1
Изобретение относится к контрольносортировочной технике в машиностроении, в частности, в прокатном производстве для сортировки листов.
Известна линия для автоматической сортировки листов, содержащая расположенные в технологической последовательности загрузочный механизм, продольньШ транспортер с размещенной над ним первой контрольной станцией, кантователь листов с кантующим барабаном, отводящий транспортер с размещенной над ним второй контрольной станцией и листоукладчики 1 .
Недостатками этой линии ябляются сложная структура, больщая металлоек-:-- . кость, больщие габариты и вероятность повреждения листов во время перекладььвания.
Цель изобретения - сокращение габаритов, упрощение конструкции и повышение качества сортировки.
Указанная цель достигается тем, что в линии для автоматической сортировки
листов, содержащей расположенные в технологической последовательности загрузочный механизм, продольный транспортер . с размещенной над ним первой контрольной станцией, кантователь листов с канту-
S ющим барабаном отводящий транспортер с размещенной над ним второй контрольной станцией и листоукладчики, продольный транспортер имеет вакуумную камеру, смонтированную наД: нижней его ветвью
to транспортной лёнты„ а кантователь име ет прижимной ленточный контур, при этом продольный танспортер расположен над отводящим транспортером и перпендикулярно ему, а ветви продольного транспортера и прижимного ленточного контура огибают кантующий барабан.
Кроме того, отводящий транспортер имеет магнитное отталкивающее устройство, вьшолненное в виде размещенных
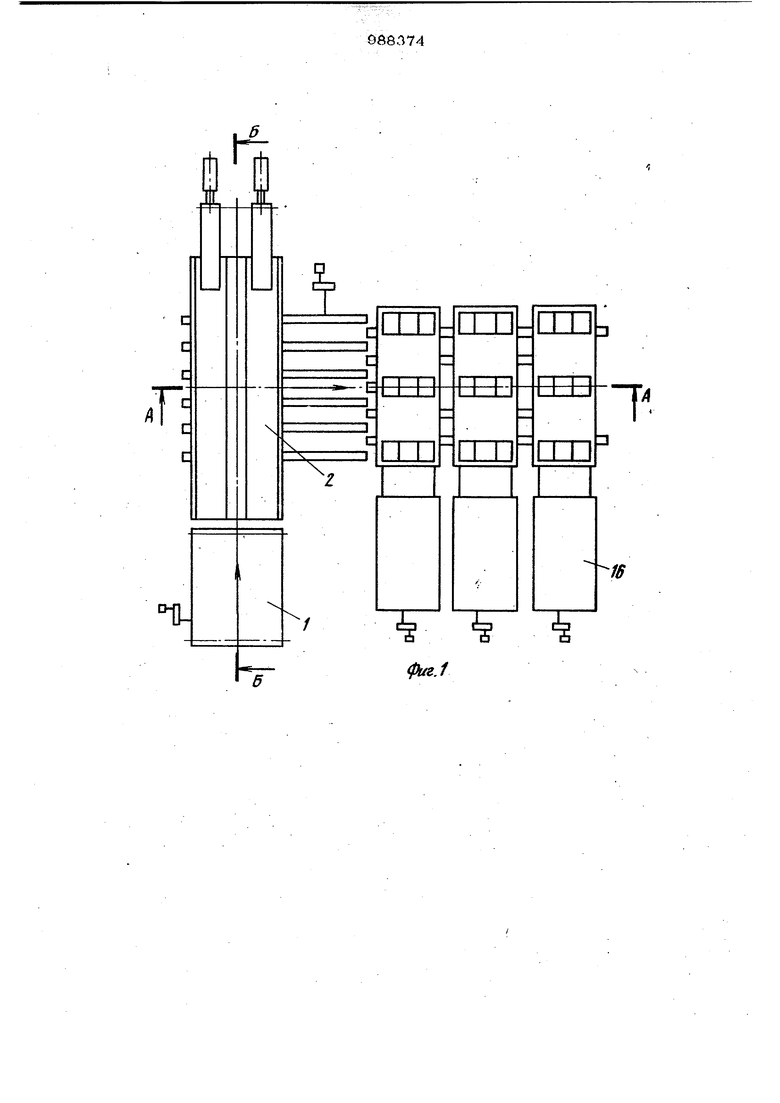
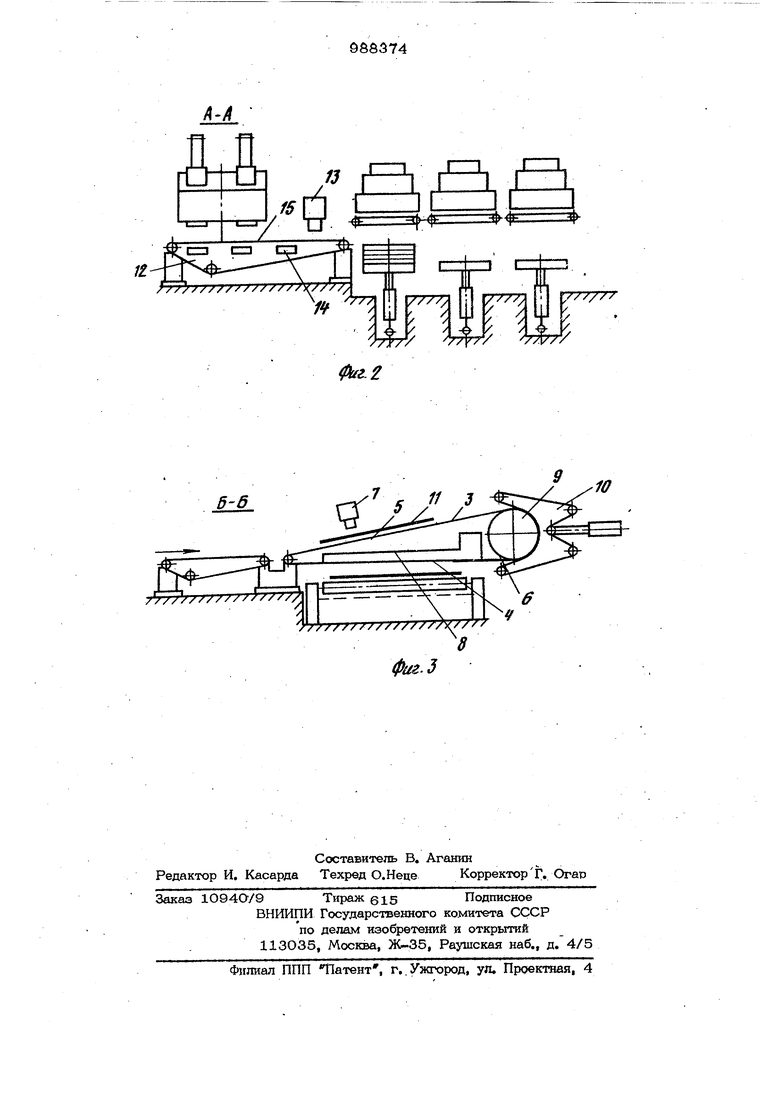
20 внутри контура транспортера под верхней его ветвью комплекта линейных электродвигателей для перемещения листов, не контактирующих с лентой тр анспортера. Каждый листоукладчик вьшолнен в виде ленточного конвейера с установленной внутри контура конвейера вакуумной каме рой. На фиг, 1 изображена линия, вид свер ху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Линия содержит механизм 1 для загрузки листового материала, продольное транспортное средство 2, состоящее из верхней 3 и нижней 4 ветвей ленточного транспортера 