(54) МНОГОЭТАЖНЫЙ ПРЕСС

| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗЧИК К МНОГОЭТАЖНОМУ ПРЕССУ | 1973 |
|
SU406732A1 |
| Загрузочное устройство к этажному прессу | 1981 |
|
SU1098833A1 |
| Этажный пресс | 1986 |
|
SU1377197A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО К МНОГОЭТАЖНОМУ ПРЕССУ | 1973 |
|
SU370038A1 |
| Формовочная конвейерная линия для изготовления и транспортировки формованных изделий из лигноцеллюлозных и целлюлозных частиц | 1980 |
|
SU963452A3 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| ЧЕТЫРЕХСЕКЦИОННЫЙ АВТОМОБИЛЬНЫЙ ЛИФТ ДЛЯ АВТОМОБИЛЬНЫХ ПАРКОВОК | 2015 |
|
RU2587671C1 |
| Установка для прессования изделий из бетонных смесей | 1988 |
|
SU1660968A1 |





Изобретение относится к деревообрабатывающей промышленности и касается многоэтажных прессов для изготовления листовых неметаллических изделий.
Известны многоэтажные прессы для изготовления листовых неметаллических изделий, включающие обогреваемые плиты с замыкающим, механизмом и загрузочноразгрузочным устройством 1.
Наиболее близким техническим решением к изобретению является многоэтажный пресс листовых неметаллических изделий, включающий обогреваемые плиты с замыкающим штыревым узлом и силовыми цилиндрами, механизмы загрузки и выгрузки, каждый из которых содержит установленную на опорных стойках этажерку, вБшолненную в виде рамы с консолями и смонтированным в ней с возможностью перемещения в вертикальной плоскости элементом с консолями, чередующимися с консолями рамы 2.
Недостатками известных прессов является то, что их конструктивное вьшолнение не обеспечивает быстрой переналадки на другой размер по толщине изделия и точности
установки обогреваемых плит и консолей. Цель изобретения - обеспечить быструю наладку на другой размер по толщине изделия, точность установки обогреваемых плит и консолей.
