(SJ) ЭЛЕКТРОПЕЧЬ ДЛЯ НАГРЕВА СТЕКЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Электропечь для нагрева стекла | 1985 |
|
SU1305136A1 |
| Печь для нагрева стекла | 1975 |
|
SU514778A1 |
| КАМЕРНАЯ ТРАНСФОРМИРУЕМАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2143091C1 |
| Транспортный желоб жидкого металла c электрическим нагревом | 2022 |
|
RU2791751C1 |
| Проволочный нагреватель для цилиндрической печи | 2018 |
|
RU2676293C1 |
| СПОСОБ ОБЖИГА ЭМАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2117076C1 |
| ЭЛЕКТРИЧЕСКИЙ МИКСЕР | 2005 |
|
RU2306511C2 |
| Электропечь трехзонная с трубчатым реактором | 2023 |
|
RU2826357C1 |
| Устройство для изготовления гнутого закаленного стекла с токопроводящей пленкой | 1974 |
|
SU722858A1 |
| Прибор для вспучивания образцов глинистых и т п пород | 1960 |
|
SU142792A1 |
Изобретение относится к устройству для нагрева стекла с цилиндрической поверхностью и может быть использовано на предприятиях, выпускаю щих изделия конструкционной оптики различных отраслей народного хозяйст ва. I Известны печи для нагрева стекла с цилиндрической поверхностью с различным печным пространством и KOHCJруктивным исполнением С ЗОднако эти печи не -обеспечивают требуемого режима нагрева стекла. Наиболее близкой к изобретению по технической сущности и достигаемому результату является электропечь для нагрева стекла, включающая нагревательную камеру и профильную щель с заслонкой, образованные профильными кладками с прямыми цилиндрическими теплопередающими поверхностями, расположенными на каркасах уплотнительные элементы, размещенные в зазордх между каркасами, термопары и спиральные нагревательные элементы 2, Однако известная печь не обеспечивает равномерность нагрева стекла из-за искажения температурного поля в нагревательной камере печи вследствие того, что крайние зоны нагревательных элементов подвижной части печи расположены как на цилиндрической, так и на торцовых стенках нагревательной камеры; из-за отсутствия соотношения размеров взаимного расположения нагревательных элементов и шага их витков по длине дуги окружности цилиндрических поверхностей кладок нагревательной камеры печи; а также из-за отсутствия нагревательных элементов в профильной щели, что способствует подстуживанию низа нагревательной камеры и стекла. Целью изобретения является равномерный нагрев стекла с сохранением его поверхностной формы.
Поставленнйя цель достигается тем, .что электропечь для нагрева стекла, включающая нагревательную камеру и профильную щель с заслонкой, образованные профильными кладками с прямыми цилиндрическими теплопередающими поверхностями, расположенными на кар- . касах, уплотнительные элементы, размещенные в зазорах между каркасами, термопары и спиральны нагревательные элементы, выполнены с вертикальными, полостями, каждая из которых расположена между уплотнительным элем.ентом с одной стороны, а с другой соединена каналом с профильной щелью и нагревательной камерой по всей их высоте, а профильные кладки выполнены с дополнительными вертикальными участками, которые являются продолжением прямых цилиндрических поверхностей, нагревательные элементы размещены автономными зонами в каналах, в профильной щели и в нагревательной камере, причем в профильной щели и нагревательной камере нагревательные элементы размещен с переменным шагом от начала к их середине с коэффициентом изменения шага, определяемым по формуле
f 2(L - Un) ,
t п(„ I)
где I. - длина дуги, на которой уклалываются витки одного ряда спирали нагревательного элеМ6НТ31 мм J
N - число витков этого ряда спирали нагревательного элемента , уложенных на дли.не дуги длиной L;
п - число шагов этого ряда спира ли нагревательного элемента, уложенных на длине дуги длиной L;
t - начальный (первый) шаг по
осейэй линии спирали нагревательного элемента между двумя соседними витками, уложенными на длине дуги длиной L.
