( 54 ) СПОСОБ ИМПУЛЬСИО-ДУГОВОЙ СВАРКИ
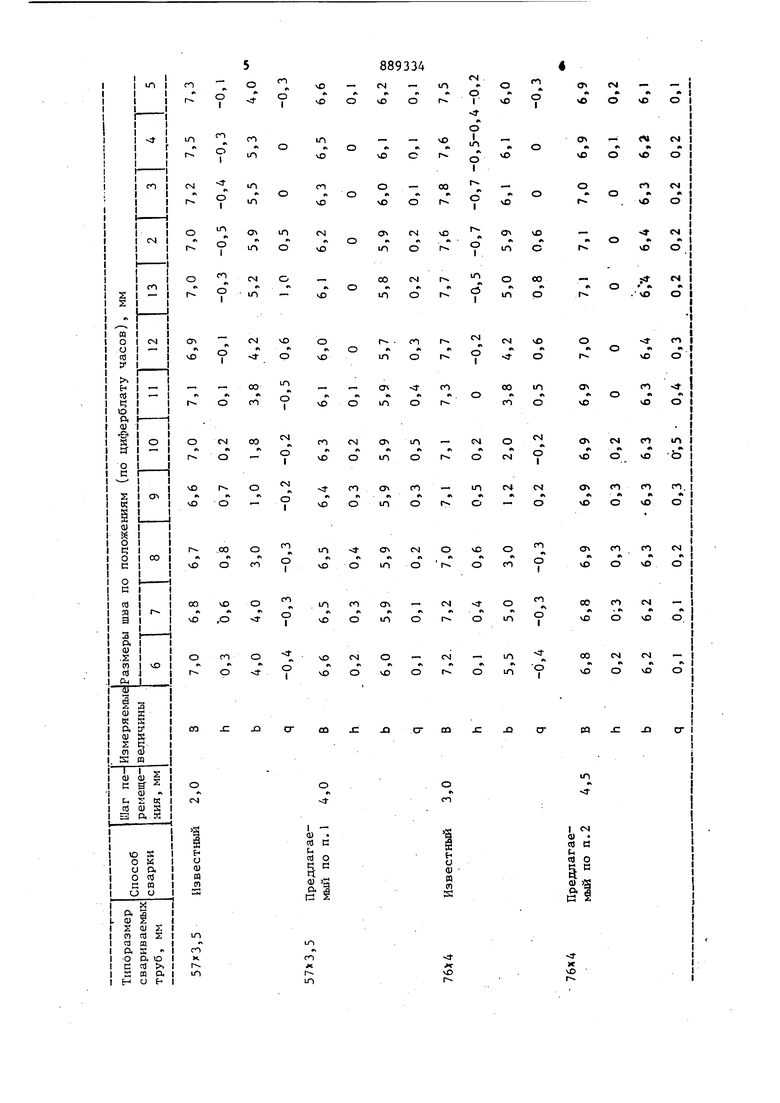
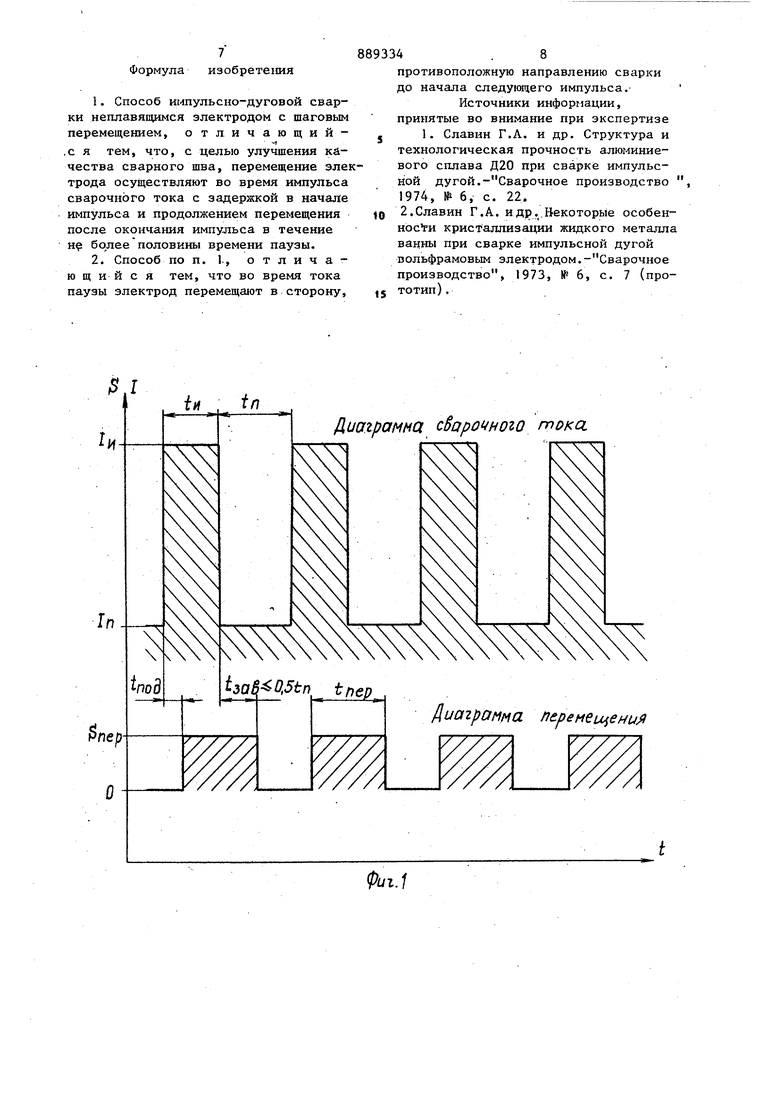
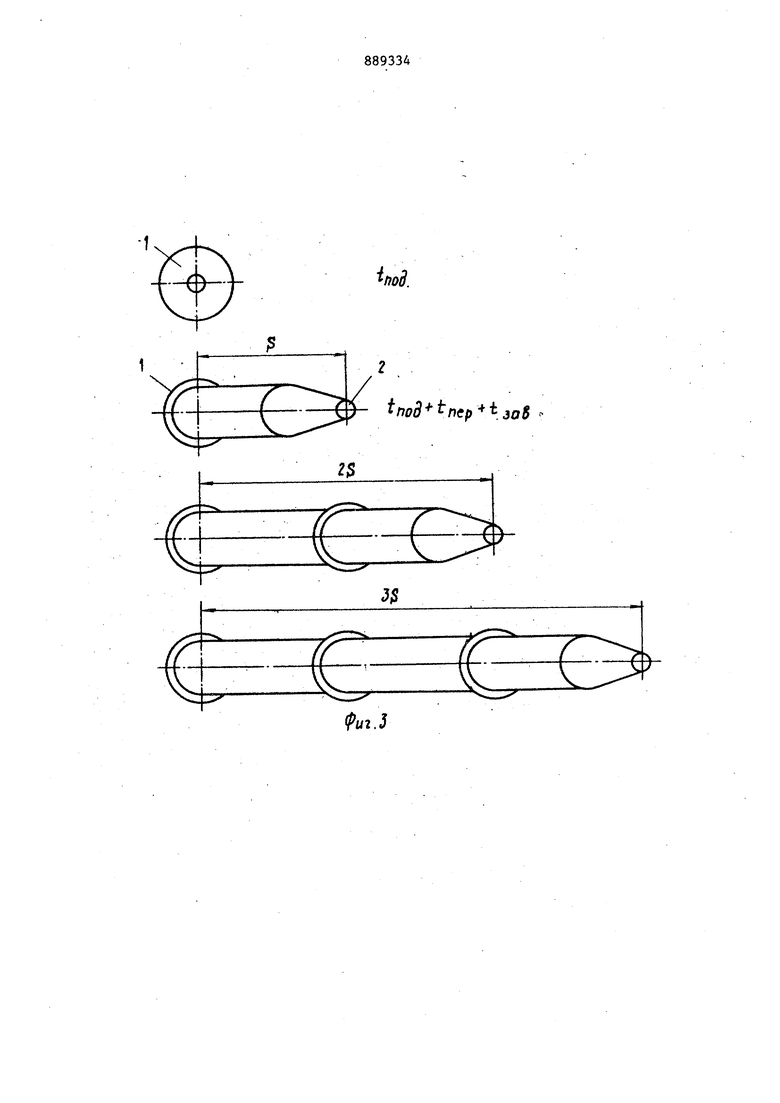
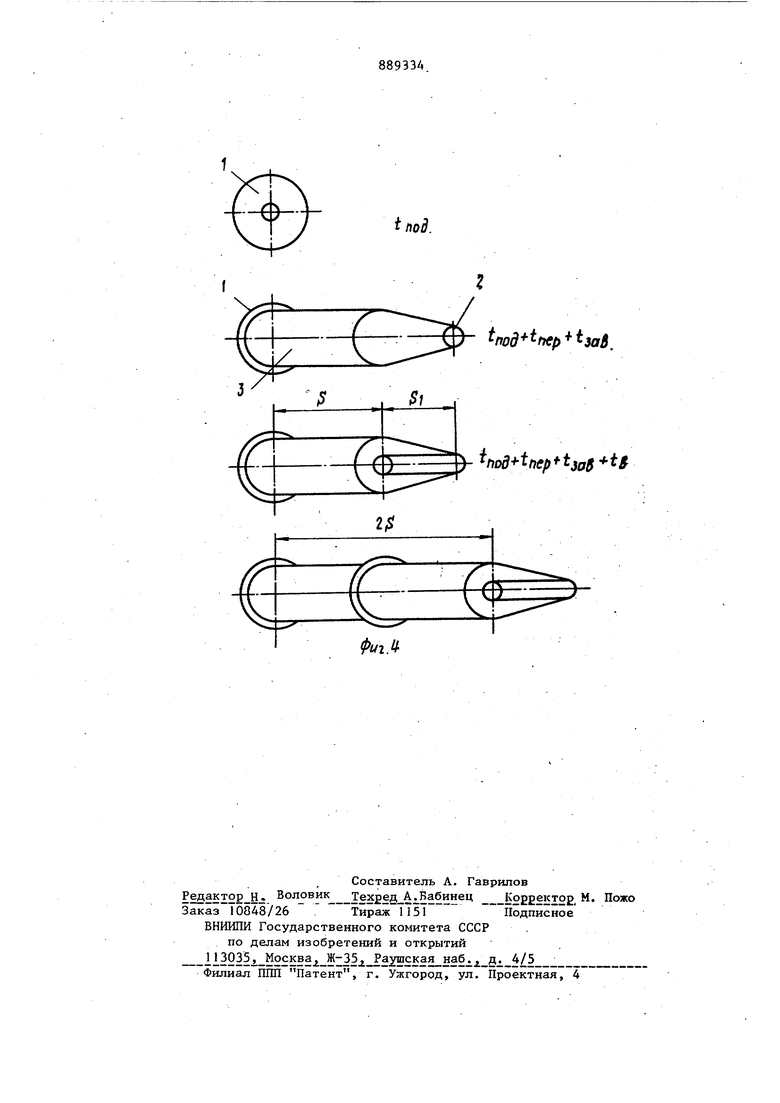
НЕПЛАВЯЩШСЯ ЭЛЕКТРОДОМ С ШАГОВЫМ Изобретение относится к сварке, и в частности к дуговой сварке в защитных газах и может быть использова но в различных областях промьштеннос ти и строительства при стыковой свар ке листовых, трубных и прочих конструкций без разделки кромок неплавящимся электродом без присадочной проволоки. Известен способ сварки неплавящимся электродом при непрерывной перемещении импульсной дуги fljНедостатком этого способа являетс возможность непровара в местах перекрытия, а следовательно, ограничение скорости сварки и ухудшение форм рования шва. Известен также способ импульснодуговой сварки неплавящимся электродом с шаговым перемещением во вре:- Я паузы. Сварной шов, выполненный этим способом представляет собой последовательно закристаллизовавшиеся ПЕРЕ1-1ЕЩЕНИЕМ хвостовые участки ванны каждой точки с заданным перекрытием 2 J. Однако при этом способе существует вероятность непровара в местах перекрытия точек. Кроме того, в процессе сварки перемещение электрода начинается до полной кристаллизации сварочной ванны, в каждой точке образуется кратер, который необходимо перекрыть