Для достижения этого пресс снабжен двумя парами симметрично и параллельно расположенных параллелограмных механизмов, одно из звеньев каждого из которых имеет паз, в котором размещены штыри плит пресса, а установленный в каждой раме элемент выполнен в виде дополнительной рамы с консолями и стойками, закрепленными на основной раме, причем основная и дополнительная рамы снабжены замыкающим штыревым узлом, при этом на опорных стойках этажерок и соответствующих им стойках дополнительных рам смонтированы кронщтейны и упоры.
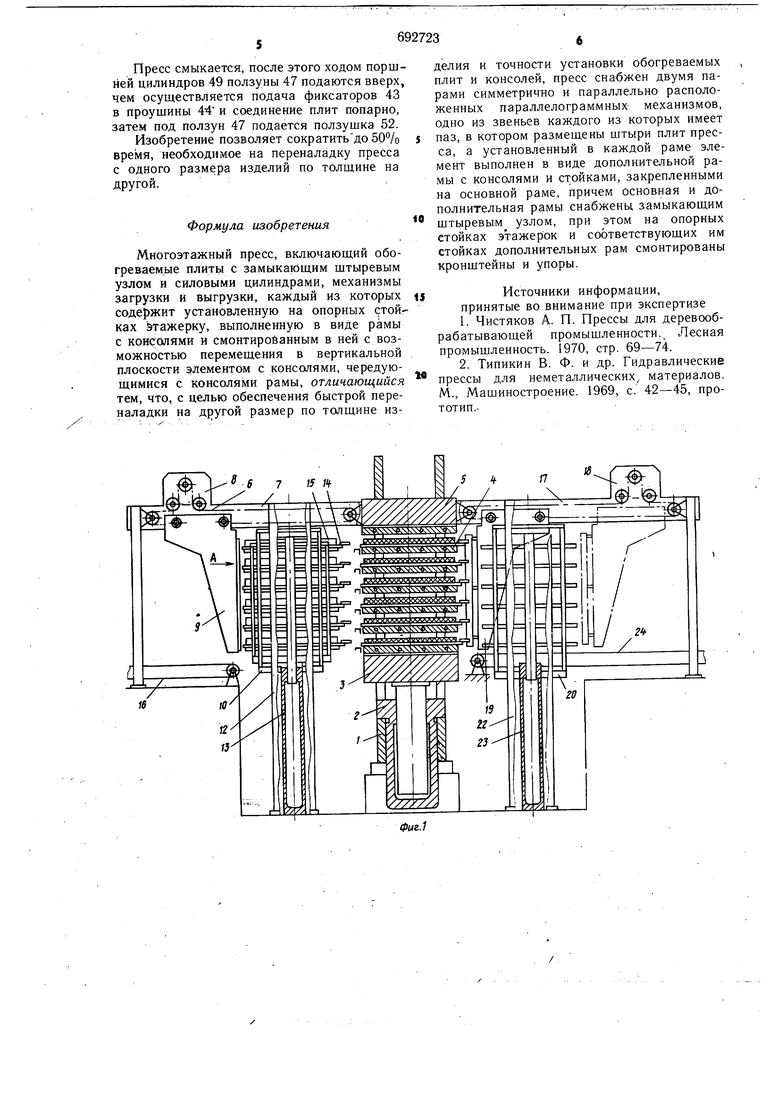
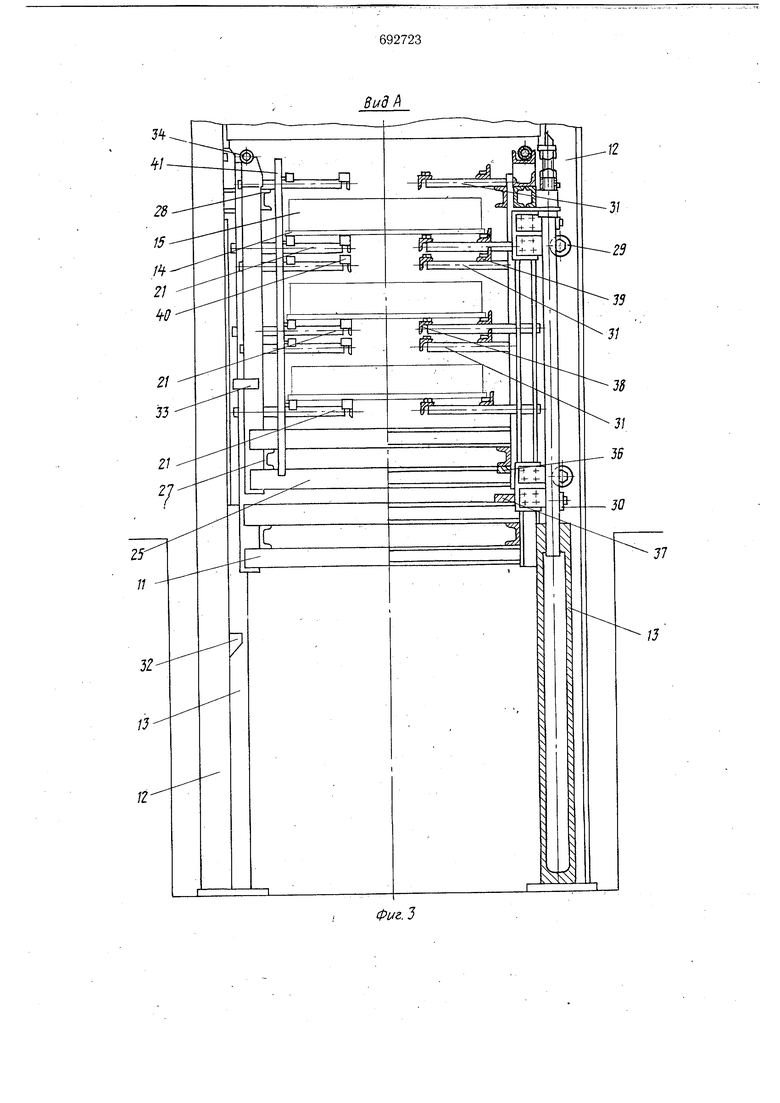
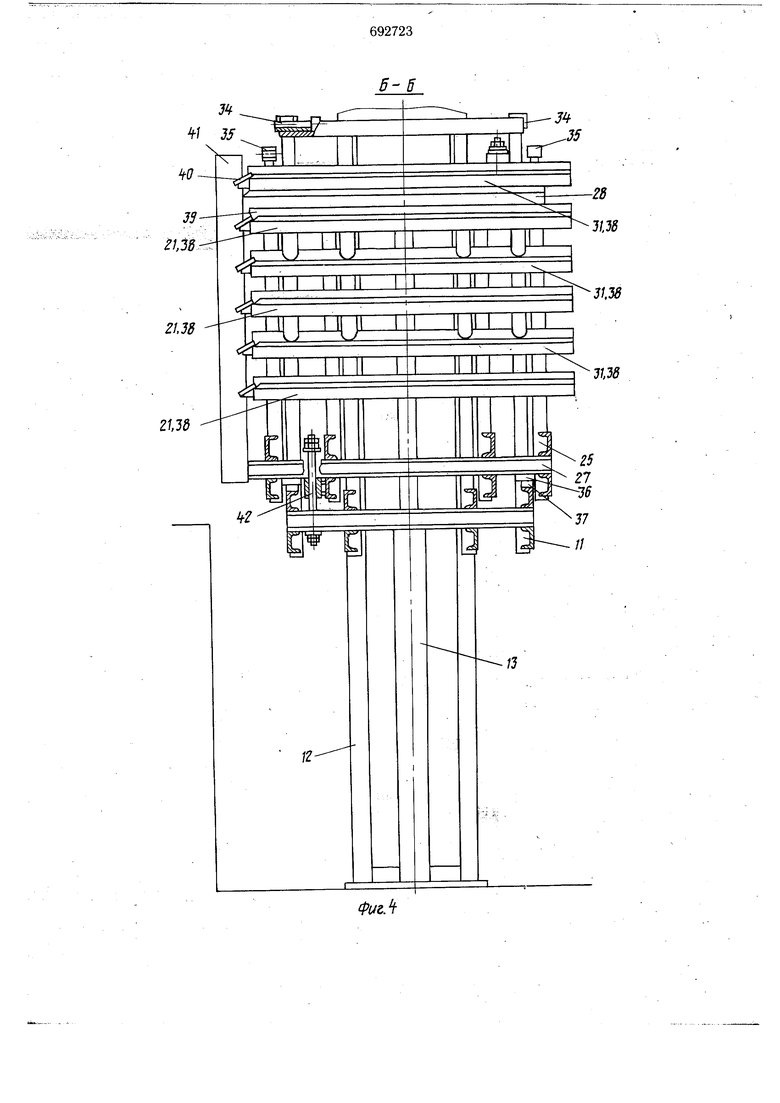
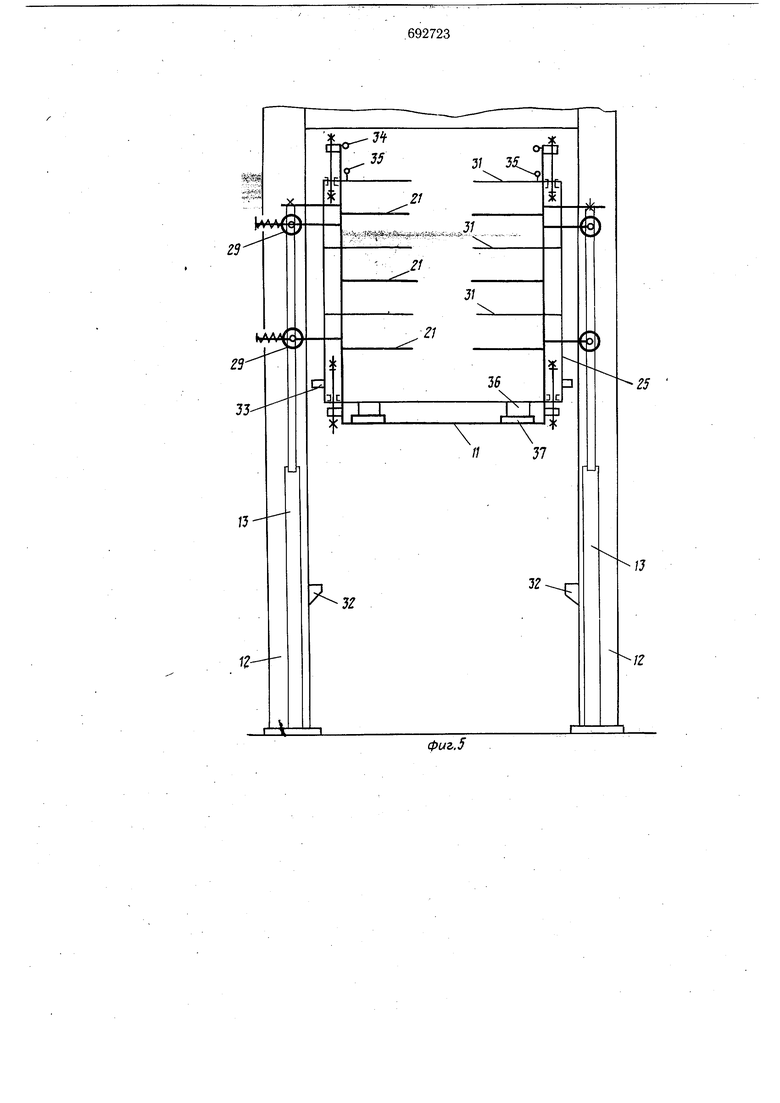
На фиг. 1 изображен пресс с механизмами загрузки и выгрузки; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - то же, при сдвоенном положении ножей; на фиг. 4разрез Б-Б на фИг. 2; на фиг. 5 - упрощенная схема этажерки загрузки в разомкну. ТОМ положении; на фиг. 6 - то же, при сдвоенных консолях; на фиг. 7 - пространственная схема механизма загрузки; на фиг. 8 - обогреваемые плиты пресса с шарнирно-параллельным . механизмом; на фиг. 9 - разрез В-Ё на фиг. 8. на фкг. ГО - обогреваемые плиты пресса в сдвоенном положении с шарнирно-параллельным механиз1мом; на фиг. II - разрез Г-Г на фиг. 10... Многоэтажный пресс включает станину 1 рамного типа, силовой цилиндр 2, подвижный стол 3, обогреваемые плиты 4 .с каналами для подачи теплоносителя; верхнюю поперечину 5, механизм 6 загрузки, который состоит из балки 7 с расположенным на ней приводом 8, осуществляющим перемещение к прессу и от него толкателя 9 этажерки 10, выполненной в виде рамы 11 с двумя опорными стойками 12 и двумя цилиндрами 13, которые крепятся к раме И. На поддонах 14 укладываются подготовленные к прессованию щайбы 15. Загрузка этажерки осуществляется-™ транспортером 16. Механизм выгрузки состоит из балки 17 с расположенным на ней приводом 18 для