выше, чем эллиптичность электродов при вертикальном расположении. Соответственно, параметр k характеризует материалоемкость электрода с одной стороны, а с другой срок его службы до замены на новый. В этой связи, при проектировании электродов необходимо определять оптимальные значения k, то есть оптимальные габаритные размеры.
Пример 2. Эксперименты осуществлялись на лабораторной установке в гальваностатических условиях при температуре 970°С, плотности тока 0,8 А/см2 и междуполюсном расстоянии МПР = 25 мм в течение 18 часов. Применялась ячейка, в которой анодом служил графитовый тигель диаметром 80 мм и глубиной 90 мм с 10 мм слоем жидкого алюминия на дне, катодом - погруженный в электролит композитный цилиндр (Углерод + 40 мас.% TiB2) диаметром 30 мм и высотой 50 мм. Предварительно изготавливались заготовки композитных катодов диаметром 40 мм и высотой 60 мм составлением исходной антрацито-графитовой шихты с добавками диборида титана TiB2 (для придания катоду свойства смачиваемости алюминием) на связке из высокотемпературного пека, прессованием и обжигом при 1080°С в течение 4 суток под слоем нефтяного косика. Заготовки обтачивались на станке до установленных размеров (∅=30 мм, h = 50 мм) двух форм - цилиндрической с острой кромкой по окружности и цилиндрической с эллиптической формой рабочей поверхности по профилю, рассчитанному по формуле. Готовили сухую смесь электролита Na3AlF6+AlF3+Al2O3 (6 мас.%) с криолитовым отношением NaF/AlF3 = 2,5. После расплавления сухой смеси измеряли уровни электролита и алюминия, погружали катоды на 30-40 мм в расплав по центру тигля, включали установку с автоматическим поддержанием силы тока и непрерывной регистрацией напряжения. Рабочее пространство печи в течение всего опыта продували аргоном. Эксперименты проводили последовательно с катодами необработанными цилиндрическими и с эллиптической формой рабочего торца.
После отключения установки образцы катодов извлекали из электролизной ячейки, очищали, осматривали на наличие слоя алюминия на катоде. Отмечено, что электролиз с катодами необработанными проходил нестабильно со значительной флуктуацией напряжения от 2,8 до 5,5 вольт, поверхность катода пассивирована неравномерным слоем электролита (Фиг. 5а). Процесс электролиза с катодами, обработанными по кромке торца до эллиптической формы, проходил стабильно при напряжении 3,15-3,25 вольт, на смачиваемой поверхности наблюдали слой алюминия (Фиг. 5b).
Таким образом, расчеты по формуле (1) позволяют определить междуполюсное расстояние между электродами и одновременно - форму электродов в зависимости от их габаритов и технологических параметров электролиза. Как показали эксперименты, предлагаемый способ электролитического получения алюминия с применением переменных значений МПР и соответствующей формой электродов позволяет равномерно распределить ток по эллиптической поверхности катодов и анодов, вести стабильный процесс электролиза с получением алюминия. Осуществление способа с применением твердых электродов позволит вести электролиз с уменьшенным МПР (расходом электроэнергии), пониженным расходом анодов, с повышенной удельной производительностью и получением алюминия стандартного качества.
Источники информации
1. Патент US № 4681671 C25C3/06, C25C3/12, 1987 г.
2. Патент US № 5015343 C25C3/06, C25B1/02, 1991 г.
3. Патент РФ № 2374362, C25C3/12, 2009 г.
4. Патент РФ № 2689162, C25C3/12, 2019 г.
5. Патент US № 5362366 C25C3/06, C25C3/08, 1994 г.
