Изобретение относится к устройствам для сортировки тонколистового и крупногабаритного материала.
Цель изобретения - упрощение конструкции и уменьшение ее габаритов.
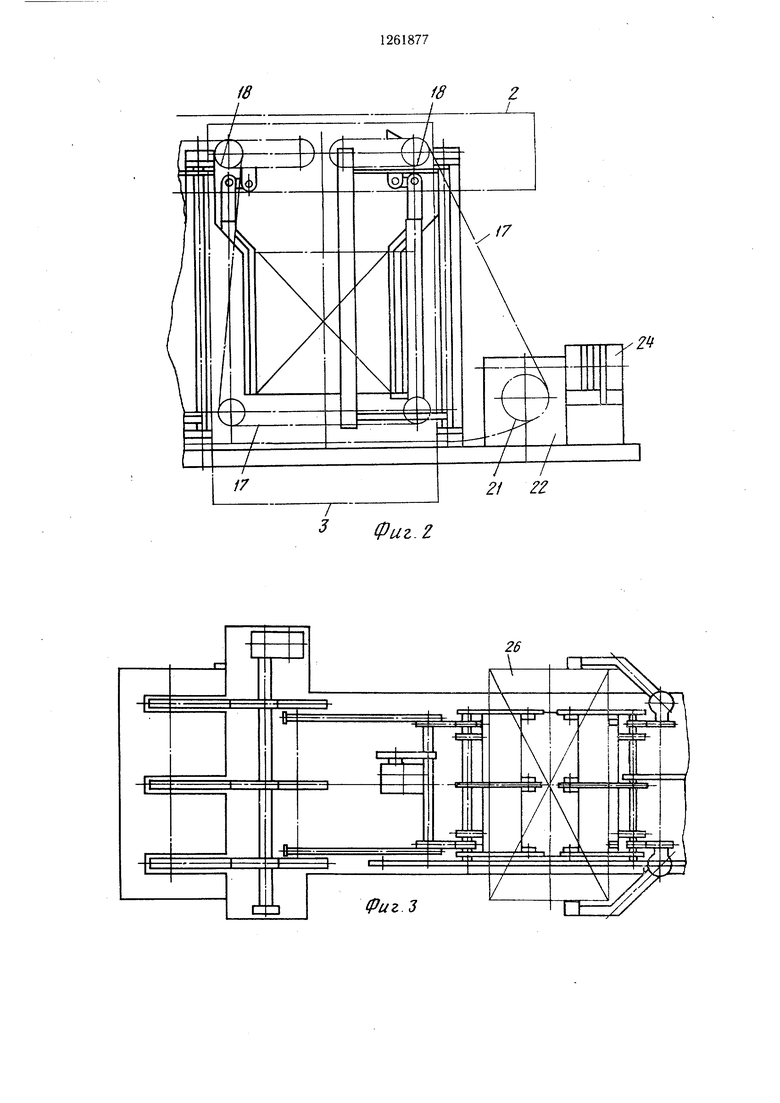
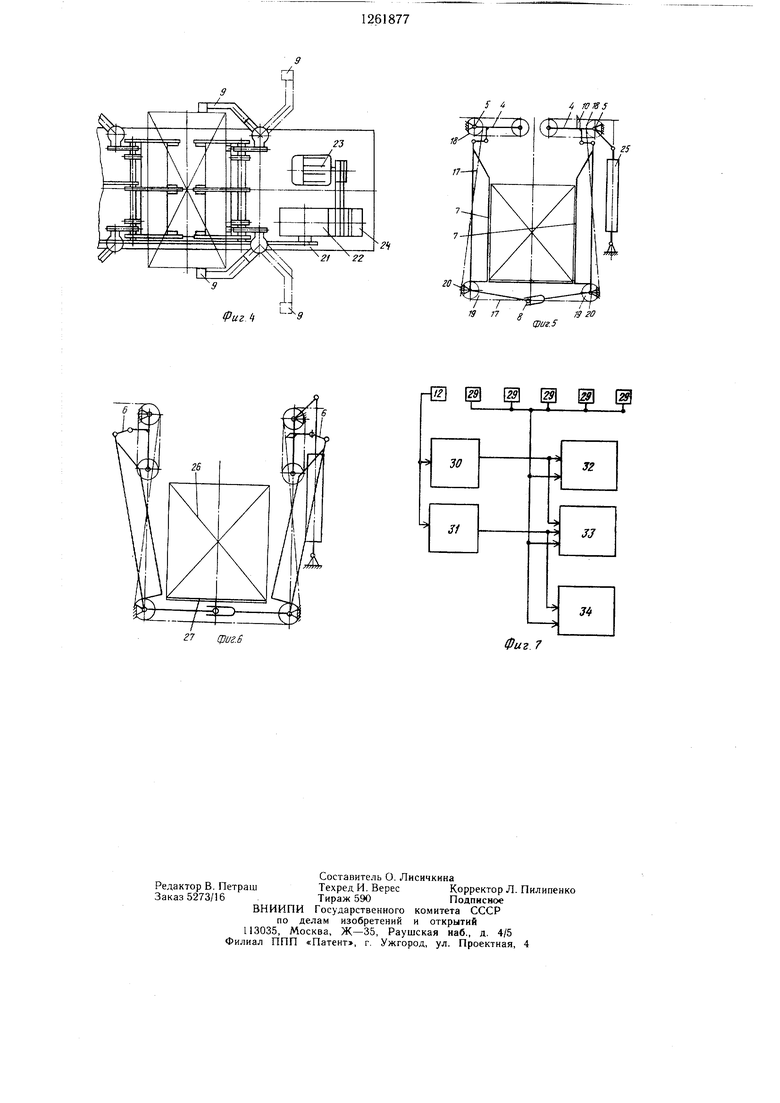
На фиг.1 и 2 показано устройство для укладки листов в стопу, вид сбоку; на фиг.З и 4 - то же, вид сверху; на фиг.5 - кинематическая схема устройства для укладки листов в стопу в режиме транспортирования листа над ячейками; на фиг.6 - то же, в режиме сбрасывания листа в ячейку или в режи.ме удаления сформированной стопы с помощью грузоподъемного механизма, например крана; на фиг.7 - блок-схема управления устройством.
Устройство содержит узел 1 сортировки и транспортер 2 с ячейками 3 для укладки листов в стопы, при этом ячейка 3 для укладки листов в стопу снабжена двумя конвейерными сбрасывателями 4 листов, расположенными со стороны передней и задней кромок укладываемого листа, при этом каждый конвейерный сбрасыватель установлен с помощью щарнира 5 на приводном валу транспортера 2 и посредством тяги 6 связан с поворотным рычагом 7.
Поворотные рычаги 7 установлены по обеим сторонам стопы и связаны между собой посредством щарнира 8.
Ячейка 3 также снабжена поворотными рычагами 9 для продольного выравнивания листа на стопе, фиксируемыми в рабочем положении с помощью фиксатора. На конвейерном сбрасывателе 4, расположенном со стороны передней кромки укладываемого листа, установлен управляемый упор 10.