перемещения к прессу и от него толкателя 19 с устройством для захвата поддонов, из этажерки 20, выполненной в виде рамы с консолями 21, опорными стойками 22 и цилиндрами 23. Выгрузка изделий из этажерки 20 осуществляется на транспортере 24. В этажерках загрузки 10 и выгрузки 20, вьтОлненных в виде рамы, смонтирована с ВОЗМОЖНОСТЬЮ перемещения в вертикальной плоскости дополнительная рама 25, выполненная из Ц-образных поперечных эле йТйтов, сОедйне1Ш1:;гх в жесткую конструкцию. Стойки 26 рамы 25 связаны между собой балками 27, 28. Основная рама 20 направляется по опорным стойкам 22 с Помощью подпружиненных катков 29, 30, а перемещение ее вверх и вниз осуществляется цилиндрами 23. Для едваивания и раздваивания консолей 21 основных рам и консолей 31 дополнительных рам на опорных стойках 12 ггрёдусмОтрейьГкрОнщтейны 32, а на дополнительной раме 25 - упоры 33. Кроме того, на основной раме 20 в верхней ее части присутствует замьУкающий щтыревой узел 34. Отверстия 35 располагаются на дополнительной раме 25. ВразОмкнутом положении этажерки Дополнительная рама 25 Опирается с ТТ01ибц1ью компенсирующих упоров 36 на соответствующие платики 37 основной рамы. Консоли 21 и 31 рам снабжены по своим верхним плоскостям склизами 38 и 39 и направляющими скосами 40 для облегчёТ1Ия ш:)дачи; поддонов. Кроме того, предусмотрены боко-jBbie направляющие 41 для ограничения боковых смещений поддонов. Элементы основной и внутренней рам на фиг. 5, 6, и 7 изображены соответственно жирными и тонкими линиями. в верхней, и нижней частях основной рамы 20 предусмотрены закрепленнью жестко в соответствующих платикаХ направляющие колонки 42, по которым скользит соответствующими втулками при ее движении вверх или вниз дополнительная рама 25. Расположение и число колонок обеспечивают необходимую точность перемещения рам одна относительно другой и, следовательно, точность взаимного положения консолей. Допол нител ную регулировку уровня консолей обеих рам можно производить подбором компенсирующих упоров и платиков 36, 37. Для того, чтобы изменитьЭтажность механизма загрузки с щести этажей на три, т.