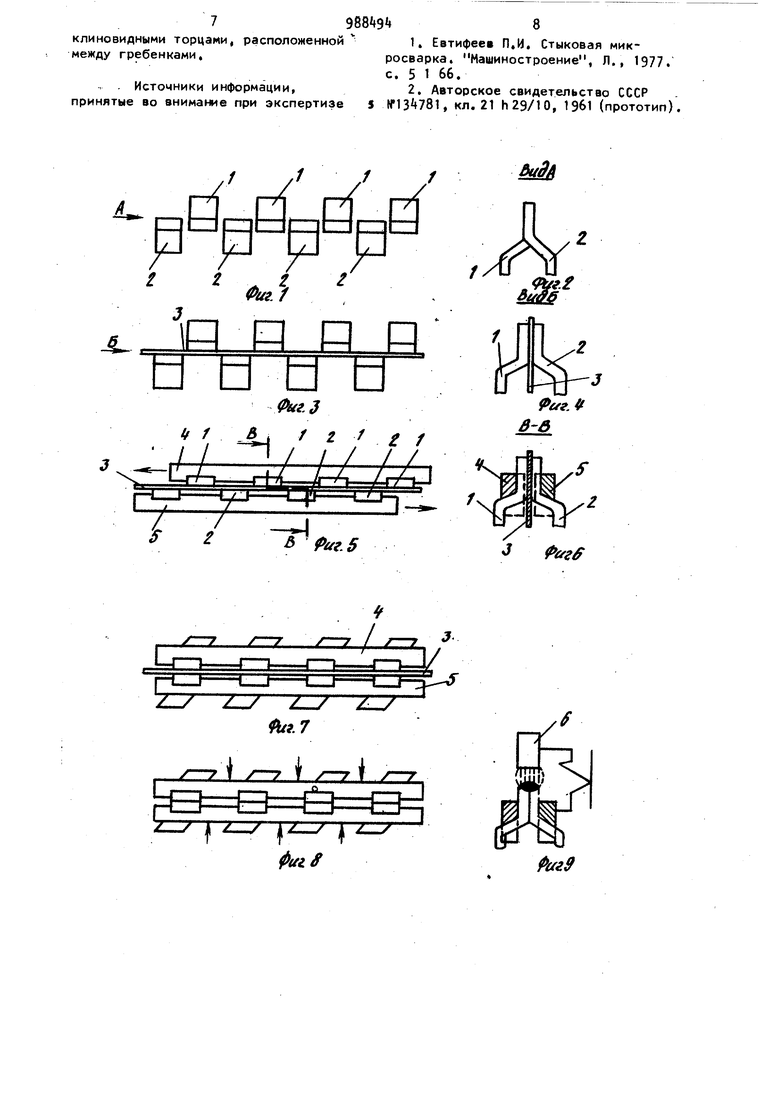
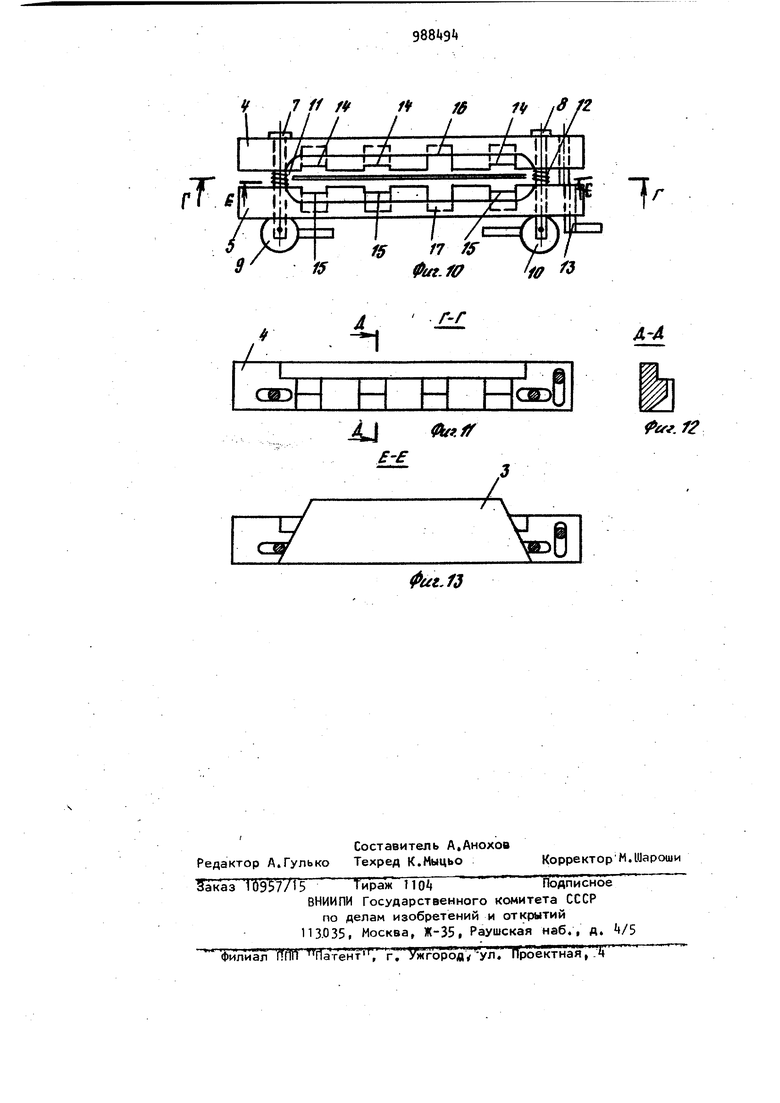
С помощью известного устройства можно сваривать только кольцевые элементы, имеющие общую продольную ось торцов, а для сварки торцов эле ментов, расположенных в шахматном порядке, оно не может быть применено. Целью изобретения является повышение качества сварки и производител ности процесса. Поставленная цель достигается тем что согласно способу попарной сварки торцов упругих элементов, по которому противоположные элементы двух соседних рядов собирают попарно и осуществляют их сварку, при сборке между двумя рядами свариваемых элементов вводят разделительную пластину. на каждый ряд элементов надевают rpy повые зажимы и путем встречного их перемещения устанавливают каждый эл мент друг против друга, после чего удаляют разделительную пластину и осуществляют обжатие элементов между собой. Реализация способа осуществляется тем, что в устройстве, содержа щем групповой контактный зажим и сва рочный электрод, групповой контактный зажим выполнен в виде двух взаимно подпружиненных Г-образных гребе нок с пазами на их внутренней стороне, установленных с возможностью воз вратно-поступательного перемещения относительно друг друга, и связывающих их тяг, часть пазов выполнена с профилем,.соответствующим профилю упругих элементов, а другая часть с аналогичным профилем, имеющим ширину, превышающую суммарную толщину упругих элементов, причем устройство снабжено двумя кулачками, установленными на соединительных тягах, и разделительной пластиной с клиновидными торцами, расположенной между гребенками. На фиг. 1 изображены свариваемые торцы в исходном положении перед введением разделительной пластины; на фиг, 2 - упругие элементы, вид А на фиг. 1; на фиг, 3 - положение свариваемых торцов после введения разделительной пластины, на фиг. 4 упругий элемент Б на фиг. 3, на фиг, 5 - положение свариваемых торцо после надевания на них групповых кон тактных зажимов и процесс их встречного перемещения) на фиг. 6 - сечени «4 В-В на фиг. 5 на-фиг. 7 - положение свариваемых торцов после совмещения пар торцов;- на фиг. 8 - то же, после удаления разделительной пластины и обжатия групповых зажимов, на фиг. 9 - процесс оплавления торцов упругих элементов и получение сварного соединения, на фиг. 10 - изображено устройство для попарной сварки торцов упругих элементов, вид сверху, на фиг, 11 - сечение Г-Г на фиг. 10 (устройства для сварки вдоль разъема Г-образных гребенок); на фиг. 12 - сечение Д-Д на фиг. 11; на фиг. 13 - сечение Е-Е на фиг, 10. Для осуществления сварки по предлагаемому способу между элементами 1 и 2 вводят разделительную пластину 3. При введении пластины 3 упру элементы 1 и 2 раздвигаются и свободно опираются на боковые плоскости разделительной пластины 3, что исключает их взаимное зацепление при продольном перемещении. После этого на каждый ряд свариваемых элементов 1 и 2 надевают групповые контактные зажимы 4 и 5. Зажимы k и 5 перемещают во встречном направлении. В