1
Изобретение относится к машиностроению и может быть использовано при производстве строительных материалов, например стеновых панелей.
Известен многоэтажный пресс для изго.тоБления панелей, содержащий многосекционный портал, связанные между собой тягами смонтированные в направляющих портала плиты и установленные на последних опоры качения для формуемых изделий 1 .
Недостатком такого пресса является необходимость применения специальных устройств для загрузки и удаления формуемых изделий, что связано с потерями времени на обратные хода устройств, на сцепление изделия с устройствами и т. п. операций.Цель изобретения повышение производительности.
Цель достигается тем, что в многоэтажном прессе для изготовления панелей, содержащем многосекционный портал, связанные между собой тягами смонтированные в направляющих портала плиты и установленные на последних опоры качения для формуемых изделий, опоры качения выполнены в виде консольно закрепленных на плитах рессор и смонтированных на последних приводных роликов.
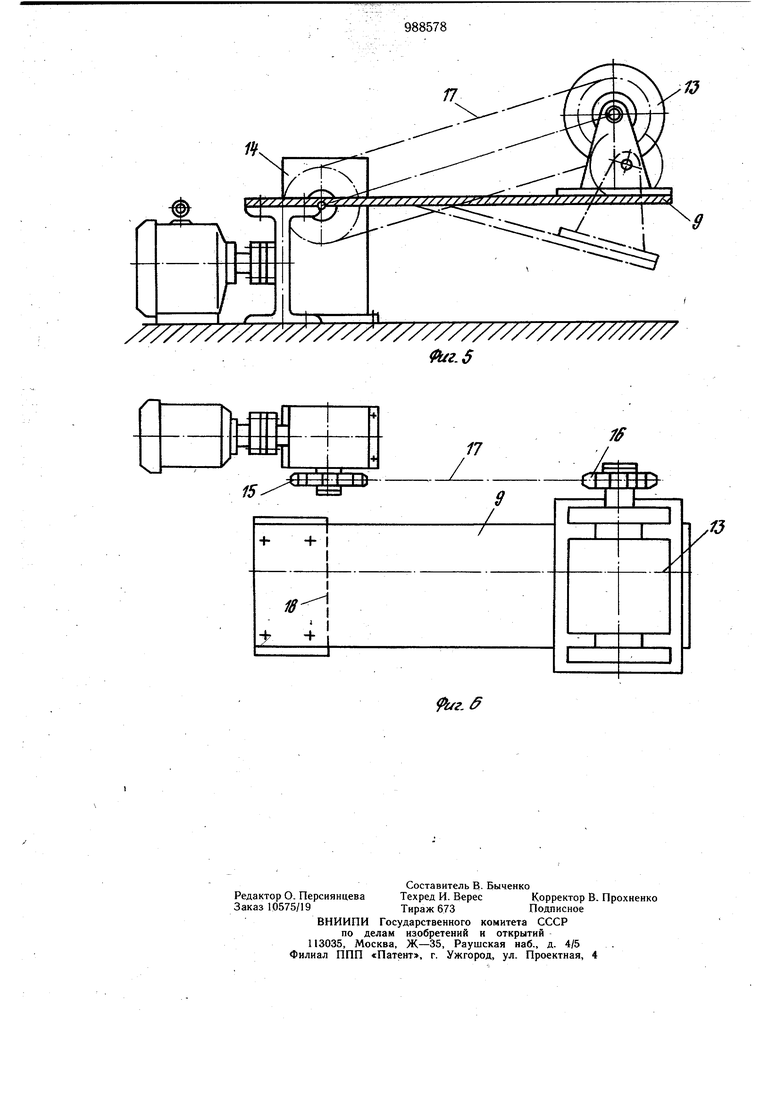
Привод упомянутых роликов выполнен в виде цепных передач, у каждой из которых 5 ось вращения ведущей звездочки совмещена с линией границы закрепления соответствующей рессоры в плите.
