2, щ а я чения 1201137 Линия по п.1, отличаю- ты, пресс-формователь снабжен с я тем, что, с целью обеспе- рессорными роликами под поддон. сохранности теплообменной пли
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэтажный пресс для изготовления панелей | 1981 |
|
SU988578A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Формовочная конвейерная линия для изготовления и транспортировки формованных изделий из лигноцеллюлозных и целлюлозных частиц | 1980 |
|
SU963452A3 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ БЕТОННЫХ | 2017 |
|
RU2672288C1 |
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| Установка для изготовления железобетонных изделий | 1988 |
|
SU1653970A2 |
| Установка для изготовления железобетонных изделий | 1984 |
|
SU1219366A1 |
| Конвейерная линия для изготовления бетонных и железобетонных строительных изделий | 1975 |
|
SU642175A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
1.КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ из вспенивающейся композиции, содержащая формы с поддонами и обор вание с рольгангом, установленное технологической последовательности и включающее посты подготовки форм, заполнения композицией, пресс- фор|мователь с теплообменными плитами, посты распалубки, съема изделий и приспособления для перемещения форм на линии, отличающаяся тем, что, с целью сокращения энергозатрат и повьшения производительности линии, формы снабжены продольными направляющими на которых закреплена бортоснастка формы и ус танов- . лен поддон, вьшолненный из металла гофрированного профиля, ролики рольганга снабжены дополнительньми опорами под продольные направляющие и под гофры поддона, а поверхность тегшообменной плиты пресса-формова теля, контактирующая с поддоном, выполнена по форме гофрированного профиля поддона.