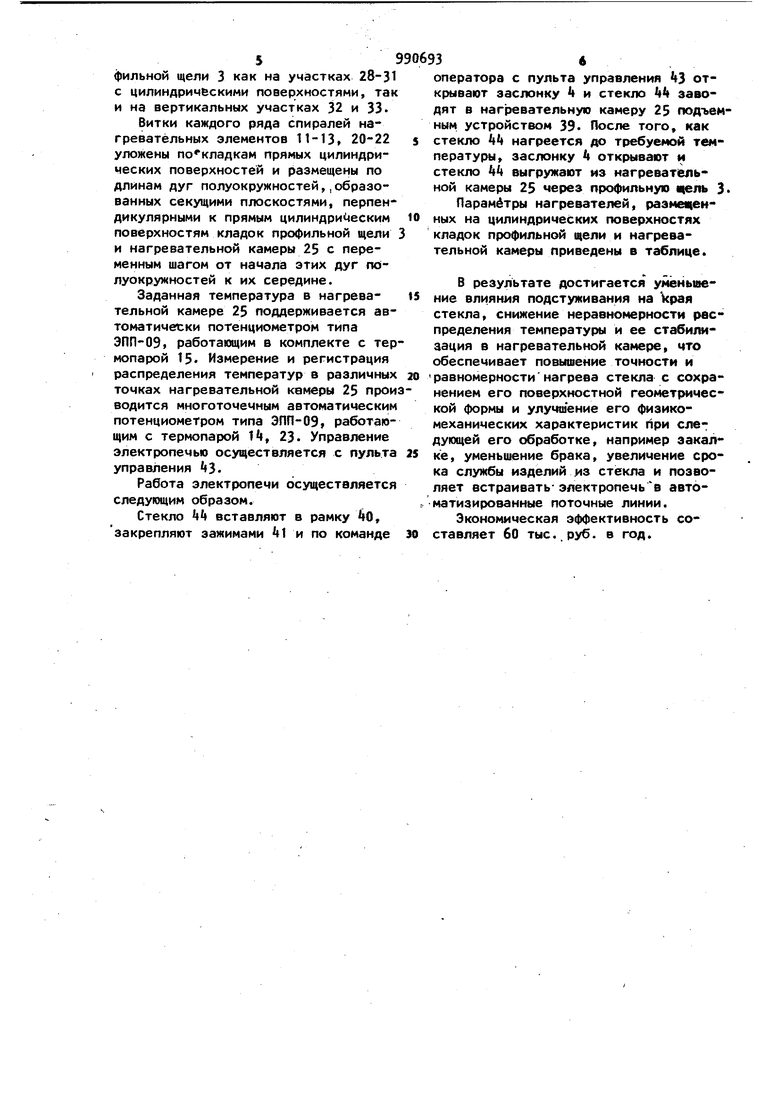
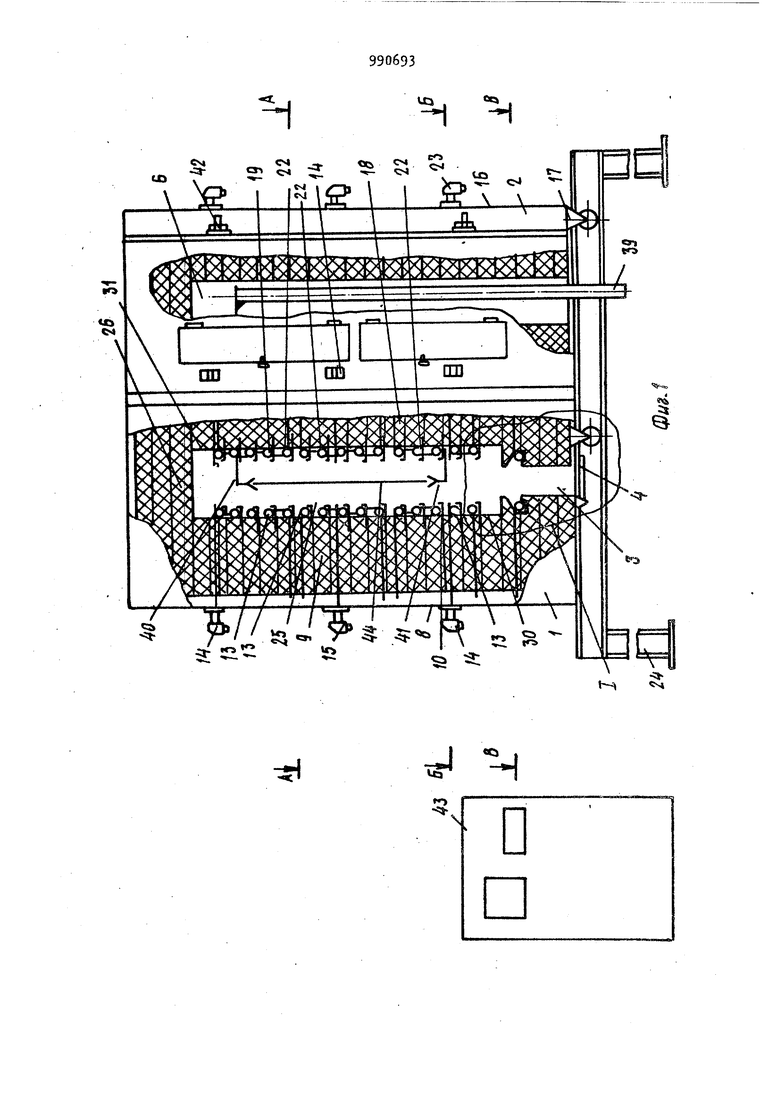
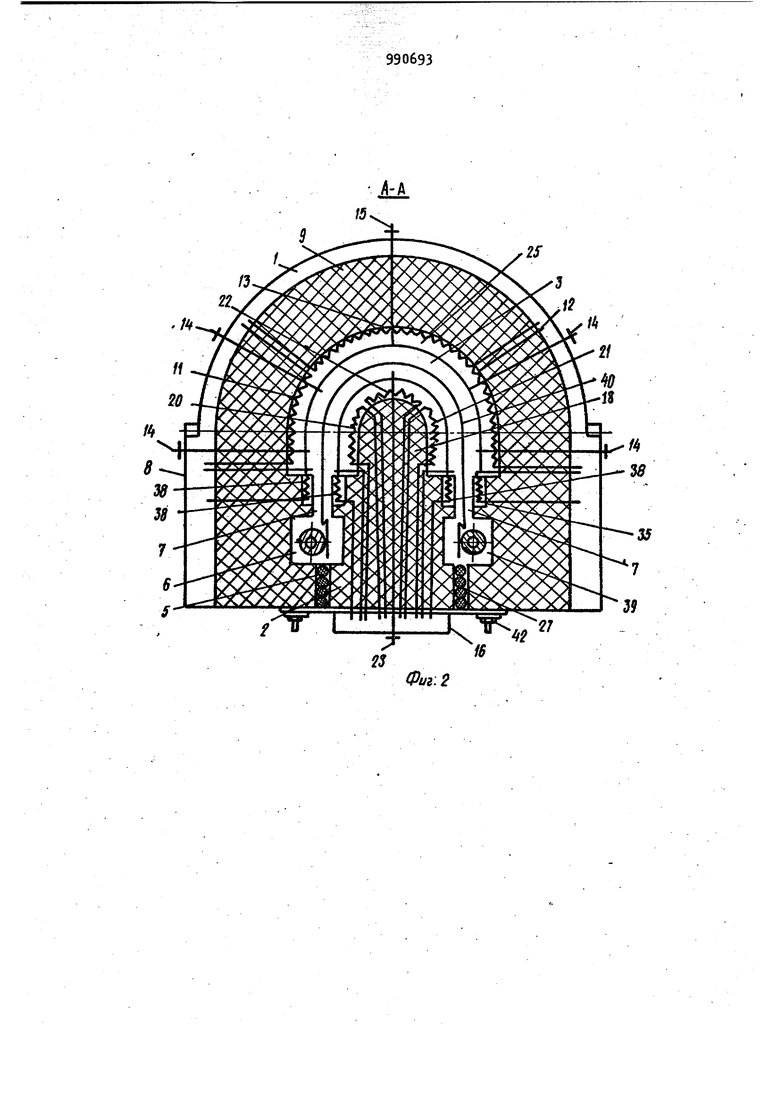
