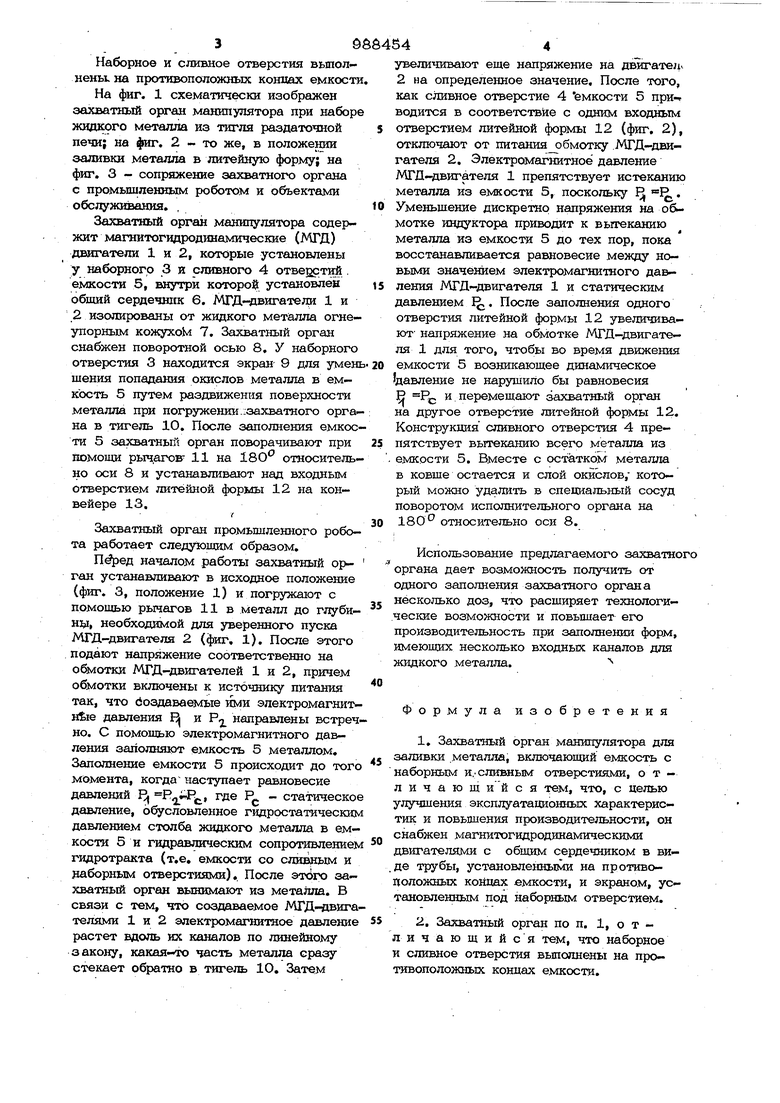
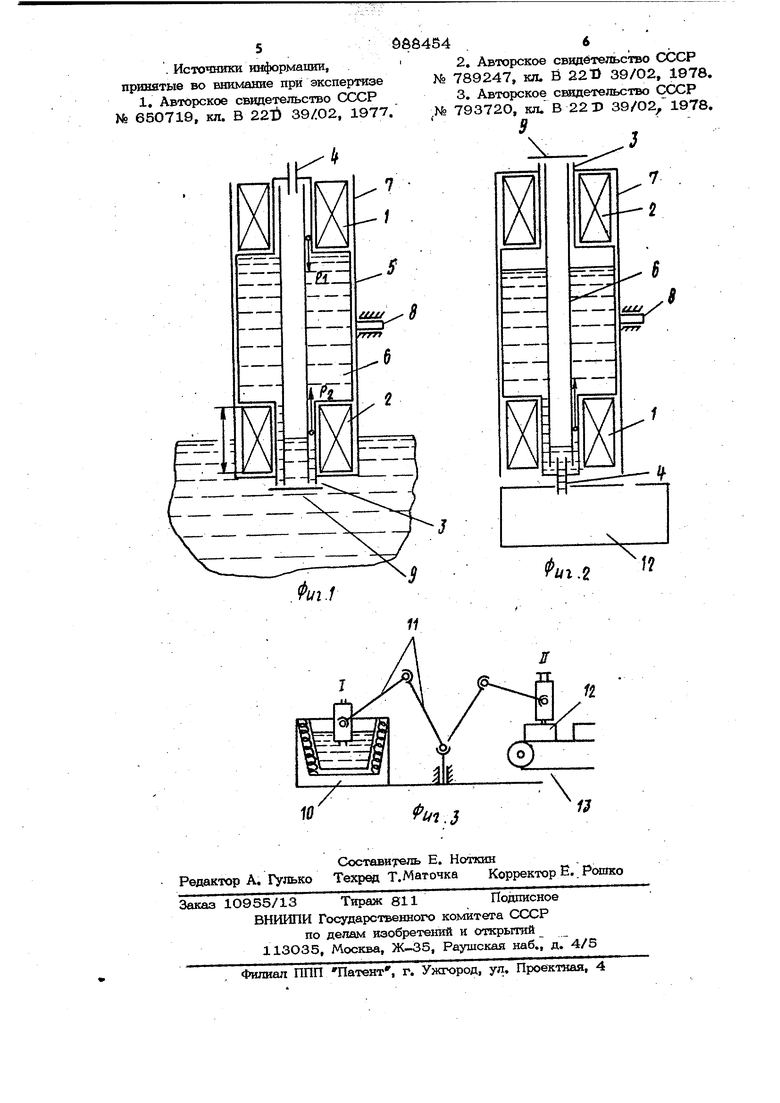
Изобретение относится к литейному .производству и может быть использовано в качестве захватных органов промышленё ных роботов, применяемых для заливки металла. Известны захватные органы манипуляторов для набора дозы расплавленного металла из тигля раздаточной печи, транс портирования и заливки металла в литейную форму или в машину, выполненные в виде мерного ковша, имеющего наборное .и слнвное отверстия и поворотную ось 11 и 2., Наиболее близким к предлагаемому по технической сушности к достигаемому , эффекту 5юляется захватный орган уст ройства дли дозирования, вьшолненный в виде мерной емкости, имеющей наборно и сливное отверстия и поворотную Недостатком известного органа является, то, что в нем можно получить только одну дозу, что уменьшает его техж логические возможности и снижает производительность промышленного робота. Во время заливки точка падения струи металла в процессе опорожненяЬ емкости перемещается в плоскости ее поворота, что требует примен«1ия дополнительных средств для напр авления потока и ухудшает эксплуатационные качества устройства. Все окислы, находящиеся на поверхности жндкого металла в мерном ковше нспадают в литей ПР форму, чем сущест венно ухудшается качество отливок. Целью изобретения является улучшение эксплуатационных характеристик и повышение производительное. Указанвая оель достигается тем, что захватный орган манш лятора для заливки металла, включающнй емкость с наборным и сливным отверстиями, снабжен магнитогндродинамичесюши двигателялт с ОЙ1ЩМ сердечшшом в виде трубы, установлешшЕми Н8 противоположных конпах емкости, и экремам, установленньш под наборным отверстием. 36 Наборное и сливное отверстия вьшолнены. на противоположных концах емкости На фиг. 1 схематически изображен захватный орган манипулятора при наборе жидкого металла из тигля раздаточной печи; на фиг. 2 - то же, в положении эаливкн металла в литейную форму; на фиг. 3 - сопряжение захватного органа с промышленным роботом и объектами обслуживания. , Захватный орган манипулятора содержит магнитогидродинамические (МГД) двигатели 