Изобретение относится к области упрочняюще-чистовой обработки поверхности деталей пластическим деформированием с целью увеличения их износостойкости и может быть использовано в различных областях машиностроения для упрочнения наружных цилиндрических и плоских поверхностей.
Известен инструмент [1], деформирующий и упрочняющие элементы которого выполнены в виде составного ролика, имеющую общую для всех ось, установленную в подпружиненной державке.
Недостатком такого инструмента является быстрый износ рабочей поверхности упрочняющих элементов в связи с их недостаточным охлаждением (имеется осевое охлаждение).
Наиболее близким к предлагаемой конструкции является инструмент для электромеханической обработки, содержащий державку с подпружиненным роликом, токоподводом для соединения ролика с источником тока [2]. Ролик выполнен сборным, состоящим из элементов, размещенных перпендикулярно оси. Элементы выполнены из материалов с различным удельным электросопротивлением, изменяющимся от центра к периферии.
Недостатком такого инструмента является также износ рабочей поверхности деформирующе-упрочняющего элемента ролика в связи с отсутствием охлаждения, и в случае выхода из строя одного из составных элементов этот элемент требуется заменить полностью на идентичный, что является не экономичным.
Низкий срок службы рабочей поверхности ролика инструмента связан с тем, что часть запатентованных конструкций вообще не охлаждается, а часть охлаждается 10%-ным раствором эмульсии методом облива, что значительно повышает срок службы, но не является эффективным способом охлаждения в связи с тем, что охлаждение происходит не равномерно, приводит к перегреву в некоторых участках, растрескиванию и разрушению рабочей поверхности ролика. Попадание на обрабатываемую поверхность 10%-ного раствора эмульсии при электромеханической обработке приводит к изменению электроконтактного сопротивления "электрод-деталь" и, как следствие, неравномерности глубины упрочнения, а также к загрязнению обрабатываемой поверхности, требующей после этого дополнительной очищающей обработки.
Технический результат - повышение срока службы инструмента, повышение стабильности процесса при обработке и экономичное использование дорогостоящих карбидов.
Указанный результат достигается тем, что инструмент для электромеханической обработки содержит державку с подпружиненным роликом и токоподводом для соединения ролика с источником тока, при этом ролик выполнен охлаждаемым и снабжен съемным деформирующе-упрочняющим элементом, а инструмент содержит дополнительно систему контроля и поддержания температуры рабочей поверхности деформирующе-упрочняющего элемента в требуемом диапазоне. Съемный деформирующе-упрочняющий элемент выполнен в виде кольца. Деформирующе-упрочняющий элемент закреплен на установленном на валу ролике с помощью втулки и медного кольца, на которых размещены крышки, при этом вал, крышки, медное кольцо и втулка выполнены с отверстиями для циркуляции охлаждающей жидкости. Система контроля и поддержания температуры выполнена в виде регулятора истечения жидкости, преобразователя, усилителя электросигналов, съемника электропоказаний, диэлектрической шайбы с протравленной дорожкой и термопары, впаенной в центр деформирующе-упрочняющего элемента.
В предложенной конструкции инструмента в случае выхода из строя (износа) рабочей поверхности деформирующе-упрочняющего элемента ролика (кольцо) осуществляется замена кольца на идентичное или другого сплава, что более быстро и экономично по сравнению с другими инструментами, где необходима замена всего ролика.
Одним из факторов, повышающих срок службы ролика инструмента, является поддержание определенного интервала температур его работы. От температуры роликов зависит КПД: чем выше их температура, тем меньше отводится от места контакта тепло и тем большая его часть идет на нагрев изделия. Однако чем выше температура работы инструмента, тем быстрее инструмент выходит из строя. Поэтому температура инструмента поддерживается в строго определенном интервале температур, при котором износ инструмента минимальный (а для каждого сплава он разный) за счет предложенной системы охлаждения и системы контроля и регулирования температуры.
Предложенная конструкция инструмента, имеющего автоматически регулируемую систему охлаждения, позволяет исключить охлаждение обливом (10%-ный раствор суспензии, которая, попадая на поверхность изделия, приводит к ее загрязнению, изменению электроконтактного сопротивления, тем самым изменяя параметры упрочнения и приводя к преждевременному охлаждению, которое снижает КПД).
