Пзвестяь автоматы ДЛ5{ зснковання гаек, 1П1СЮ1Ц11С шпиндели, несущие рсл;ущий iiECTpyjiPHT п бункеры с прпсносоилснпсм для нонгтучиоЛ нодачи гаек в за:;аоиос устроигтио.
Предлагаигыи автомат отлпчаст :; от известных применением более еовер1не;йгого устройства для зажима гаек, обеспечивающего noBbiiiicHjte производительности станка. Это устройство выполнено в В1где тисков, губки которых охватывают rafiKy с двух сторон, причем губки приводятся в возвратно-иоступатольное двилсепие от привода синхронно с движенпем шпинделей. того, предлагаемый автомат спабатм ттоком д.-:;г выталкпванпя гаек из зажпмпого устройства.
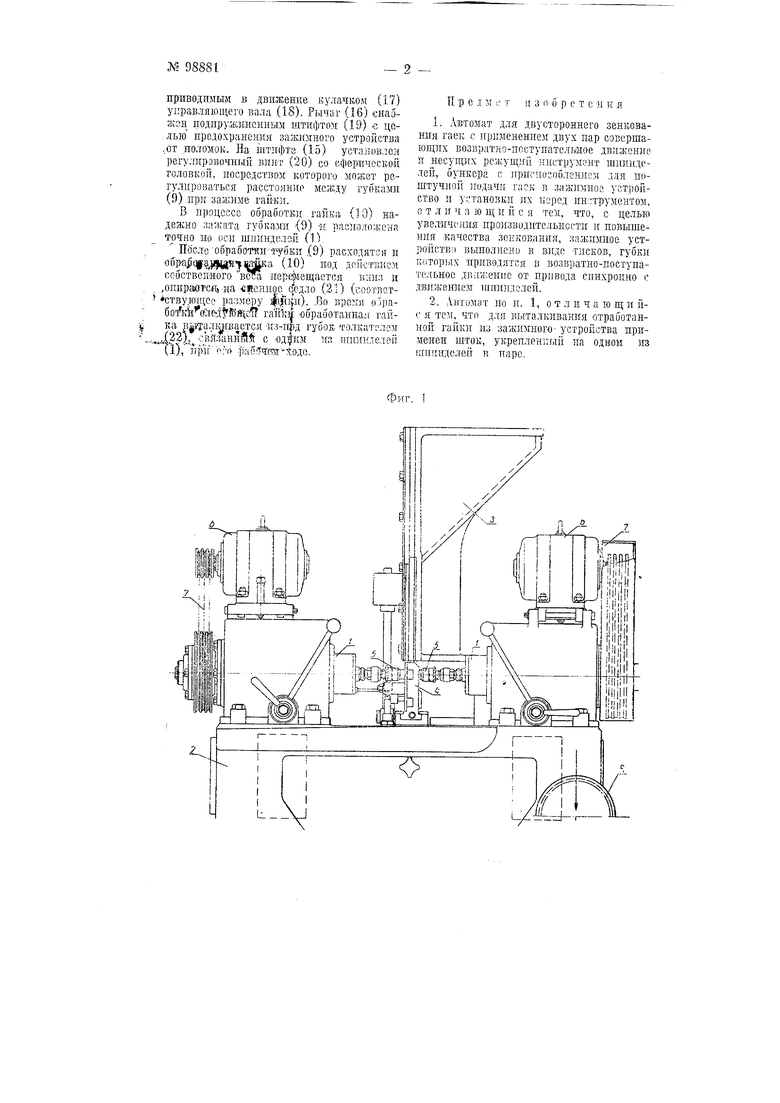
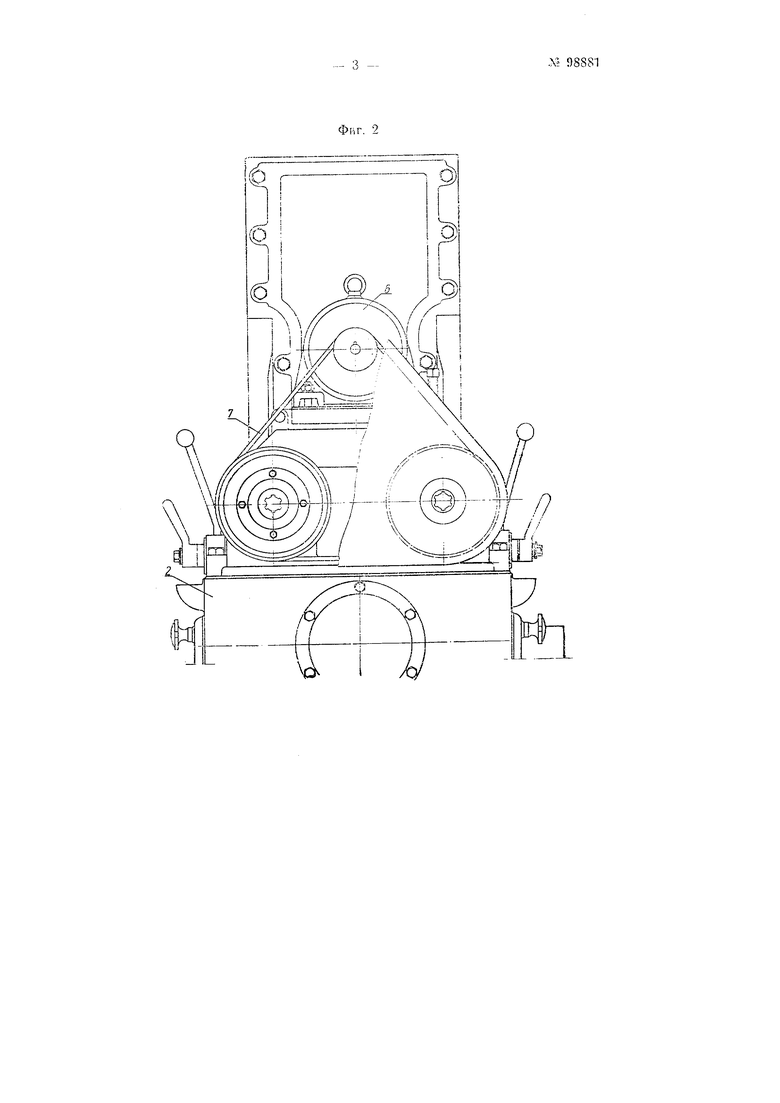
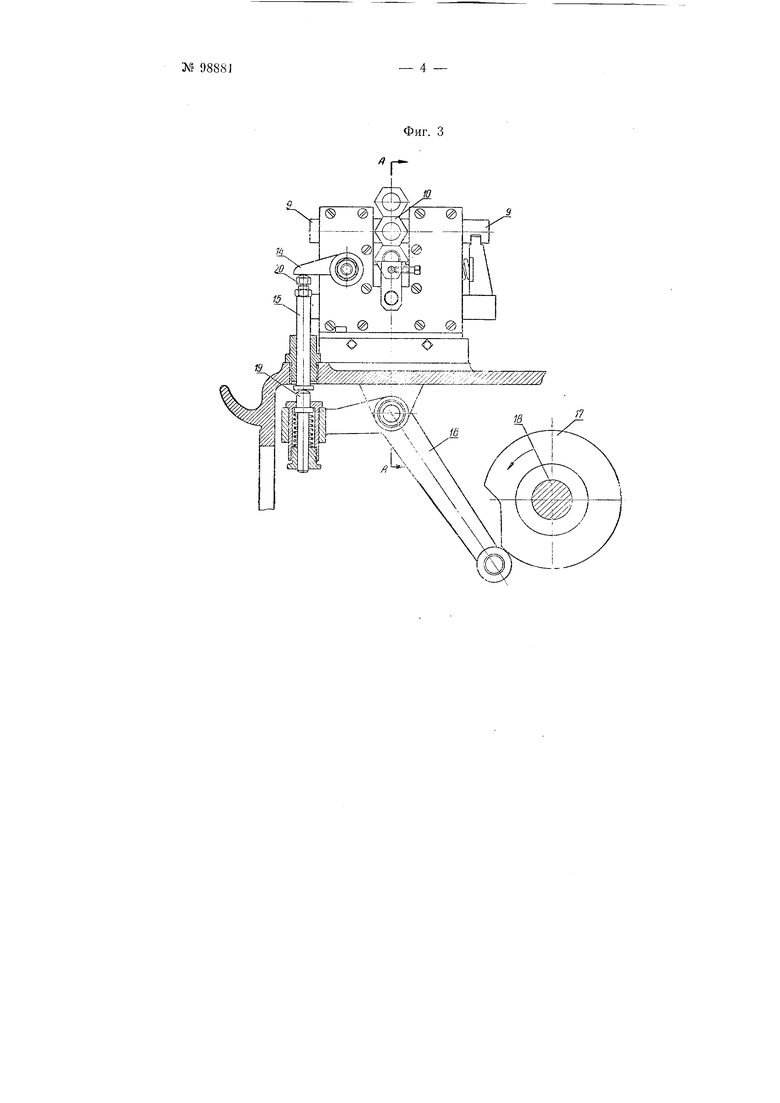
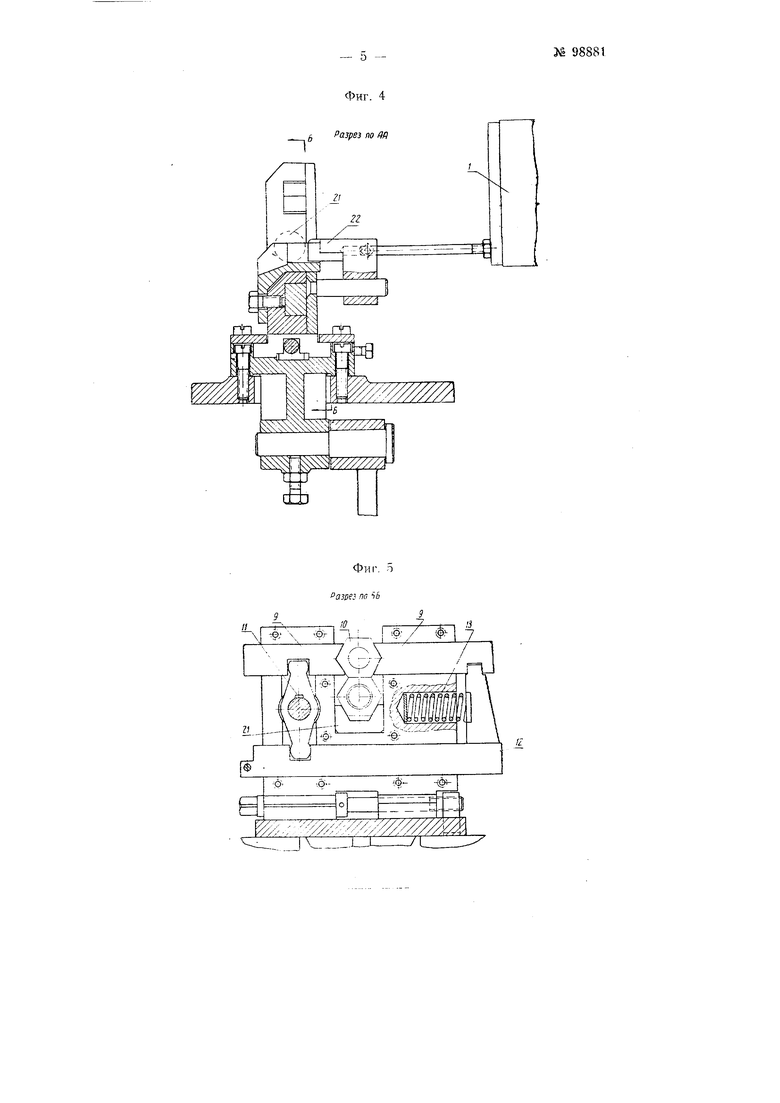
На фиг. 1 п 2 изображен общий вид предлагаемого автомата в двух проекциях; на ф;:г. 3, 4 и 5 отдельные узлы конструкции зал:има гаек.
Автомат снабжен четырьмя шиинделямп (1), которые установлены в станине (2) в горизонтальной плоскости попарно друг против друга и предназначены для одновременной двусторонней обработкп двух гаек.
Поступающие в обработку заготовки гаек загружаются в бункер (3), откуда посредством питателя известного типа подаются уложе;шыми в определенном порядке по двум вертикальным ручьям к той или ипой паре шиппделей (1). По достиженпп гайкой положеппя, прп котором производится ее обработка, она зажимается тисками (4). которые одновременно производят
точную центро}я.: ее ;ui оси шпинделей (1).