е. перевести его из положения представленного например, на фиг. 5 в положение показанное на фиг. 6, необходимо произвести следующие операции. Опустить ходом цйлиндров 13 вниз основную раму 20 (она будет опускаться вместе с дополнительной рамой 25) до зависания последней на кронштейнах 32. Дальнейшее опускание основной рамы продолжается до тех пор, пока фиксирующие щтыри 34 не совместятся с их отверстиями 35. Фиксация, т. е. введение штырей в отверстия, может производится вручную или с помощью механизирующих устройств, например, пневмо-или гидроцилиндров, механизм выгрузки устроен и действует аналогичным образом Устройство для переналадки межплитных промежутков (см. фиг.. 8-11) состоит из ряда цилиндрических фиксаторов 43 и проущин 44, расположенных по торцам обогреваемых плит в следующем порядке: если на каждой четной плите установлены фиксаторы, то на каждой нечетной плите - проушина или - наоборот. Приводом для осевого перемещения фиксаторов и введения их в соответствующие отверстия проушин служит шарнирно-параллелограммный механизм 45 с звеньями 46 и ползунами 47 В ползунах есть сквозные продольные пазы, охватывающие цилиндрические выступы 48 фиксаторов 43. Ползуны соединяются (щарнирно) с щтоками силовых цилиндров 49, которые могут питаться от магистрали 50, 51. Для стопорения ползунов 47 в крайнем верхнем положении служат ползущки 52, которые с помощью винтового привода (на , чертеже не показан) подводятся под торцы ползунов, в случаеутечки жидкости из магистрали 50, 51. Обогреваемые плиты снабжены выступами 53 для укладки на «лестницы 54 в разомкнутом положении пресса. Сдваивание плит, т. е, переналадка на более толстое, изделие с