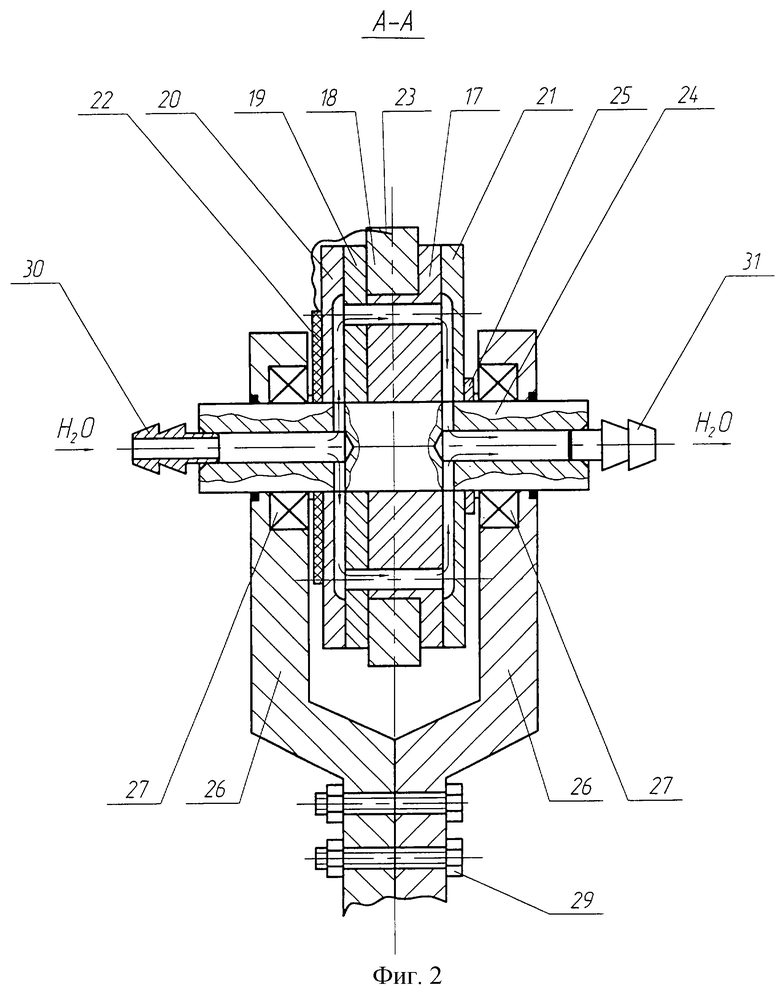
На фиг.1 изображена конструкция инструмента, на фиг.2 - конструкция ролика.
Инструмент (фиг.1) состоит из держателя 1, корпуса 2, в котором находятся тарированные пружины 3, штоки 4, связанные с нагрузочными гайками 5 и 6. На штоке закреплены рабочие головки 7, на которых свободно вращаются ролики 8 и 9. К роликам 8 и 9 подведено рабочее напряжение через токоподводы 10 и кабели 11. Токоподвод к роликам осуществляется при помощи скользящих медно-графитовых щеток (не указано) и находится как можно ближе к рабочей поверхности. Инструмент крепится, например, в суппорте токарного станка (не показан). Контроль и регулирование температуры осуществляется при помощи регулятора истечения жидкости 14, патрубков 12 и 13, преобразователя 15, усилителя электросигналов 16, съемника теплопоказаний, выполненного в виде электрощетки (не показан), диэлектрической шайбы 22 (фиг.2) с протравленной дорожкой и термопары 23, впаянной в центр деформирующе-упрочняющего элемента 18.
Ролик (фиг.2) состоит из деформирующе-упрочняющего элемента 18 (кольца), выполненного из твердого сплава, который надевается на медную втулку 17 и прижимается медным кольцом 19 при помощи винтового соединения. На втулку 17 и кольцо 19 крепятся крышки 20 и 21, герметизируемые резиновыми прокладками. Крепление осуществляется винтовым соединением к кольцу и втулке соответственно. К крышке 20 крепится шайба 22, выполненная из диэлектрика с протравленной дорожкой для съема теплопоказаний термопары 23, запаянной в отверстие твердого сплава кольца 18. Образующийся таким образом ролик, состоящий из элементов 17-23, установлен на вал 24 с натягом и фиксируется гайкой 25. Вал 24 вставляется в державку 26, в которой установлены подшипники качения 27. При помощи патрубка 12 (фиг.1) ерша 30 (фиг.2) осуществляется подвод, а при помощи патрубка 13 (фиг.1) ерша 31 осуществляется отвод охлаждающей жидкости.
На фиг.1 охлаждение ролика 8 не показано.
Державка 26 изготовлена из двух половин, которые соединяются между собой после установки вала 24, и крепится болтовыми соединениями 29.
Инструмент работает следующим образом: нагружаемые гайками 5 и 6 (фиг.1) пружины 3 сжимаются до необходимой степени, обеспечивающей требуемое усилие. Причем уровень сжатия пружин 3 различен. Активное сопротивление контакта "инструмент - деталь" обратно пропорционально давлению в степени m, где m= 0,75 (для контакта "сталь - твердосплавный инструмент").
Пружины оказывают давление на штоки 4 (фиг.1), а те, в свою очередь, через головки 7 на ролики 8 и 9. Ролики 8 и 9 вводятся в контакт с обрабатываемой поверхностью изделия, которому сообщается вращение.
Охлаждающая жидкость подается через ерш 30 (фиг.2), попадает в осевое отверстие в валу 24, далее через радиальные отверстия вала 24 жидкость поступает под крышку 20, через отверстие в кольце 19 и отверстие во втулке 17 под крышку 21, через радиальные отверстия вала 24 поступает в осевое отверстие вала 24 и выводится через ерш 31, тем самым охлаждая все конструкции, соприкасающиеся с упрочняющим элементом 18. За счет того, что элементы 17, 19, 20 и 21 выполнены из меди, теплоотвод с поверхности ролика равномерный и не имеет место перепад температур, который значительно снижает срок службы инструмента.