В 1;ачестве нистру еита для лчгработ ш глек применяются зенкеры (5) с огранич толями. позволяющие иолучпть ф.аски одинаковой глубппь с каждой сторо}, обрпб.тываемой гайки. Однако не сключена возмо;ь:ность установки и другпх ннетрумонтов. нaпpи ep, гни1)альнллх . П1ииндели (1) г.о работы автгмата нер мещалотс51 всзвратно-ностукательио в сеевом нанравлении. приближаясь к гайке в момент обработки одног рсменно с двух сторон. При этом циклы работы казной пары шиинделей смен1еиы друг относптельно друга с целью более равномерной ллгрузки ,дв1 гателя главного движения станка. П1ниндели каждой стороны np;iBoдятся во алектр1дв1ггателе5 (G) при помощи ременной передачи (7). IVieKтродвигатель (8) нредказначеи для npiuioда управляющего вала, осупичтвляюшего осевое иеремеи1;ение нгпииделой (1) и глек, кулачковым устройством (4).
Тисвд для зажйма гаек (фиг. 3. 4 и 5) cocTOffT нз двух губок (9). oxnaTiiiBaiorr.Hx обрабатывающую гайку (10) с твух ,тзрон. Губки связаны мел;ду собой дву тпропнпм рычагом (11) и ползуном (12), который паходится под действием прулсины (13). стремящейся их разжать. На одной оси с рычагОМ (11) уста){овл:и рычаг (14), на который воздействует верт)1кальный цилиндрический игтифт (1о). Последний может перемеитаться в вертикальном направлеппи двуплечим рычагом (1C),
приводимым в движение кулачкой (17) унравляюпего вала (18). Рычаг (16) 1ша5жон цодпружкнсниым штифтo (19) ; целью предохранения зажн},гного устройства ,ог поломок. На штифте (15) устаков.1ен регулировочный (20) со сферической головкой, носредством которог-о может регулироваться расстояние Мелг.ду губками (9) иря заа;име гайКИ.
В ироцессе обработки гайка. (10) надежно зажата губками (9) и раслюлояана точно 110 оси шииндслзй (1)
Пос.тообработайIy-BKii (9) расходятся и обра|) (10) иод дойет)ием еобственяого веса иерегнещается Ваиз и ,оиираагся.,-на ;ренио.е седло (21) (соответ етву.1ои;ее размеру )- -Во врохх о рабоАсЬ лед ЙЩсЙ гайк)| обработаиная гайка B yiariivjiiiaeTCit Из-ирд губок толкателем .vL), (:1вЯ.заннЙЙ с одфйг из итиик.тсле (1), irpifof-o pan Wear toдe,
II р е д м ; т и 3 1 б р е т е -и и я
1.Автомат для двустороннего зенкования гаек .с ирименением двух пар с-овершающих возвратно-постуиате, дви.жеиие к несущих реялщий ииструиеит шиииделей, бункера с ирисиособлением для иоИ1туч1 ой подачи г;,СК в зажимное устройство и установки их перед инструментом, о т л и ч а 10 щ и и с я тем, что, с целью увеличения ироизводительиости и иовышения качества зеккования, зажлпоше устройство выполнено в виде тисков, губки приводятся в возвратно-поступательное движение от привода синхронно с движением ишииделей.
2.Антомат по и. 1, от л и чаю щи й( я тем, что для выталкивания отработанной гайки из зажлмного устройства применен щток, укреилен5И)П( на одной из кги.чнделей в паре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейер для подачи мотков проволоки | 1939 |
|
SU60608A1 |
| Устройство для намотки проволоки | 1952 |
|
SU105601A1 |
| Замок для предохранения от выскакивания оси катушки в люльке канатного станка сигарного типа | 1938 |
|
SU53882A1 |
| Аппарат для намотки проволоки на катушки | 1952 |
|
SU98848A1 |
| Автомат для фрезерования пазов | 1981 |
|
SU1000177A1 |
| Автомат для зенкования гаек | 1991 |
|
SU1815001A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Устройство для съема мотков проволоки | 1960 |
|
SU152230A1 |
| Автоматический двусторонний гайкорезной станок | 1932 |
|
SU35531A1 |
S
СО
©д