6. Grjotheim K., Kvande H. Introduction to Aluminium Electrolysis. 2nd Edition. - Aluminium-Verlag, Dusseldorf, 1993. - 212 p.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ | 2020 |
|
RU2742633C1 |
| Электролизер для производства алюминия | 2019 |
|
RU2722605C1 |
| Электролизер для производства алюминия | 2018 |
|
RU2696124C1 |
| СПОСОБ ЭЛЕКТРОЛИЗА КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ С ПРИМЕНЕНИЕМ ТВЕРДЫХ КАТОДОВ | 2019 |
|
RU2716569C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2016 |
|
RU2621084C1 |
| УСТРОЙСТВО И СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2024 |
|
RU2836556C1 |
| СПОСОБ СОЗДАНИЯ СМАЧИВАЕМОГО ПОКРЫТИЯ УГЛЕРОДНОЙ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2012 |
|
RU2486292C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ РАСПЛАВА | 2008 |
|
RU2415973C2 |
| СПОСОБ ПОЛУЧЕНИЯ И ПОДДЕРЖАНИЯ ЗАЩИТНОГО СМАЧИВАЕМОГО ПОКРЫТИЯ НА УГЛЕРОДИСТЫХ БЛОКАХ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2337184C2 |
| Способ производства алюминия электролизом расплавленных солей | 2018 |
|
RU2699604C1 |

Изобретение относится к способу электролитического получения алюминия с использованием твердых электродов. Способ включает горизонтальное или вертикальное расположение погруженных в электролит электродов с формированием междуполюсного расстояния между ними, при этом устанавливают переменное междуполюсное расстояние между противолежащими поверхностями анодов и катодов, причем переменное межэлектродное расстояние lx устанавливают в зависимости от текущего расстояния х от центра до края электрода L в интервале –L ≤ x ≤ L и с учетом фиксированных значений плотности тока j, потерь напряжения Uэл-т в электролите с удельным электросопротивлением Ƿэл в соответствии с заданным соотношением. Габариты электродов регулируют до соотношения плотности тока катодной к анодной в пределах 1-5,5. Пропорционально этому соотношению плотностей тока коэффициент Kj изменяется в пределах 1,3-2,5. Обеспечивается равномерное распределение плотности тока по площади электродов, исключение пассивации катодов и снижение расхода анодов, производство алюминия в соответствии со стандартами качества. 3 з.п. ф-лы, 4 ил., 2 пр.
1. Способ электролитического получения алюминия с применением твердых электродов, включающий горизонтальное или вертикальное расположение погруженных в электролит электродов с формированием междуполюсного расстояния между ними, отличающийся тем, что для равномерного распределения плотности тока по площади электродов устанавливается переменное междуполюсное расстояние между противолежащими поверхностями анодов и катодов.
2. Способ по п.1, отличающийся тем, что переменное междуполюсное расстояние устанавливается в зависимости от текущего расстояния от центра до края электрода и с учетом фиксированных значений параметров электролиза в соответствии с соотношением
 , где
, где
 – междуполюсное расстояние между противолежащими поверхностями анодов и катодов, см;
– междуполюсное расстояние между противолежащими поверхностями анодов и катодов, см;
Uэл-т – омические потери напряжение в слое электролита между электродами, В;
ρэл – удельное электросопротивление электролита, Ом·см;
j – геометрическая плотность тока на поверхности электрода, А/см2;
L – половина ширины и/или длины электрода, см;
x – текущая точка поверхности в поперечном сечении электрода (–L ≤ x ≤ L), см;
Kj – коэффициент, учитывающий соотношение jкат/ jанод;
jкат – катодная плотность тока, А/см2;
jанод – анодная плотность тока, А/см2.
3. Способ по п.1 или 2, отличающийся тем, что габариты электродов регулируются до соотношения плотности тока катодной к анодной в пределах 1-5,5.
4. Способ по любому из пп. 2 или 3, отличающийся тем, что коэффициент Kj изменяется в пределах 1,3-2,5 прямо пропорционально соотношению катодной и анодной плотностей тока.
| US 5362366 А, 08.11.1994 | |||
| US 5015343 А, 14.05.1991 | |||
| МНОГОПОЛЯРНАЯ ЭЛЕКТРОЛИЗНАЯ ВАННА ДЛЯ ПОЛУЧЕНИЯ ЖИДКИХ МЕТАЛЛОВ ЭЛЕКТРОЛИЗОМ РАСПЛАВОВ И СПОСОБ УСТАНОВКИ ЭЛЕКТРОЛИЗНЫХ ВАНН | 2004 |
|
RU2275443C2 |
| ВЫСОКОУСТОЙЧИВЫЕ ПРОТОЧНЫЕ НЕУГОЛЬНЫЕ АНОДЫ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2005 |
|
RU2374362C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2010 |
|
RU2457285C1 |