процессе этого перемещения упругие элементы 1 И 2 находящиеся в пазах зажимов 4 и 5 и перемещаются вдоль разделительной пластины 3, проскальзывая по ней своими торцами. Перемещают пластины до совпадения противоположных элементов 1 и 2 и образования пар, подлежащих сварке. После этого разделительная пластина 3 удаляется, а упругие элементы 1 и 2, будучи зафиксированными зажимами и S, сохраняют свое парное положение. Групповые парные зажимы и 5 сжимают между собой, образуя плотный контакт с упругими элементами 1 и 2, а затем к ним подключают один вывод сварочного трансформатора и с помощью электрода 6 осуществляют сварку. Устройство для осуществления способа состоит из подвижного основания, являющегося групповым контактным зажимом и токрподводом, выполненным в виде двух гребенок Г-образного профиля и 5 которые соединены между собой с помощью соединительных тяг 7 и 8 с расположенными на них кулачками 9 и 10, взаимодействующими с гребенкой 5 с возможностью перемещения ее в направлеНИИ гребенки k Для .свободного раскрытия гребенок 4 и 5 в исходном положении между ними имеются распорные пружины 11 и 12. Для перемещения гребенок и 5 в продольном на-. правлении устройство снабжено эксцен риком 13. Между гребенками и 5 располагается съемная разделительная пластина 3 которая после ориентации упругих элементов убирается. На внутренней стороне Г-образных гребенок Ц и S выполнены пазы 1 и 15 по профилю и числу упругих элементов 1 и 2. В том случае, когда отдельные пары упругих элементов .должны быть пропущены без сварки, пазы 16 и 17 на гребенках и 5, соответству ющие этим пазам, выполняют большего размера, чем упругие элементы, что исключает их контактирование как меж fly собой, так и с токоподводящими гребенками 4 и 5. Устройство работает следующим образом. Разделительную пластину 3 вводят между рядами свариваемых элементов 1 и 2 путем перемещения ее вдоль эти рядов. Клиновидный торец способствует раздвиганию перекрещивающихся элементов. После введения пластины.3 гребенки 4 и 5 одевают на упругие элементы 1 и 2, при этом каждый упругий элемент должен попасть в паз на внутренней стороне гребенки. После этого гребенки А и 5 перемещают во встречном направлении путем поворота эксцентрика 13. Перемещение это производят до тех пор, пока упругие элементы не образуют пары, под лежащие сварке. Разделительную пласт ну 3 удаляют, кулачки 9 и 10 поворач вают на некоторый угол и в результат их поворота гребенки i и 5 сжимаются между собой и сжимают торцы упругих элементов 1 и 2. Пара упругих элементов, оказавшаяся в пазах 1б и 17, не вступает в контакт с гребенкой, так как глубина этих пазов увеличена и в результате этого эта пара оказывается лишенной токоподвода и не сваренной, так как групповой зажим-гребенка является одновременно и групповым токоподводом. После сварки всех пар выводов свариваемого ряда кулачки 9 и 10 поворачиваются в исходное положение и гребенки и 5 под действием пружин И и 12 раздвигаются.