Изобретение относится к оборудовнию для производства строительных конструкций, а именно к конвейерным линиям для изготовления строи- тельных панелей с утеплителем ; из вспенивающейся композиции, например из модифицированного пенополистирола.
Целью изобретения является сокращение энергозатрат и повьшение производительности конвейерной линии.
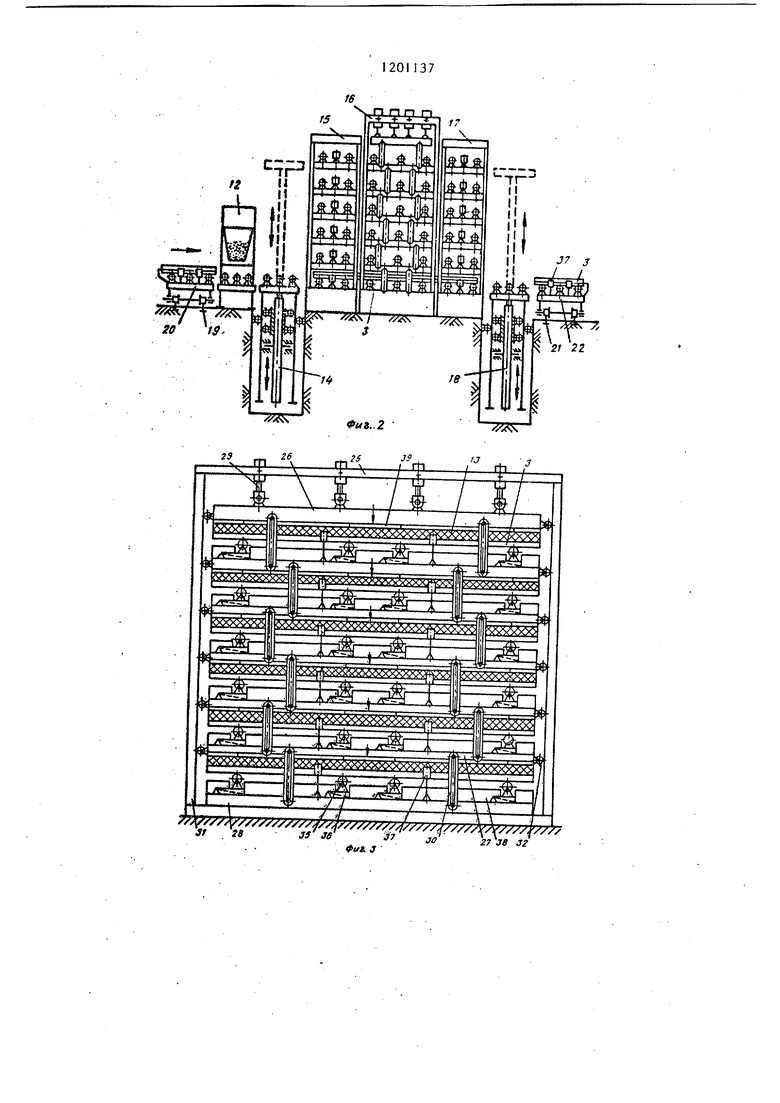
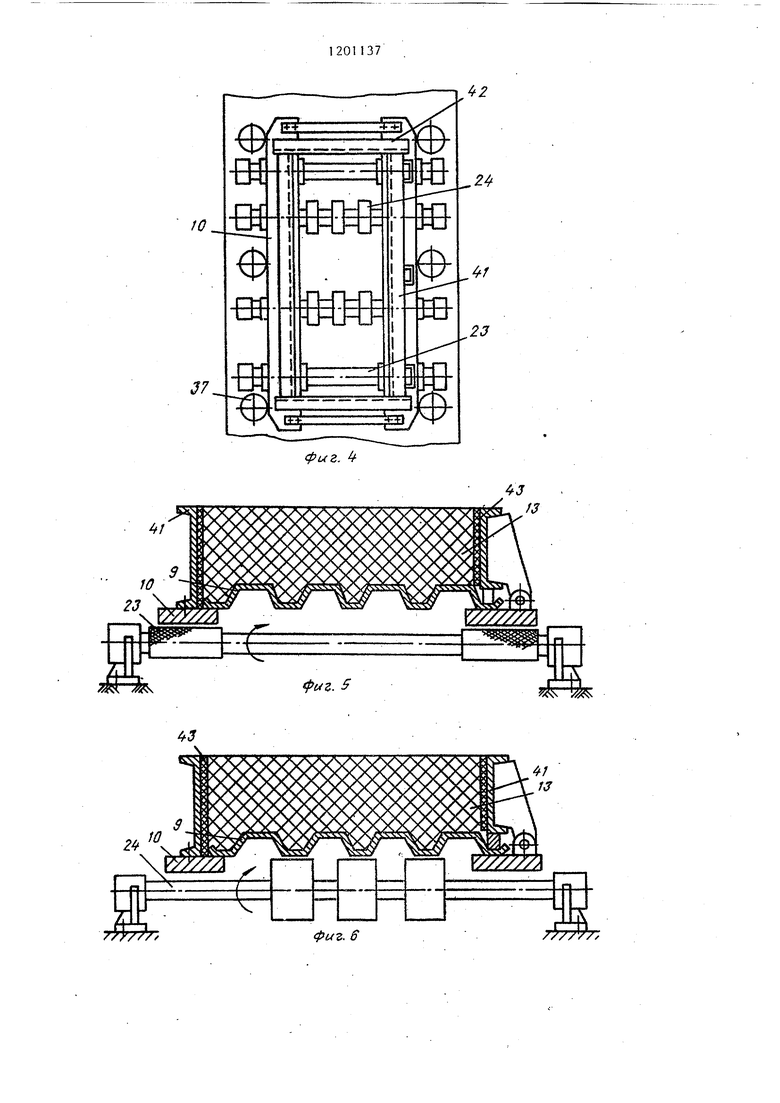
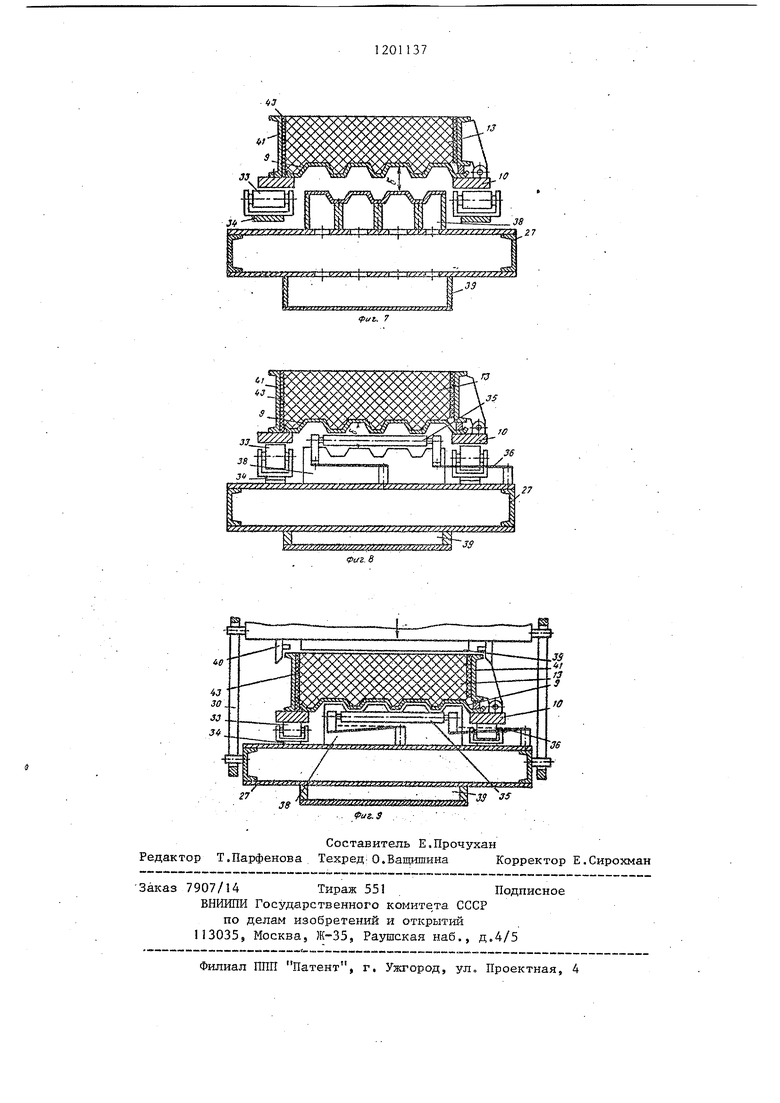
На фиг. 1 схематично показана конвейерная линия, общий вид в плане ; иа фиг.2 - поток формования конвейерной линии, вид спереди; на; фиг.З - пресс-формоаатель, спереди; на фиг.4 - форма (без уложенного поддона и сырьевой смеси на рольганге), вид в плане; на фиг.5 - то же, поперечное сечение (по дополнительным роликовым опорам рольганга конвейера под продольные направляющие формы) на фиг.6 - то же, поперечное сечение формы (по дополнительным роликовым опорам рольганга конвейера под гофры поддона); на фиг.7 - то же, поперечное сечение в момент горизонтального транспортирования ее над .теплообменной плитой по роликовым :опорам пресса-формователя); на фиг,8 и 9 - то же, поперечное сечение формы fno дополнительным рессорным роликам пресса-формователя под поддон без нагрузки прессования и под нагрузкой прессования, соответственно .
.Конвейерная линия состоит из технологических потоков подготовки 1 и формования 2 (фиг.1) для перемещения по ним форм 3 (фиг. 2 и З .
