(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электромеханического упрочнения деталей | 1976 |
|
SU656791A2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2335381C2 |
| Токарно-упрочняющий станок | 1989 |
|
SU1726139A1 |
| ИНТЕГРАЛЬНАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2127183C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2224634C2 |
| Инструментальная головка для электромеханического упрочнения гильз цилиндров | 2019 |
|
RU2701439C1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2009 |
|
RU2414514C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ РАБОЧИХ ГРАНЕЙ ШПОНОЧНЫХ ПАЗОВ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2019 |
|
RU2717127C1 |
| ДВУХРОЛИКОВАЯ ИНСТРУМЕНТАЛЬНАЯ ДЕРЖАВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2551338C1 |
| УСТРОЙСТВО ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОТВЕРСТИЯ | 2011 |
|
RU2488477C2 |
1
4 Изобретение относится к машиностроению, в частности к устройствам, применяемым для электромеханического упрочнения деталей.
По ос.новному авт. св. № 531708 известно устройство для электромеханического упрочнения дталей с подводом тока к детали через два упрочняющих элемента., например через подпружиненные ролики, установленные в держателе с возможностью вращения, при этом упрочняющие элементы выполнены из материалов с разными электрическими свойствами, например один из меди, а другой из твердого сплава 1.
Однако для работы устройства необходимо наличие специальных источников электрических импульсов: низковольтного трансформатора и генератора, что усложняет конструкцию и делает ее более громоздкой, повышает расход энергии, .снижает КПД устройства, которое характеризуется узким диапазоном регулирования параметров процесса.
IJeJib изобретения - упрощение конструкции и повыщение КПД.
Эта цель, достигается тем, что устройство для электромеханического упрочнения деталей снабжено расположенным между роликами пьезоэлектрическим трансформатором с усилителем тока и датчиком контроля диаметра изделия, подключенным к усилителю и связанным с одним из упрочняющих роли5 ков.
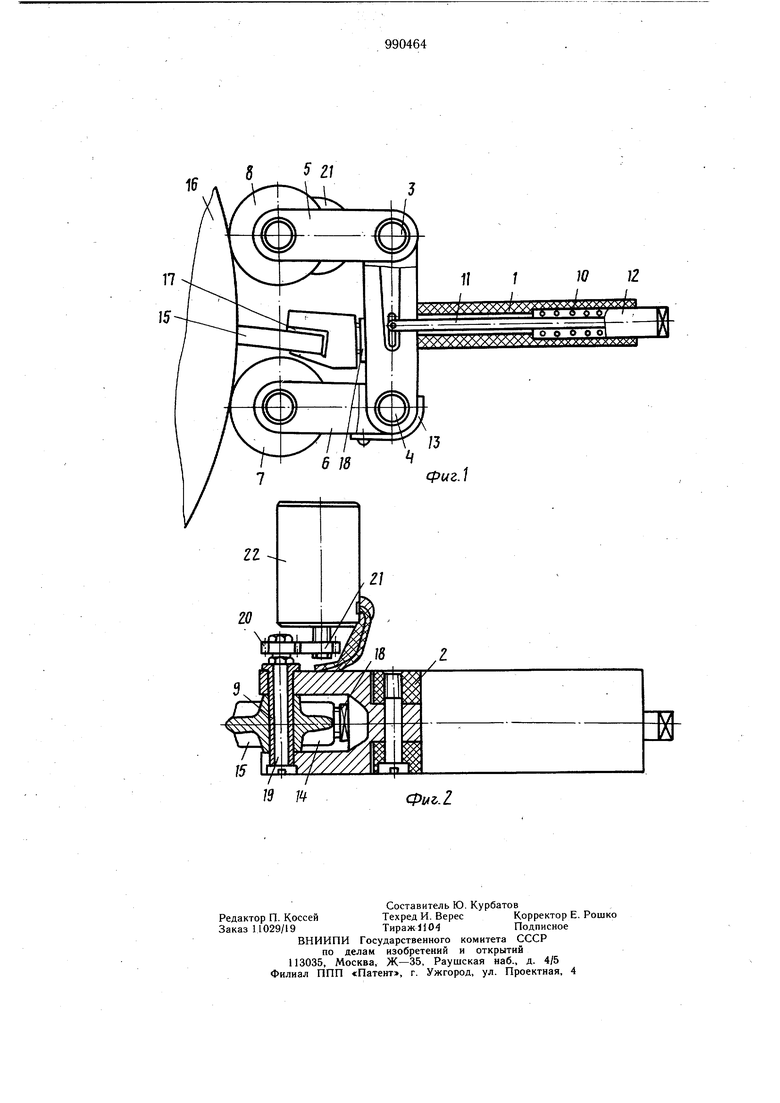
На фиг. 1 изображено предлагаемое устройство, общий вид; йа фиг. 2 - то же, вид сверху.