Узел 1 сортировки состоит из весов 11, снабженных датчиком 12 веса, и кантователя 13 для кантовки листа на отводящий конвейер 14. Привод катователя 13 выполнен в виде пневмоцилиндра 15. Отводящий конвейер 14 приводится в движение пневмоцилиндром 16.
Транспортер 2 состоит из общей тяговой цепи 17, которая охватывает приводные звездОчки 8, закрепленные на валах, холостые звездочки 19, свободно вращающиеся на валах 20, и приводную звездочку 21, закрепленную на валу редуктора 22. Привод всего ценного транспортера осуществляется от электродвигателя 23 через управляемую пневматическую муфту 24.
Сброс листа в стопу осуществляется путем перевода конвейерных сбрасывателей 4 из горизонтального положения в вертикальное пневмоцилиндром 25. Стопа 26 укладывается на поддон 27, а конвейер 14 снабжен зацепами 28.
Схема управления устройством состоит из датчика 12 веса, датчиков 29 положения на конвейере 2, блока 30 памяти веса и дещифратора, блока 31 управления кантователем 13, блока 32 управления сбрасывателем 4, блока 33 перемещения листа, который формирует команды на отводящий конвейер 14 и общий конвейер 2, блока 34 управления упорами 10.
Устройство работает следующим образом. Горячеоцинкованный лист укладывается на весы 11, при этом информация о весе листа с датчика 12 поступает в блок 30 памяти веса и дещифратора. По окончании взвещивания блок 31 управления кантователем формирует команду на поворот кантователя 13 на 120°, при этом взвешенный лист приподнимается с весов, кантуется по направлению стрелки и падает на отводящий конвейер 14. Наблюдателю открывается вторая сторона листа, что дает возможность отсортировать листы по внешним дефектам.