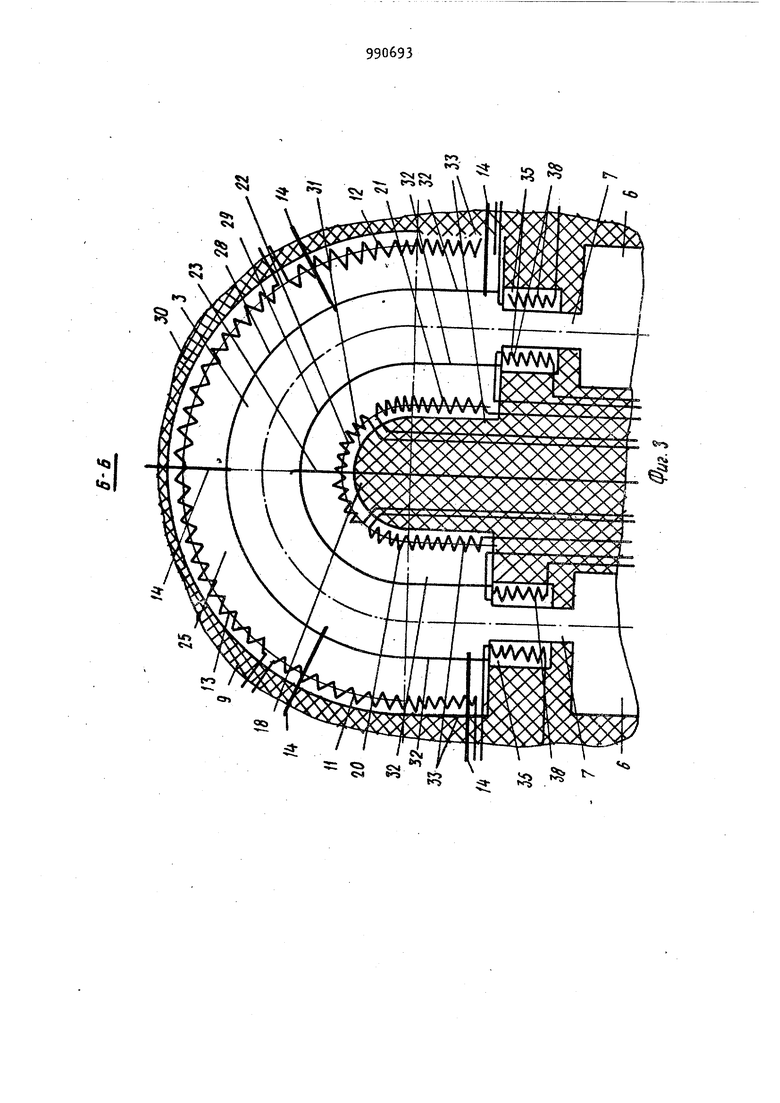
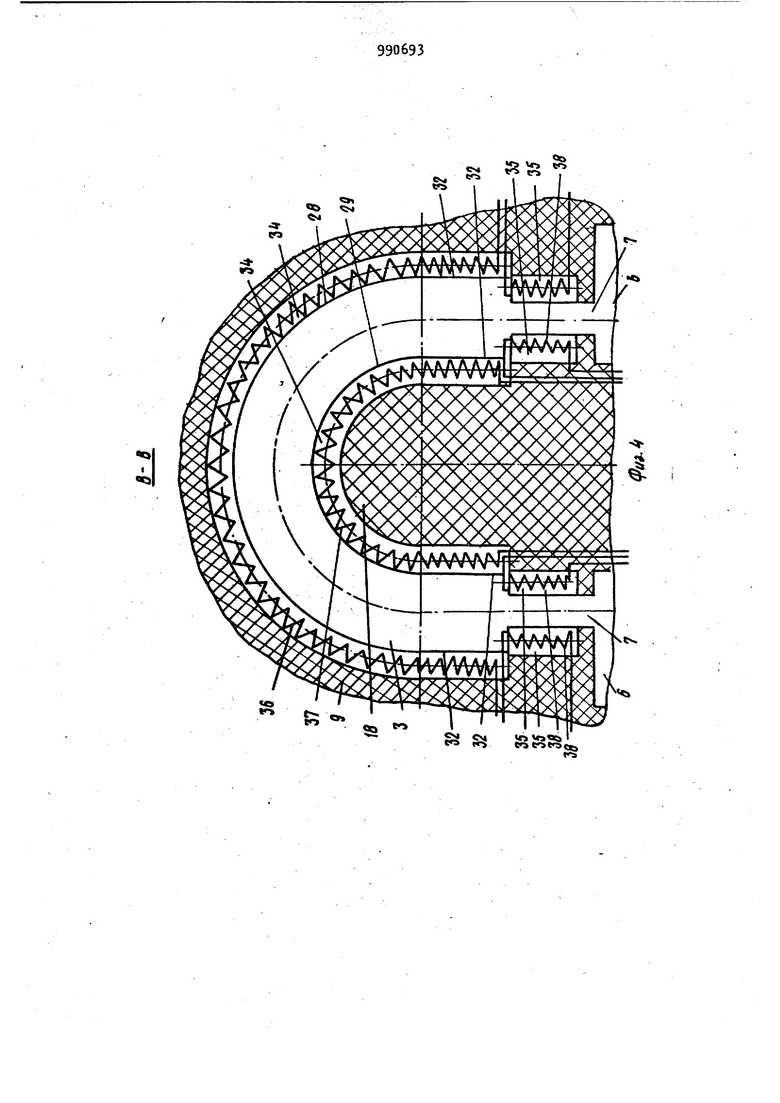