Устройство состоит из держателя 1, из,Q готовленного из электроизоляционного материала, с симметрично расположенными на одном из его концов проушинами 2, в кото-, рых посредством пальцев 3 и 4 шарнирно закреплены два вильчатых рычага 5 и 6 с упрочняющими роликами 7 и 8, выполненные,
15 соответственно, один из твердого сплава, другой - из меди. В ролики запрессованы меднографитовые втулки 9, служащие одновременно подшипниками. Рычаг 5 установлен упруго с помощью пружины 10 и тяги П. Усилие, создаваемое пружиной 10,, может изменяться регулировочной гайкой 12. Тяга 11 соединена с рычагом 5 щарнирно. Рычаг 6 установлен упруго с помощью плоской пружины 13 постоянной жесткости. В плоскости симметрии устройства на, держателе
1 между упрочняющими роликами на изоляторе 14 расположен пьезоэлектрический трансформатор 15. Ввинчивая или вывинчивая пьезоэлектрический трансформатор 15, можно изменять контактное усилие с деталью 16, подлежащей упрочнению. Установочное положение пьезоэлектрического трансформатора 15, прижатого пружиной 17 к изолятору 14 относительно детали 16, фиксируется гайкой 18. Меднографитовая втулка 9 ролика 8 напрессована на ось 19, на которой закреплено зубчатое колесо 20, зацепляющееся с зубчатым колесом 21, насаженным на вал датчика 22 контроля диаметра изделия, электрически связанного через усилитель тока (не показан) с пьезоэлектрическим трансформатором 15.
Устройство работает следующи.м образом.
Держатель 1 крепится в резцедержателе токарного станка, а деталь 16 в его патроне. Затем, перемещая резцедержатель 1, вводят ролики 7 и 8 в контакт с упрочняе.мой поверхностью детали 16, при этом рычаги 5 и 6 несколько расходятся. Одновременно происходит поджатие пьезоэлектрического трансформатора 15 к детали 16. Включают станок, деталь 16 получает вращение, на ролики 7 и 8 подается напряжение, а пьезоэлектрический трансформатор 15 обеспечивает образование поперечных и продольных волн требуемой частоты и амплитуды, что вызывает перемещение точки контакта пьезоэлектрического трансформатора 15 с деталью 16. В зоне контакта концентрируется значительная энергия, часть которой превращается в тепло, что способствует повыщенному износу контактируемой пары. Минимальный износ может быть обеспечен правильным выбором траектории перемещения
точки контакта, что достигается с помощью гайки 12, увеличивающей или уменьщающей усилие прижима упрочняющего ролика 8 к детали 16. Восстановление необходимой траектории перемещения точки контакта осуществляется с помощью обратной связи между датчиком 22 и пьезоэлектрическим трансформатором 15. С помощью датчика 22 можно судить о качестве упрочнения. При достижении минимального значения силы тока считают процесс упрочнения законченным. Деталь вынимают из патрона, устанавливают следующую, и обработка повторяется. При упррчнении деталей диаметром до 6 мм, когда требуется более тонкая регулировка частоты пьезоэлектрического трансформатора 15, используется специальный усилитель (не показан).
Предложенное устройство, по сравнению с известны.м, конструктивно проще и обладает повышенным КПД. .
Формула изобретения
Устройство для электромеханического упррчнения деталей по авт. св. № 531708, отличающееся тем, что, с целью упрощения конструкции и повыщения КПД, оно снабжено расположенным между роликами пьезоэлектрическим трансформатором и усилителем тока и датчиком контроля диаметра изделия, подключенным к усилителю и связанным с одним из упрочняющих роликов.
Источники информации, принятые во внимание при экспертиз е 1. Авторское свидетельство СССР № 531708, кл. В 23 Р 1/10, 1975 (прототип).
Фиг,. 2