наложением последующей точки, что ограничивает шаг перемещения. Цель изобретения - улучшение качества сварного соединения за счет улучшения формирования шва и гарантируемого стабильного проплавления. Поставленная цель достигается тем, что в процессе сварки неплавящимся электродом с шаговьм перемещением, перемещение электрода осуществляют во время импульса сварочного тока с задержкой в начале импульса и продолжением перемещения после окончания импульса в течение не более половины времени паузы, а во время паузы электрод перемещают в обратную сторону до начала следующего импульса. Перемещение электрода во время импульса сварочного тока позволяет формировать шов из отдельных участ ков, а не из отдельных точек, как в известном способе, за счет чего увеличивается шаг .перемещения. Задержка перемещения электрода в начале им пульса обеспечивает .предварительный подогреви получение провара в начале каждого участка и выбирается в зависимости от толщины свариваемого металла. Продолжение перемещения электрода после окончания импульса обеспечивает плавную заварку кратера в конце каждого участка. .. Кроме того для получения более на дежного перекрытия отдельньпс участков и обеспечения постоянной ширины провара, электрод во время тока паузы перемещают в сторону противополож ную направлению сварки до начала сле дующего импульса. На фиг. 1 и 2 изображены диаграммы сварочного тока и перемещения, электрода; на фиг. 3 и 4 - схемы фор мирования швов в течении соответственно 3-х и 2-х циклов:. Предлагаемый способ осуществляется в следующей последовательности.. Между вольфрамовым электродом и изделием возбуждают электрическую ду гу во время импульса сварочного тока (1| ). После истечения времени подогрева {tfl(.,д ) и получения сварной точки 1 с проваром включают перемещение электрода 2 в течение времени перемещения (tpgp ) на величину шага (S). По окончании времени импульса (ц), сварочный ток снижают до ве личины тока паузы (|) и производят заварку кратера в течение, времени не более половины времени паузы ( i 0,5ty,) , после получения сваренного участка перемещение электрода выключает и до следующего импульса сварочного тока происходит кристаллизация сварочной ванны. Далее цикл повторяют. 4 .4 Кроме того, для получения более надежного перекрытия отдельных участков и обеспечения постоянной ширины провара, в дополнение к вышеизложенному циклу, электрод во время тока паузы (lyi) перемещают в сторону противоположную направлению сварки до начала следующего импульса на величину (S ) в течение времени (t), в которое составляет не более половины времени паузы (tg 0,5t). Производим импульснр-дуговую сварку неплавящимся электродом с шаговым еремещением неповоротных стыков труб ,5 мм и мм из стали 08Х18н I ОТ.: Стыки труб собираются без разделки кромок. Для получения сравнительных данных одновременно свариваем стыки труб по известному способу. Геометрические размеры при импульсно-дуговой сварке с шаговым перемещением неплавящего электрода приведены в таблице. Все сварйые соединения имеют высокие показатели прочности и пластичности при механических испытаниях, а также высокую коррозионную стойкость против МКК по ГОСТ 6052-75. Как видно из таблицы, применение нового способа сварки позволяет увеличивать шаг перемещения электрода в 1,5-2 раза, что приводит к улучшению формирования шва и получению шва без ослабления с наружной и внутренней стороны с постоянной шириной провара. Применение предлагаемого способа сварки позволяет обеспечить высокое качество сварных стыков труб с толщиной стенки до 5 мм при отсутствии разделки кромок. Исследование предлагаемого способа сварки стыков трубопроводов, трубных элементов и листовых конструкций из углеродистых, низколегированных и высоколегированных сталей обеспечивает повьшение производительности процесса и повьш1ение качества сварных соединений. Расчетный экономический эффект от, использования способа в системе Минэнерго СССР составляет около 100 тыс. , руб.