ПоСле этого устройство Переставляется на следующий ряд. Таким образом, применение способа сварки торцов упругих элементов и устройства для его осуществления позволяет по сравнению с базовым o6vектом, принятым в качестве, прототипа , обеспечить качественную сварку независимо от взаимного начального расположения этих элементов, а также осуществить сварку по заданной программе, автоматически обеспечивая пропуски сварки в заданных местах, что также способствует повышению производительности процесса сварки. Формула изобретения 1.Способ попарной сварки торцов упругих элементов, по которому противоположные элементы .двух соседних РЯДОВ собирают попарно и осущесталя ют их сварку, отяичающийс я тем, что, с целью повышения качества сварки и производительности процесса, при сборке между двумя рядами свариваемых элементов вводят разделительнуюПластину, на каждый ряд элементов надевают групповые контактные зажимы и путем встречного их перемещения устанавливают каждый элемент друг против друга, после чего удаляют разделительную пластину и осуществляют обжатие элементов между собой. 2.Устройство для попарной сварки торцов упругих элементов, содержащее групповой контактный зажим и сварочный электрод, отличающееся тем, что групповой контактный зажим выполнен в виде двух взаимно подпружиненных Г-образных гребенок с пазами на их внутренней стороне, установленных с возможностью возвратнопоступательного перемещения относительно друг друга и связывающих их тяс, часть пазов выполнена с профилем, соответствующим профилю упругих элементов, а другая часть - с аналогичным профилем, имекмцим ширину, превышающую суммарную толщину упругих элементов, причем устройство снабжено-двумя кулачками, установленными на соединительных тягах, и разделительной пластинай с
7988 9t8
клиновидными торцами, расположенной 1. Евтифее П.И. Стыковая микмежду гребенками.росварка. Машиностроение, Л,, 1977.
Источники информации,2. Авторское свидетельство СССР
принятые во внимание при экспертизе S , кл. 21 Ь29/10, 1961 (прототип).
с. 5 1 66.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки плоских деталей | 1990 |
|
SU1780133A1 |
| Устройство для мерной резки заготовок из проволоки преимущественно в установках для изготовления и укладки выводов в кассеты | 1985 |
|
SU1365154A1 |
| Наборный соединитель с нулевым усилием стыковки | 1987 |
|
SU1515232A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО ПОЛОТНА | 1992 |
|
RU2020018C1 |
| ЗАМОК "ОПРУС-4" ДЛЯ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ОПАЛУБКИ | 2008 |
|
RU2386001C1 |
| УЧЕБНЫЙ ПРИБОР ПО ГЕОМЕТРИИ | 1993 |
|
RU2079894C1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1779435A1 |
| Способ изготовления кольчужного полотна и устройство для его осуществления | 1988 |
|
SU1743669A1 |
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЛОСКИХ СТЕНОВЫХ БЛОКОВ ИЗ КОМПОЗИЦИОННЫХ СМЕСЕЙ | 2007 |
|
RU2332299C1 |
А.
/
/
/
i
0ui.f
Л
0Ui3
f Л / 2 / /
/ / / / / / /
ЫА
г I Фт
1
Г
)
е п ff у,/
Лег. fff№
ГГ
д-4
у
v.
4J « ,/j