1 и 2, которые установлены у наборного 3 и сливного 4 отверстий. емкости 5, внутри которой установлен общий сердечник 6. МГД-двигателр 1 и 2 изолированы от жидкого металла огнеупорным кожухо л 7. Захватный орган снабжен поворотной осью 8. У наборного отверстия 3 находится экран 9 для умень шения попадания окислов металла в емкость 5 путем раздвижения поверхности металла при погружении .захватного органа в тигель 10. После заполнения емкости 5 захватный орган поворачивают при йомощи рыч.агов 11 на ISO относительно оси 8 и устанавливают над входным отверстием литейной формы 12 на конвейере 13. Захватный орган промьплленного робота работает следующим образом. Пфед началом работы захватный орган устанавливают в исходное положение (фиг. 3, положение 1) и погружают с помощью рычагов 11 в Металл до глубины, необходимой для уверенного пуска МГД-двигателя 2 (фиг. 1). После этого подают напряжение соответственно на обмотки МГД-двигателей 1 и 2, причем обмотки включены к источнику питания так, что боздаваемые ими электромагнит Hibie давления Ц и Р направлены встреч но. С помощью электромагнитного давления заполшиот емкость 5 металлом. Заполнение емкости 5 происходит до того момента, когда наступает равновесие давлений f Р, где Р - статическо давление, обусловленное гидростатическим давлением столба жидкого металла в емкости 5 и гидравличесюгм сопротивлением гидротракта (т.е. емкости со сливным и лаборным отверстиями),. После этбго захватный орган вынимают из металла. В связи с тем, что создаваемое МГД-двига телями 1 и 2 электромагнитное давление растет вдоль их каналов по линейному закону, какая-то часть металла сразу стекает обратно в тигель 1О, Затем 4 увеличивают еще напряжение на двигатеп 2 на определенное значение. После того, как сливное отверстие 4 емкости 5 при. водится в соответствие с одним входным отверстием литейной формы 12 (фиг. 2), отключают от питания рбмотку .