Формула изобретения
1.Способ импульсно-дуговей сварки неплавящимся электродом с шаговым
перемещением, отличающий
,с я тем, что, с целью улучшения качества сварного шва, перемещение эле трода осуществляют во время импульса сварочного тока с задержкой в начале импульса и продолжением перемещения после окончания импульса в течение н бо,лее половины времени паузы.
2.Способ по п. 1, отличающийся тем, что во время тока паузы электрод перемещают в сторону.
89334 . 8
противоположную направлению сварки до начала следующего импульса.
Источники информации, принятые во внимание при экспертизе J 1. Славин Г.Л. и др. Структура и технологическая прочность алюминиевого сплава Д20 при сварке импульсной дугой.- Сварочное производство 1974, № 6, с. 22.
)0 2.Славин Г. А. и др..Некоторые особенности кристаллизации жидкого металла ванны при сварке импульсной дугой вольфрамовым электродом.- Сварочное производство, 1973, № 6, с. 7 (про(5 тотип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1989 |
|
SU1773631A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
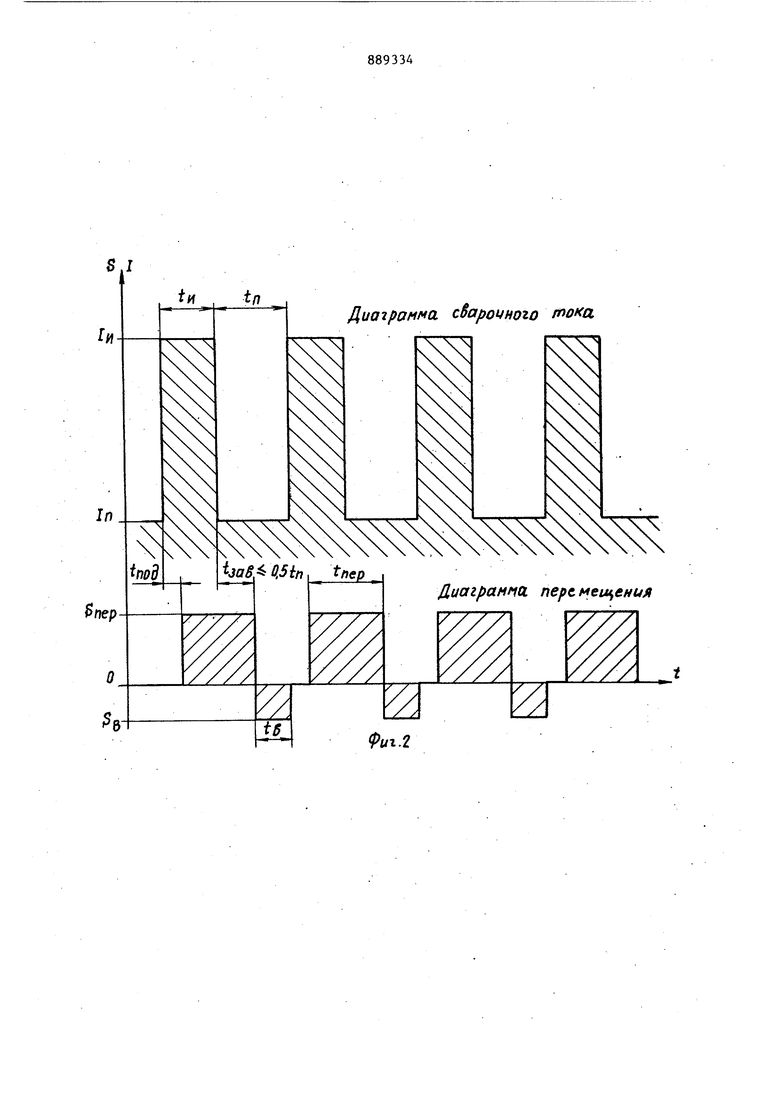
MuaipoMfta сварочного Риг.2 тока
-t
W.
-e
fui.S
под.
) заВ,
nod+tnep t ag-f-t
ФигЛ