5, кантователь 6. Над верзь ней ветвью размещена первая контрольная станция 7. Над нижней ветвью размещена вакуумная камера 8. Лента транспортера огибает кантующий барабан 9. Прижимной ленточный КОНТУР Ю также огибает бара бан 9 и прижимает лист 11 к ленте трйн портера 5. Под транспортером 5 размещен отводящий транспортер 12, Над транс портером 12 установлена вторая контроль ная станция 13 для контроля обратаой стороны писта. Отводящий транспортер 12 снабжен магнитным отталкивающим устройством, вьтолненным в виде линейных двигателей 14, которые смонтированы Ёнутри кортура транспортера под его верхней ветвью 15, Листоукладчики 16, штабелирующие листы по сортности, выполнены в виде ленточных транспортеров с вакуумными камерами. Линия для автоматической сортировки листов работает следующим образом. Листовой материал, поступающий на загрузочный механизм 1, подается на верхнюю ветвь 3 ленточного транспортера 5, на которой производится контроль одной из сторон листа, обращенной к первой контрольной станции 7 или контро леру. Затем лист огибает кантующий барабан 8 и поступает на нижнюю ветвь 4 ленточного транспортера 5, где удерживается благодаря вакуумной камере 8. Скантованный лист плавно падает на прижимающую часть отводящего транспортера 12, снабженного линейными двигателями 14, которые предотвращают проскальзьюание листа по лентам отводящего транспортера. Лист находится под 91ей ствием сил вакуума камеры 8 и сил отталкивания линейных двигателей 14 во взвещенном состоянии. Лист меняет направление, не касаясь лент транспортера 12 и двигаясь-по нему, проходит контроль обратной стороны второй контрольной станцией 13 или контролером. В зависимости от сорта лист укладывается в соответствующие листоукладчики 16. Последующий лист подается непосредственно за первым без остановки линии, и цикл повторяется. Предлагаемая компоновка автоматичес кой линии для сортировки листов позволяет упростить структуру линии, уменьщить ее габариты за счет сокращения коли- -чества оборудования, обеспечитьнепрерыв ую работу линии и, соответственно, увеличитъ производительность, а также уменьщить вероятность повреждения листов во время сортировки, Формула