В потоке подготовки 1 расположен пять технологических постов: пост 4 распалубки формы 3, пост 5 извлечения панели 6 из формы 3, пост 7 чистки и смазки формы 3, пост 8 (фиг.1) укладки поддона 9 (фиг. 5 9) , вьптолненного из металла гофрированного профиля, устанавливаемого на продольные направляющие элементы 10 (фиг.4 - 9) формы 3, пост 11 (фиг.1) сборки формы 3.
В потоке формования 2 расположено шесть технолопиеских постов: пост 12 (фиг.1 и 2 укладки и уплотнения композиции (сырьевой смеси) 13 /фиг.3,5 - 9 в форме 3, подъем
ник 14 (фиг.1 и 2) для вертикального подъема формы 3 с поддоном 9 и сьфьевой смесью 13 на требуемьш этаж-уровень, этажерка загрузочная 15 для накопления необходимого количества форм для одновременной загрузки их в многоэтажный пресс-формователь 16 формования при тепловой обработке панели 6, этажерка загрузочная 17, снижатель 18 fфиг.1
и 2).
По концам технологических потоков подготовки 1 и формования 2, перпендикулярно им слева установлен рельсовый путь 19, по которому
перемещается передатчик разгрузочный 20, обеспечивающий передачу
формы 3 с поддоном 9 из линии ПОДГОТОВКИ 1 в линию формования 2, а справа - рельсовый путь 21 , по которому перемещается передатчик разгрузочный 22 (фиг.1 и обеспечивающий передачу формы 3.с готовой панелью 6 из линии формования 2 в линию подготовки 1, где происходит
35 извлечение панели б из формы 3,
Посты 4,5,7,8,11 и 12, а также передатчики 20 и 22, подъемник 14, . снижатель 18, загрузочная 15 и разгрузочная 17 этажерки на каждом
40 этаже-уровне снабжены горизонтальными, опорами качения в виде роликов 23 (фиг.4 и 5) под продольные направляющие элементы 10 форм 3.