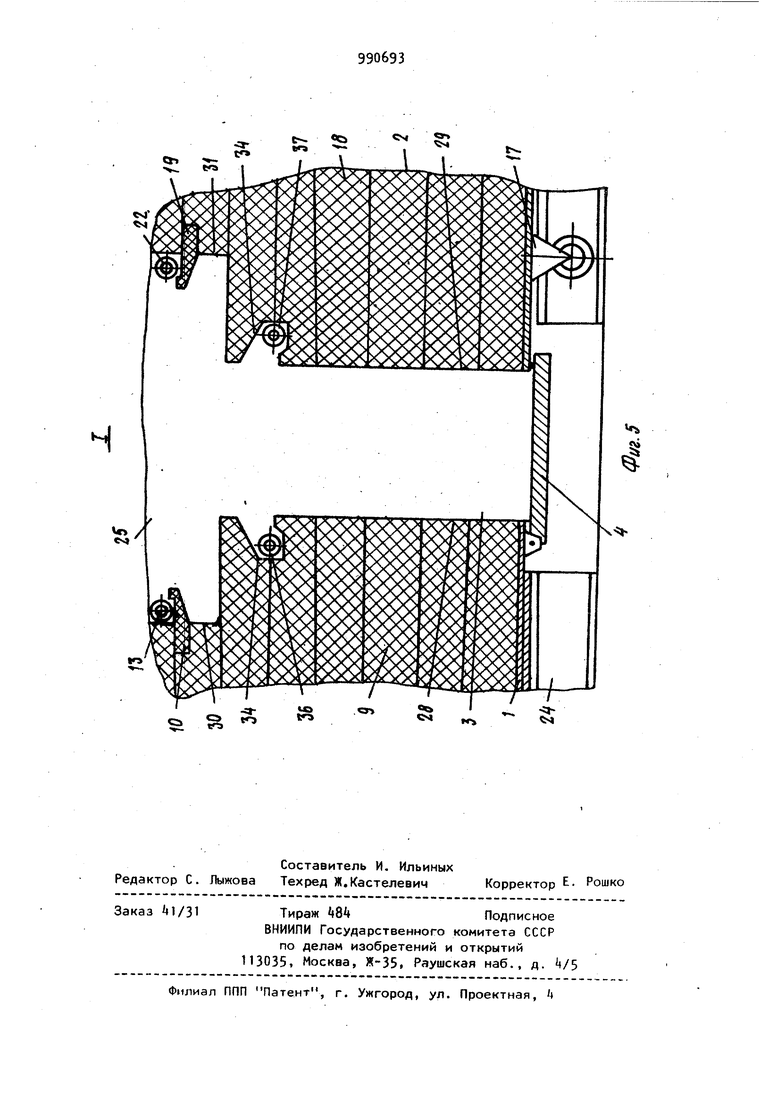
На фиг. 1 изображена электропечь для нагрева стекла, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг,1 на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг, 1; на фиг. 5 -узел I на фиг. 1.