изобретения 1. Линия для автоматической сортировки листов, содержапдая расположенные в технологической последовательности загрузочный механизм, продольный транспортер с размещенной над ним первой контрольной станцией, кантователь листов с кантующим барабаном, отводящий транспортер с размещенной над ним второй контрольной станцией и листоукладчики, о.тличающаяся тем, что, с целью сокращения габаритов, упрощения конструкции и повыщения качества, сортировки, продольный транспортер имеет вакуумную камеру, смонтирован гую над нижней его , а кантователь имеет прижимной ленточный контур, при этом продольный транспортер расположен над отводящим транспортером и перпендикулярно ему, а ветви Продольного транспортера и прижимного ленточногоконтура огибают кантующий барабан, 2.Линия по п, 1, о т л. и ч а ю .щ а я с я тем, что, с целью сортировки ме- талличебких листов, отводящий транспортер имеет магнитное отта/лшвающее устройство, выполненное в виде размещенных внутри контура транспортера под верхней его ветвью комплекта линейных электродвигателей для перемещения листов, не контактирующих с лентой транспортера. 3,Линия по пп. 1и 2, отличающая с я тем, что каждый листоук- ладчик вьшолнен в виде ленточного конвейера с установленной внутри контура конвейера вакуумной камерой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 713024, кл. В 07 С-5/04, 1978.
цД.
Hh
г.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь тонких листов в потоке | 1977 |
|
SU663459A1 |
| Пневматический задаватель металлических листов | 1979 |
|
SU865466A1 |
| Устройство для сортировки листов | 1979 |
|
SU1079167A3 |
| КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2010 |
|
RU2455216C2 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2033954C1 |
| Устройство для укладки листов в стопу | 1984 |
|
SU1261877A1 |
| Линия для изготовления стержней | 1978 |
|
SU706180A1 |
| Способ производства армированных изделий на линии производства блоков из газобетона | 2018 |
|
RU2701682C1 |
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
| НЕПРЕРЫВНОДЕЙСТВУЮЩАЯ ВАКУУМНАЯ ЛЕНТОЧНАЯ СУШИЛКА ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ | 1991 |
|
RU2013723C1 |