Посты 4,5,12, а также передатчик
45 22, подъемник 14, снижатель 18, загрузочная 15 и разгрузочная 17 этажерки на каждом этаже-уровне дополнительно снабжены горизонтальными опорами качения в виде роликов |24 ГФИГ.4 и б) под гофры поддона 9 г целью удержания его от прогиба под действием уложенной сырьевой смеси .13 при транспортировании формы 3 по конвейеру.
Ролшсн 24 установлены на рольганге конвейера с определенным шагом, например 1м.
В прессе-формирователе 16, состоя щем из портала 25, подвижных верхней 26 и промежуточных 27 плит, а также неподвижной нижней плиты 28,верхняя подвижная плита 26 шарнирно соединена со штоками нескольких (по необходимой величине усилия при формировании) , например четырех, гвдроцилинцров 29 /фиг.З) ,. а корпус каждого гидроцилйндра 29 шарнирно закреплён в верхней части портала 25 пресса-формователя 16.
Неподвижная нижняя 28, подвижные промежуточные 27 и верхняя 26 плиты соединены поочередно между собой тягами 30 (фиг.З и 9 с продольными пазами. Тяги 30 соединяют каждзпо озьше расположенную плиту с ниже расположенной.
Длина продольного паза в тягах. 30 определяет величину зазора между верхней поверхностью нижележащей плиты и нижней поверхностью вьше- . лежащей плиты в раскрытом положени пресса-формователя 6, когда штоки гидроцилиндров 29 утоплены.
Подвижные верхняя 26 ипромежуточ ные.27 плиты перемещаются в вертикал ном направлении по направляющим элементам 31 портала 25 на роликовых опорах качения 32 фиг.З) подвижных плит 26 и 27.
На верхних поверхностях ниясней 28 и всех промежуточных 27 плит пресса-формователя 16 закрепленыопоры . качения в виде роликов 33 на рессоpax 34 (фиг.7-9) для горизонтального перемещения по ним продольных направляющих элементов 10 форм 3 при заталкивании форм в пресс-фор- мователь перед формованием и при выталкивании из пресса-формоватеяя форм с готовыми панелями 6 после формования.
Несколько подрессоренных роликов 33 на каждом этаже пресса-формователя I6 являются приводными не показано) . Аналогичные приводные ролики установлены с необходимым шагом,
например 3,5м, по всему оборудованию конвейерной линии. Количество приводных роликов на каждом этаже пресса-формователя и на всем оборудовании конвейерной линии зависит о длины формуемых панелей 6. При необходимости все подрессоренные ролики 33 могут быть приводными.
На верхних поверхностях нижней 2 и всех промежуточньпс 27 плит прессаформователя 16 закреплены также опоры качения в виде роликов 3 на peccQpax 36 (фиг.8 и 9/ для горизонтального перемещения по ним поддона 9 формы 3, загруженной сьфьевой смесью 13.
Для предотвращения бокового смещения форм 3 во время их движения по конвейерной линии на нижней 28 и промежуточных 27 подвижных плитах пресса-формователя 16,а также на верхних поверхностях рам всего оборудования конвейерной линии расположены с определенным шагом, например 3,5 и, вертикальные опоры качения 37 (фиг.1-4).
На верхних поверхностях нижней 28 и промежуточных 27 плит пресса-формователя 16 закреплены профилированные теплообменные плиты 38 (фиг.З, 7-9/ для тепловой проработки формуемой сырьевой смеси 13 снизу, через поддон 9. Профиль теплообменных плит 38 идентичен профилю поперечного сечения поддона 9,
На нижних поверхностях верхней 26 и промежуточных 27 плит пресса.формователя 16 . закреплены плоские теплообменные плиты 39 (фиг.З и 9) для тепловой проработки формуемой сырьевой смеси 13 сверху.
Замки 40 (фиг.9) фиксируют положение формы 3 относительно плит 26 и 27 пресса-формователя 16. Силовые продольные 41 (фиг.4-9 и поперечные 42 (фиг.4) стенки формы жестко соединены между собой и с продольными направляющими элементами 10 формы 3.