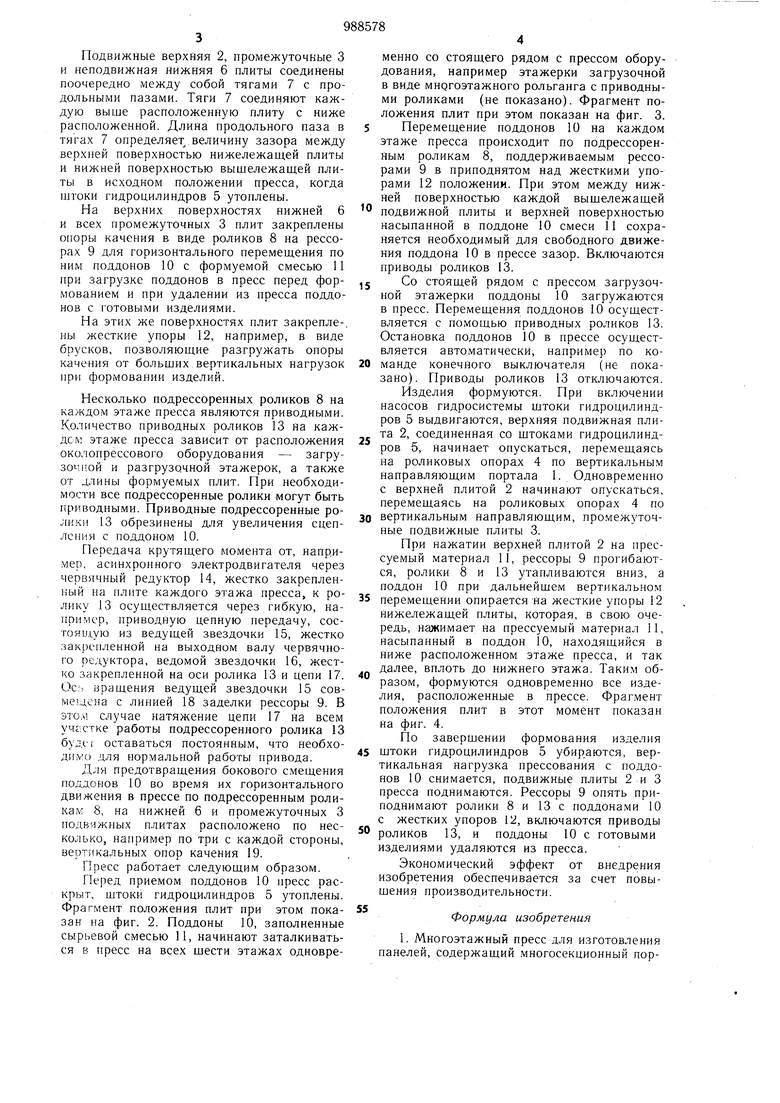
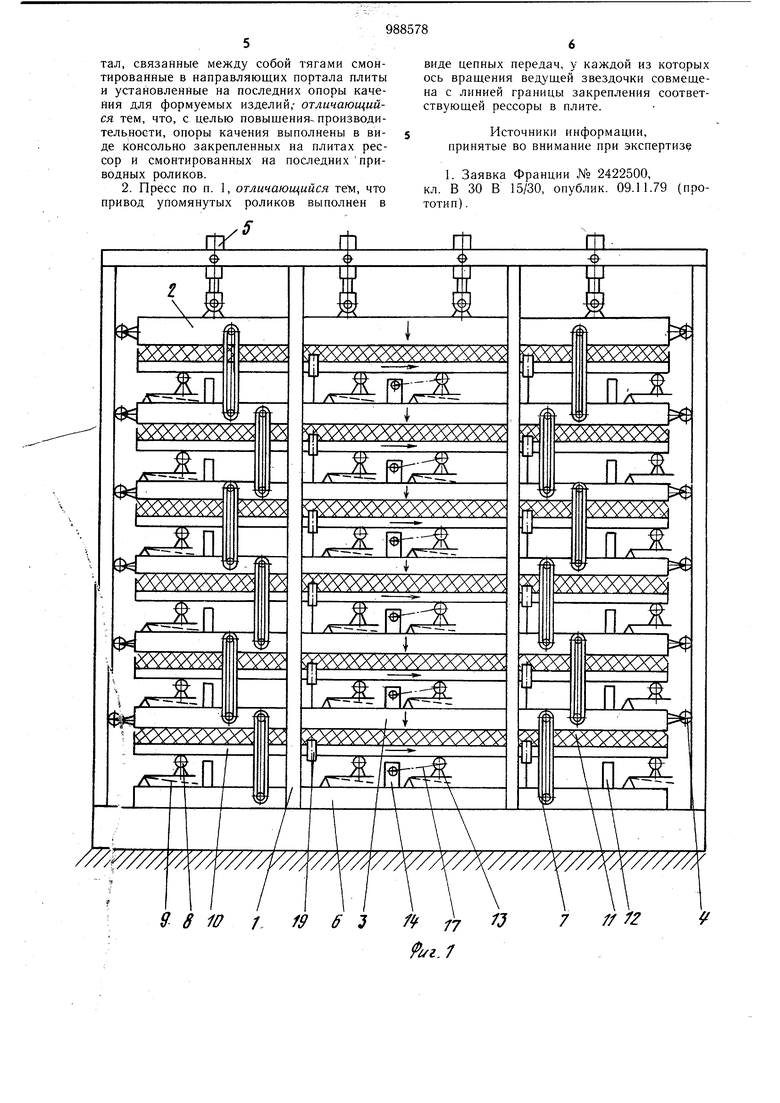
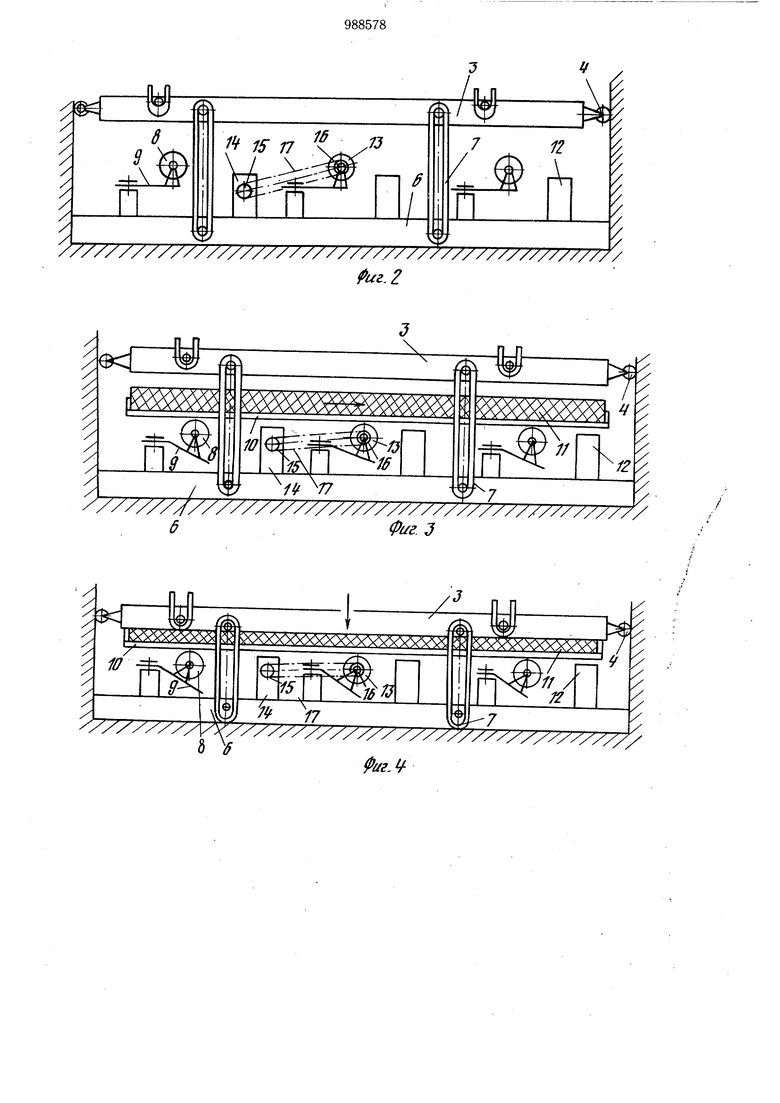
На фиг. представлена схема многоэтажного пресса для изготовления панелей, вид спереди; на фиг. 2, 3 и 4 фрагменты положения плит прессования в процессе работы, вид спереди; на фиг. 5 - привод. ной ролик; на фиг. 6 - то же, вид сбоку.
Пресс состоит из многосекционного, например четырехсекционного, портала 1, 15 подвижных верхней плиты 2 и промежуточных плит 3, перемещающихся в вертикальном направлении по направляющим портала (не показаны) на опорах качения 4 подвижных плит 2 и 3.