МГД-двигателя 2. Электромагнитное давление МГД-двигателя 1 препятствует истеканию металла из емкости 5, поскольку 1 «1. Уменьщение дискретно напряжения на обмотке индуктора приводит к вытеканию металла из емкости 5 до тех пор, пока восстанавливается равновесие между новыми значением электромагнитного давления МГД-двигателя 1 и статическим давлением 1. После заполнения одного отверстия литейной формы 12 увеличивают напряжение на обмотке МГД-двигате- ля 1 для того, чтобы во время движения емкости 5 возникающее динамическое Удавление не нарушило бы равновесия Е Р и перемещают захватный орган на другое отверстие литейной формы 12. Конструкция сливного отверстия 4 препятствует вытеканию всего металла из емкости 5. Вместе с остатком металла в ковще остается и слой окислов, который можно удалить в специальный сосуд поворотом исполнительного органа на относительно оси 8. Использование предлагаемого захватного органа дает возможность получить от одного заполнения захватного органа несколько доз, что расширяет технологичес1ше возможности и повьплает его производительность при залолнении форм, имеющих несколько входных каналов для жидкого металла. Формула изобретения 1.Захватный орган манипулятора для заливки ..металла, включающий емкость с наборным и.сливным отверстиями, отличающийся тем, что, с целью улучшения эксплуатационных характеристик и повышения производительности, он снабжен магнитогидродинамическими двигателями с общим сердечником в ви.де трубы, установленньп ш на противоположных концах емкости, и экраном, установленным под наборным отверстием. 2.Захватный орган по п. 1, о т личающийся тем, что наборное и сливное отверстия выполнены на противоположных концах емкости.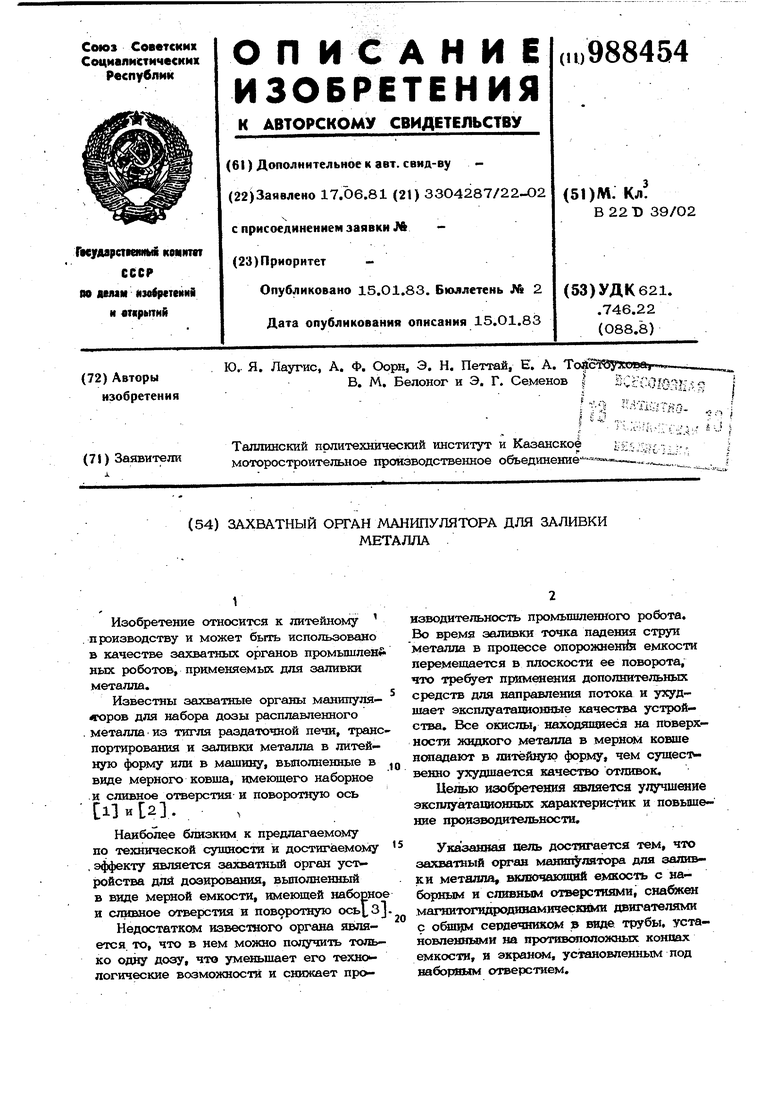
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитное дозирующее устройство | 1980 |
|
SU865520A1 |
| Электромагнитное дозирующее устройство | 1982 |
|
SU1052332A1 |
| Плавильно-заливочная установка | 1975 |
|
SU593819A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| Электромагнитное дозирующее устройство | 1983 |
|
SU1088876A1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ ЖИДКИХ МЕТАЛЛОВ | 1994 |
|
RU2092593C1 |
| Электромагнитное дозирующее устройство | 1981 |
|
SU1016063A1 |
| Устройство для дозирования жидкого металла | 1978 |
|
SU698723A1 |
| Электромагнитное дозирующее устройство | 1980 |
|
SU933238A1 |