Для предотвращения теплопотерь через стенки 41 и 42 формы при тепловой обработке сырьевой смеси 13 вдоль внутренней поверхности стенок 41 и 42 предусмотрены прокладки 43 (фиг.5-9} из теплоизоляционного материала.
При нажатии верхней теплообменной плитой 39 на формуемую сьфьевую
5
смесь 13 в момент опирания поддо.на 9 на теплообменнуто плиту 38 направляющие элементы 10 формы 3 опираются на жесткие упоры (не показа; но) нижележащей плиты 27 или 28.
Конвейерная линия работает следующим образом.
На рольганг поста 7 ставится форма 3, которая после чистки и смазки транспортируется по-рольгангу на пост 8, где внутрь формы 3 на ее продольные направляннцие элементы 10 з ладывается поддон 9. После чего форма транспортируется на пост 1I, где осуществляется ее сборка. Затем форма 3 транспортируется на передатчик загрузочный 20, с помощью которого форма 3 перемещается из потока подготовки I в поток формования 2, в котором на посту 12 производится загрузка внутренней полости формы 3 сырьевой смесью 13 и последующее уплотнение сырьевой смеси.
После этого производится транспортировка формы 3 на подъемник 14. Форма 3 с сырьевой смесью 13 при помощи подъемника 14 поднимается на соответствующий этаж-уровень и транспортируется в соответствующую ячейку этажерки загрузочной 15.
Таким образом, все перечисленные операции повторяются несколько по числу ячеек этажерки загрузочной 15 и пресса-формователя 1б) раз, например шесть при шестиэтажных прессеформователе и этажерке.
Прогреваются верхние 39 и нижние 38 теплообменные плиты прессаформователя 16, .например, путем пропуска пара через них. Все формы 3, находящиеся в этажерке загрузочной 15, одновременно транспортируются в пресс-формователь 16. Автоматически по команде конечного выключателя (не показан) осуществляется остановка форм 3 в прессе-формователе 16 в заданном положении. Затем производится фиксация 3 в прессе-формователе при помощи досылочных устройств (не показаны). Включаются насосы гидросистемы, штоки гидроцилиндров 29 вьщвйгаются, пресс-формователь 16 закрьшается, при этом закрьшаются замки 40, фиксирующие поло жение форм 3 относительно плит 26
011376
и 27 пресса-формователя 16, поддоны 9 опираются на теплообменные плиты 38, а продольные направляющие злементы 10 форм 3 опираются на жесткий 5 упоры плит пресса-формователя.:
В таком положении ос пцествляется тепловая проработка сырьевой смеси 13, находящейся в форме 3, через нижние 38 и верхние 39 теплообменные 10 плиты. Происходит вспенивание модифицированного полистирола сырьевой смеси 13. После вспенивания подается в верхние 39 и нижние 38 теплообменные плиты охлаждающая среда, 15 например холодная вода - для охлаждения панелей.
После завершения формования панелей 6 включаются насосы гидросисте мы, штоки гидроцилиндров 29 убираются, пресс-формователь 16 открывается. Включаются приводные ролики пресса-формователя формы 3 с готовыми панелями 6 транспортируются по роликам 33 и 35 из пресса25 формователя 16 в этажерку разгрузочную 17.
Платформа снижателя 18 поднимается на требуемый этаж-уровень. Форма 3 с панелью 6 из требуемой ячейки этажерки разгрузочной 17 транспортируется на платформу снижателя 18. Платформа снижателя с формой 3 опускается на первый этаж, после чего производится транспортировка
35 формы 3 на передатчик разгрузочный 22, который, перемещаясь по рельсовому пути, транспортирует форму 3 с панелью 6 из потока формования 2 в поток подготовки 1, где форма 3 с
4Q панелью 6 транспортируется на пост 4 распалубки-форм 3, а передатчик разгрузочный 22 возвращается в поток формования:2 за новой формой 3, извлеченной из другой ячейки-яруса
5 этажерки разгрузочной 17. На посту 4 распалубки форм 3 происходит требуемая распалубка и освобождение панели 6, транспортирование формы с панелью на пост 5, где происходит
Q извлечение панели 6 из формы 3 и транспортировка панели на склад готовой продукции (не показано. После этого распалубленная форма 3 транспортируется на пост 7 для повторного применения.