Верхняя подвижная плита 2 шарнирно
20 соединена со щтоками нескольких (по необходимой величине усилия прессования), например четырех, гидроцилиндров 5. Корпусы гидроцилиндров 5 щарнирно закреплены в верхней части портала 1 пресса. Подвижные верхняя 2, промежуточные 3 и неподвижная нижняя 6 плиты соединены поочередно между собой тягами 7 с продольными пазами. Тяги 7 соединяют каждую выше расположенную плиту с ниже расположенной. Длина продольного паза в тягах 7 определяет, величину зазора между верхней поверхностью нижележащей плиты и нижней поверхностью вышележащей плиты в исходном положении пресса, когда щтоки гидроцилиндров 5 утоплены. На верхних поверхностях нижней 6 и всех промежуточных 3 плит закреплены опоры качения в виде роликов 8 на рессорах 9 для горизонтального перемещения по ним поддонов 10 с формуемой смесью 11 при загрузке поддонов в пресс перед формованием и при удалении из пресса поддонов с готовыми изделиями. На этих же поверхностях плит закрепле-. ны жесткие упоры 12, например, в виде брусков, позволяющие разгружать опоры качения от больщих вертикальных нагрузок при формовании изделий. Несколько подрессоренных роликов 8 на каждом этаже пресса являются приводными. Количество приводных роликов 13 на каждом этаже пресса зависит от расположения околопрессового оборудования - загрузочной и разгрузочной этажерок, а также от длины формуемых плит. При необходимости все подрессоренные ролики могут быть приводными. Приводные подрессоренные ролики 13 обрезинены для увеличения сцепления с поддоном 10. Передача крутящего момента от, например, асинхронного электродвигателя через червячный редуктор 14, жестко закрепленный на плите каждого этажа пресса, к ролику М осуществляется через гибкую, например, приводную цепную передачу, состоящую из ведущей звездочки 15, жестко закрепленной на выходном валу червячного редуктора, ведомой звездочки 16, жестко закрепленной на оси ролика 13 и цепи 17. Ось вращения ведущей звездочки 15 совмещена с линией 18 заделки рессоры 9. В этол случае натяжение цепи 17 на всем участке работы подрессоренного ролика 13 буде оставаться постоянным, что необходимо для нормальной работы привода. Д;1Я предотвращения бокового смещения поддонов 10 во время их горизонтального движения в прессе по подрессоренным роликам 8, на нижней б и промежуточных 3 подвижных плитах расположено по несколько, например по три с каждой стороны, вертикальных опор качения 19. Пресс работает следующим образом. Перед приемом поддонов 10 пресс раскрыт, штоки гидроцилиндров 5 утоплены. Фрагмент положения плит при этом показан на фиг. 2. Поддоны 10, заполненные сырьевой смесью И, начинают заталкиваться в пресс на всех шести этажах одновременно со стоящего рядом с прессом оборудования, например этажерки загрузочной в виде многоэтажного рольганга с приводными роликами (не показано). Фрагмент положения плит при этом показан на фиг. 3. Перемещение поддонов 10 на каждом этаже пресса происходит по подрессоренным роликам 8, поддерживаемым рессорами 9 в приподнятом над жесткими упорами 12 положении. При .этом между нижней поверхностью каждой вышележащей подвижной плиты и верхней поверхностью насыпанной в поддоне 10 смеси 11 сохраняется необходимый для свободного движения поддона 10 в прессе зазор. Включаются приводы роликов 13. Со стоящей рядом с прессом загрузочной этажерки поддоны 10 загружаются в пресс. Перемещения поддонов 10 осуществляется с помощью приводных роликов 13. Остановка поддонов 10 в прессе осуществляется автоматически, например по команде конечного выключателя (не показано). Приводы роликов 13 отключаются. Изделия формуются. При включении насосов гидросистемы штоки гидроцилиндров 5 выдвигаются, верхняя подвижная плита 2, соединенная со штоками гидроцилиндров 5, начинает опускаться, перемещаясь на роликовых опорах 4 по вертикальным направляющим портала 1. Одновременно с верхней плитой 2 начинают опускаться, перемещаясь на роликовых опорах 4 по вертикальным направляющим, промежуточные подвижные плиты 3. При нажатии верхней плитой 2 на прессуемый материал 11, рессоры 9 прогибаются, ролики 8 и 13 утапливаются вниз, а поддон 10 при дальнейшем вертикальном перемещении опирается-на жесткие упоры 12 нижележащеи плиты, которая, в свою очередь, нажимает на прессуемый материал 11, насыпанный в поддон 10, находящийся в ниже расположенном этаже пресса, и так далее, вплоть до нижнего этажа. Таким образом, формуются одновременно все изделия, расположенные в прессе. Фрагмент положения плит в этот момент показан на фиг. 4. По завершении формования изделия штоки гидроцилиндров 5 убираются, вертикальная нагрузка прессования с поддонов 10 снимается, подвижные плиты 2 и 3 пресса поднимаются. Рессоры 9 опять приподнимают ролики 8 и 13 с поддона.ми 10 с жестких упоров 12, включаются приводы роликов 13, и поддоны 10 с готовыми изделиями удаляются из пресса. Экономический эффект от внедрения изобретения обеспечивается за счет повышения производительности. Формула изобретения I. Многоэтажный пресс для изготовления панелей, содержащий многосекционный портал, связанные между собой тягами смонтированные в направляющих портала плиты и установленные на последних опоры качения для формуемых изделий,- отличающийся тем, что, с целью повышения-производительности, опоры качения выполнены в виде консольно закрепленных на плитах рессор и смонтированных на последних приводных роликов.