В конце хода пневмоцилиндра 15 блок 33 формирует команду включения привода 16 и пневмомуфты 24. При этом конвейер 14
0 зацепами 28 захватывает лист и подает его на транспортер 2. Одновременно с этим перемещением происходит перемещение листов на транспортер 2. По мере перемещения листов на транспортере 2 датчики 29 и блок 34 управления упорами 10 формируют команду
5 на выдвижение упоров 10. При подходе листов к упорам 10 датчики 29 и блок 33 управления перемещением листа отключают пневмомуфту 24, транспортер 2 останавливается, а пневмоцилиндр 16 и конвейер 14 возвращаются в исходное положение.
В момент останова транспортера 2 блок 30 памяти веса и дешифратор вместе с блоком 32 управления сбрасывателем 4 вырабатывают команду на срабатывание пневмоцилиндров 25. При этом включаются только сбрасыватели, над которыми остановился лист весом, равным весу каждого листа в стопе. При срабатывании пневмоцилиндра 25 сбрасыватели 4 переходят в вертикальное положение, при этом лист падает с некоторой высоты на стопу. После падения листа на стопу пневмоцилиндр 25 возвращается в исходное положение, а рычаги 7 производят поперечное выравнивание листа. Во время перемещения листа по транспортеру 2 и сбрасывания его в ячейку 3 на весы укладывается следующий лист, по окончании
5 взвещивания которого цикл работы агрегата повторяется.
Если в какой-либо ячейке сформируется стопа нужной высоты, сбрасыватели 4 переводятся в вертикальное положение (фиг.б), поворотные рычаги 9 поворачиваются в положение, показанное пунктиром на фиг.4, а стопа удаляется из ячейки с помощью мостового крана.
Предлагаемое исполнение устройства позволяет упростить его конструкцию и
5 уменьшить габариты в плане. Упрощение конструкции достигается устранением подъемных столов и устройства выгрузки стоп из ячеек. Фиг. 2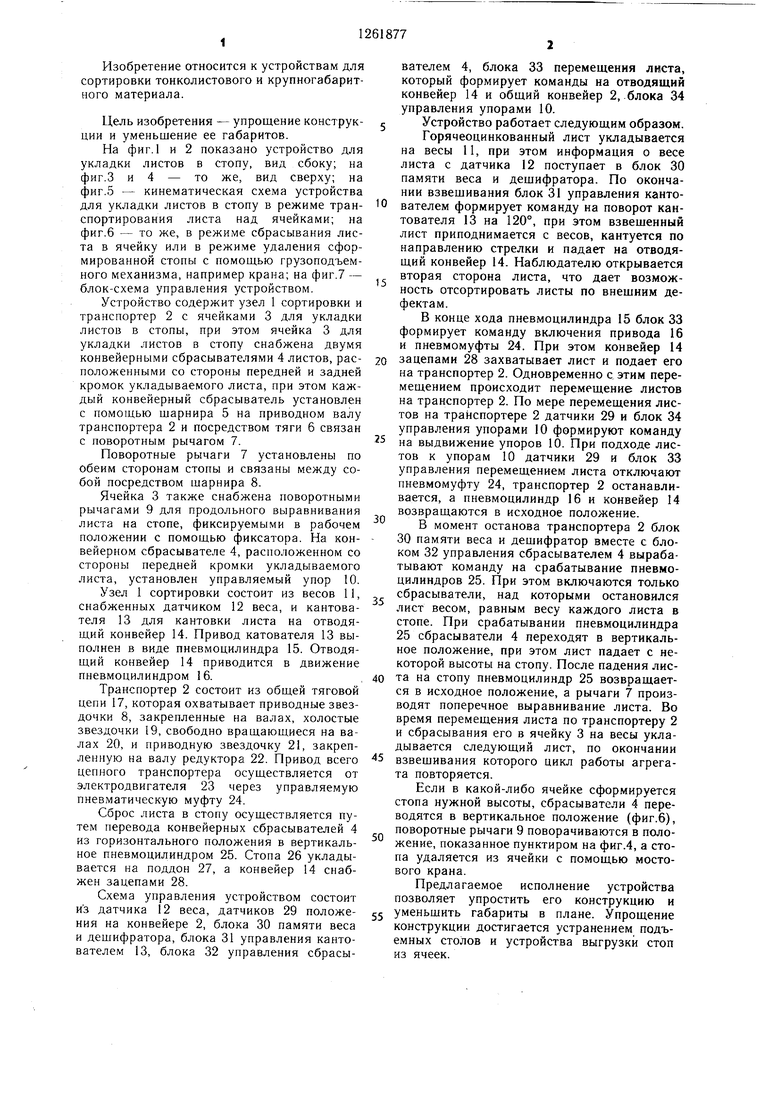