увеличением рабочего промежутка осуществляется следующим образом. Пресс смыкается, после этого ходом поршней цилиндров 49 ползуны 47 подаются вверх, чем осуществляется подача фиксаторов 43 в проушины 44 и соединение плит попарно, затем под ползун 47 подается ползушка 52. Изобретение позволяет сократитьдо 50% время, необходимое на переналадку пресса с одного размера изделий по толщине на другой. Формула изобретения Многоэтажный пресс, включающий обогреваемые плиты с замыкающим штыревым узлом и силовыми цилиндрами, механизмы загрузки и выгрузки, каждый из которых соде)жит установленную на опорных стойках Ьтажерку, выполненную в виде рамы с консолями и смонтированным в ней с возможностью перемещения в вертикальной плоскости элементом с консолями, чередующимися с консолями рамы, отличающийся тем, что, с целью обеспечения быстрой переналадки на другой размер по толщине из . . ГЖ , делия и точности установки обогреваемых плит и консолей, пресс снабжен двумя парами симметрично и параллельно расположенных параллелограммных механизмов, одно из звеньев каждого из которых имеет паз, в котором размещены штыри плит пресса, а установленный в каждой раме элемент выполнен в виде дополнительной рамы с консолями и стойками, закрепленными на основной раме, причем основная и дополнительная рамы снабжены, замыкающим штыревым узлом, при этом на опорных стойках этажерок и соответствующих им стойках дополнительных рам смонтированы кронштейны и упоры. Источники информации, принятые во внимание при экспертизе 1.Чистяков А. П. Прессы для деревообрабатывающей промышленности.. Лесная промышленность. 1970, стр. 69-74. 2.Типикин В. Ф. и др. Гидравлические прессы для неметаллических, материалов. М., Машиностроение. 1969, с. 42-45, прототип.
f/ D35f/L
л2Т
25 11
32
;3
Вид l
2U5
г
-f
-J/,35
и
5Ш
Ш
75
27 -75
J7 //
21
X
fAWc
w
.21
/5P32
/2I
692723
)
/3
jz-F
/f Фи&.8 Фиг.3
Фиг. 11