2. Пресс по п. 1, отличающийся т&л, что привод упомянутых роликов выполнен в
виде цепных передач, у каждой из которых ось вращения ведчщей звездочки совмещена с линией границы закрепления соответствующей рессоры в плите.
Источники информации, принятые во внимание при экспертизе
1. Заявка Франции № 2422500, кл. В 30 В 15/30, опублик. 09.11.79 (прототип) .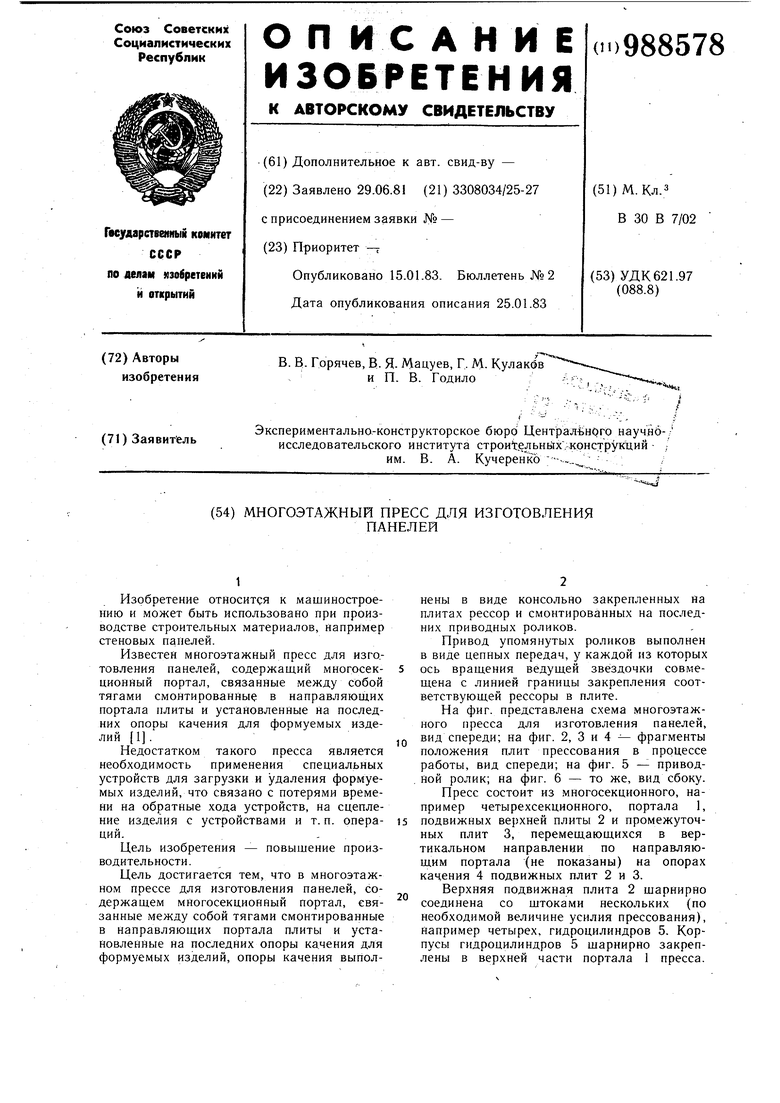
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления строительных изделий | 1984 |
|
SU1201137A1 |
| Манипулятор к прессу | 1986 |
|
SU1339011A1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2047483C1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО К МНОГОЭТАЖНОМУ ПРЕССУ | 1973 |
|
SU370038A1 |
| Многоэтажный пресс | 1975 |
|
SU692723A1 |
| Многоэтажный пресс | 1977 |
|
SU679423A1 |
| Загрузочное устройство к этажному прессу | 1981 |
|
SU1098833A1 |
| Устройство для выталкивания клееной фанеры из пресса | 1980 |
|
SU939195A1 |
| АВТОМАТИЗИРОВАННЫЙ МНОГОЭТАЖНЫЙ ГАРАЖ-СКЛАД И УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ПОДДОНА | 2001 |
|
RU2212508C2 |
/7/У// /////У//7у /У//////////////////
й/г
ь +
//
17
/
9
/
/J
/
18
Ф 1
г.