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки и укладки в стопу полосового материала | 1983 |
|
SU1199370A1 |
| Линия форматной обрезки листовых материалов | 1982 |
|
SU1065190A1 |
| Устройство для перемещения листа и укладки его в стопу | 1989 |
|
SU1741955A1 |
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| Линия рубки, сортировки по размеру и укладки лущенного шпона | 1976 |
|
SU676455A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| Устройство для сортировки и укладки заготовок | 1981 |
|
SU977340A1 |
| УСТАНОВКА ДЛЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1969 |
|
SU252917A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
1. УСТРОЙСТВО ДЛЯ УКЛАДКИ ЛИСТОВ В СТОПУ, содержащее транспортер, ячейку для укладки листов, снабженную конвейерными сбрасывателями листов и средствами для продольного и поперечного выравнивания листов, и привод, отличающееся тем, что, с целью упрощения конструкции и уменьшения ее габаритов, средство для поперечного выравнивания листов выполнено в виде двух поворотных рычагов, установленных по обеим сторонам стопы и связанных между собой шарнирно, при этом конвейерные сбрасыватели расположены со стороны передней и задней кромок укладываемого листа, а каждый конвейерный сбрасыватель установлен шарнирно на приводном валу транспортера и связан посредством тяги с поворотным рычагом. 2.Устройство по п. 1, отличающееся тем, что средство для продольного выравнивания выполнено в виде поворотных рычагов со средством их фиксации в рабочем положении. 3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью повышения точности останова листа, конвейерный сбрасыватель, расположенный со стороны передней fi кромки укладываемого листа, снабжен (О упором. ls3 Ji 00 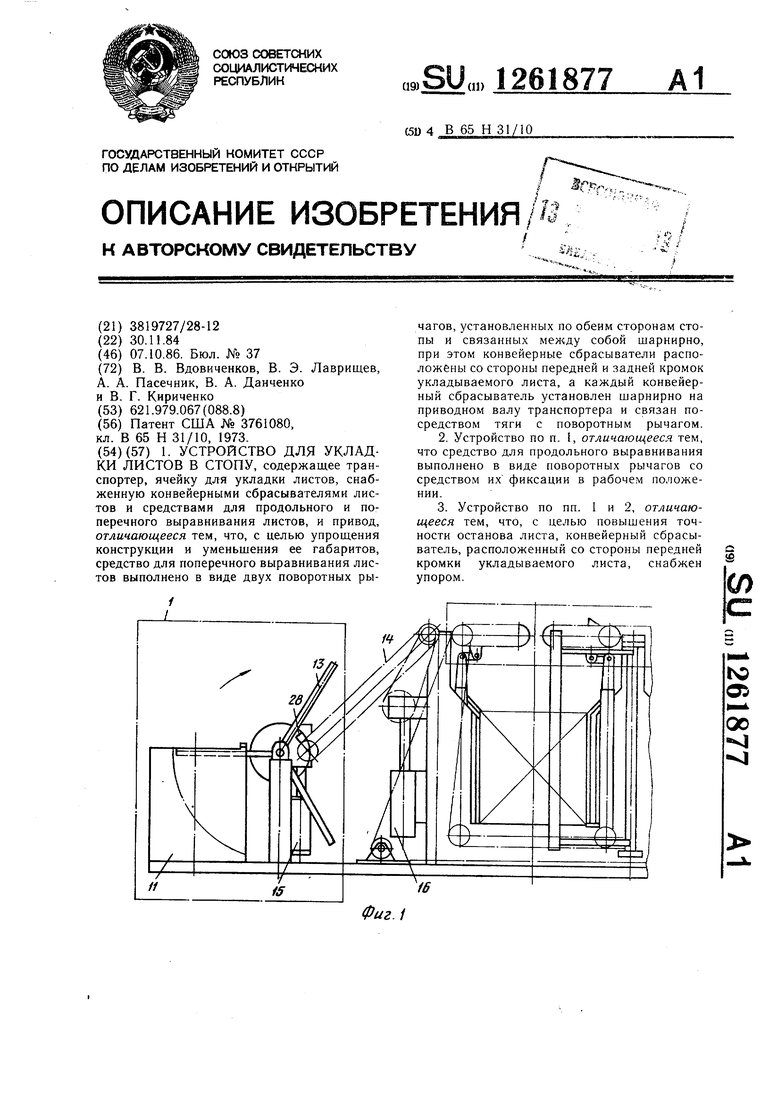
Фиг ii
f 44 mKs
rs го
rS 17
фиг. 5
| Патент США № 3761080, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