К клеммам токоподводов 10 (фиг.1) при помощи кабелей 11 подводится рабочее напряжение от силового понижающего трансформатора (не изображен), которое сообщается роликам 8 и 9, а через них и обрабатываемой детали.
Через зону контакта "инструмент-деталь" проходит рабочий ток большой силы и малого напряжения, которые и обеспечивают упрочнение.
Требуемый диапазон температуры контролируется следующим образом: в деформирующе-упрочняющий элемент 18 ролика (фиг.2) впаян чувствительный элемент 23 (термопара) с выводом в виде электрощетки, которая входит в контакт с протравленной дорожкой в виде кольца на шайбе 22, выполненной из диэлектрика, с центра которой снимается напряжение термопары. Сигнал усиливается усилителем электросигналов 16, преобразуется прибором 15 и выводится на индикатор, указывающий температуру. В случае несоответствия температуры деформирующе-упрочняющего элемента 18 ролика заданному диапазону температур автоматический регулятор истечения жидкости 14 усиливает или уменьшают истечение охлаждающей жидкости, тем самым изменяя скорость охлаждения.
Источники информации
1. Патент SU 1532277.
2. Патент SU 1776547.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2352449C2 |
| Инструмент для электромеханической упрочняющей обработки | 1989 |
|
SU1776547A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347664C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347665C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2314186C2 |
| УСТРОЙСТВО ДЛЯ ДАВИЛЬНЫХ РАБОТ | 2001 |
|
RU2205716C2 |
| МНОГОРЯДНОЕ УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ | 2007 |
|
RU2347667C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ | 2007 |
|
RU2347666C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ И ЭКСЦЕНТРИКОВЫХ ВАЛОВ | 2004 |
|
RU2259909C1 |
Изобретение может быть использовано для упрочнения наружных цилиндрических и плоских поверхностей пластическим деформированием. Инструмент содержит державку с подпружиненным охлаждаемым роликом и токоподводом для соединения ролика с источником тока. Ролик снабжен съемным деформирующе-упрочняющим элементом в виде кольца. Инструмент содержит дополнительно систему контроля и поддержания температуры рабочей поверхности элемента в требуемом диапазоне. Деформирующе-упрочняющий элемент закреплен на установленном на валу ролике с помощью втулки и медного кольца, на которых размещены крышки. Вал, крышки, медное кольцо и втулка выполнены с отверстиями для циркуляции охлаждающей жидкости. Инструмент обеспечивает повышение стабильности процесса обработки, имеет большой срок службы. 3 з.п. ф-лы, 2 ил.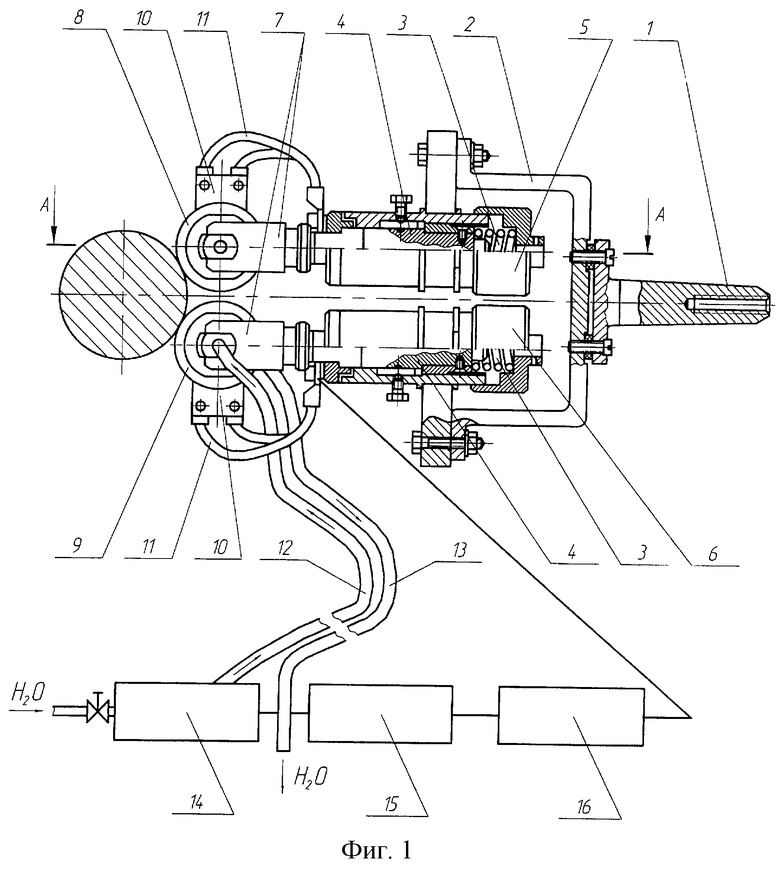
| Инструмент для электромеханической упрочняющей обработки | 1989 |
|
SU1776547A1 |
| Устройство для электромеханического упрочнения деталей | 1987 |
|
SU1532277A1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1990 |
|
RU2030982C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2168552C1 |