Электропечь для нагрева стекла состоит из неподвижной части 1, подвижной части 2, профильной щели 3, заслонки А, уплотнительны 1 элементов. 5, вертикальных полостей 6, каналов 7, Неподвижная часть 1 имеет каркас 8, кладку 9, полочки 10 для оазмещения нагревателей 11-13, термопары Н iji 15 Подвижная часть 2 имеет каркас 16, подвижную платформу 17, кладку 18, полочки 19 для размещения нагревателей 20-22 термопары 23. Кладки неподвижной части 1 и подвижной части 2 смонтированы на эстакаде 2 и образуют нагревательную камеру 25 со сводом 26, пpoфиJ;IЬнyю щель 3, вертикальные полости 6, зазоры 27. Кладки профильной щели 3 и нагревательной камеры 25 выполнены с общими осями симметрии из участков 28-31 с прямыми цилиндрическими поверхностями и сопряженными с ними по всей их высоте вертикальными участками 32 и 33
Вертикальные полости 6 выполнены прямоугольной формы и сообщены зазо- рами 27 с торцами каркасов 8 и 16 неподвижной части 1 и подвижной части 2 с одной стороны и каналами 7 с профильной щелью 3 и нагревательной камерой 25 с другой стороны. Вертикальные полости 6, каналы 7, зазоры 27 выполнены со взаимно параллельными сторонами, симметричными относительно осей симметрии кладок 9 и 18 профильной щели 3 и нагревательной камеры 25.
Зазоры 27 для герметизации печи уплотнены выложенными в ряд уплотнительными элементами 5. Кладки профильной щели 3 и каналы 7 имеют пазы З и 35, в которые уложены нагреватели 36-ЗВ, и служат для стабилизации температурного режима в нагревательной камере 25.
Загрузка и выгрузка нагревательной камеры 25 производится через профильную щель 3 подъемным устройством 39, содержащим рамку 0 с зажимами AI. Каркас 16 жестко скреплен с под вижной платформой 17 и может перемещаться относительно каркаса В неподвижной части 1 и скрепляться с ним разъемным соединением k2, которое является также ограничителем хода их взаимного перемещения.
Нагреватели 11-13, 20-22, 36-ЗВ выполнены в виде спиралей и образуют автономные тепловые зоны. Нагреватели 11-13, 20-22, 36 и 37 размещены по высоте нагревательной камеры 25 и профильной щели 3 как на участках 28-31 с цилиндрическими поверхностями, так и на вертикальных участках 32 и 33.
Витки каждого ряда спиралей нагревательных элементов 11-13 20-22 уложены по кладкам прямых цилиндрических поверхностей и размещены по длинам дуг полуокружностей,,образованных секущими плоскостями, перпендикулярными к прямым цилиидри 4еским поверхностям кладок профильной щели и нагревательной камеры 25 с переменным шагом от начала этих дуг полуокружностей к их середине.
Заданная температура в нагревательной камере 25 поддерживается автоматически потенциометром типа ЭПП-09, работающим в комплекте с термопарой 15 Измерение и регистрация распределения температур в различных точках нагревательной камеры 25 проиводится многоточечным автоматическим потенциометром типа ЭПП-09 работающим с термопарой Il, 23. Управление электропечью осуществляется с пульта управления .
Работа электропечи осуществляется следующим образом.
Стекло k вставляют в рамку 4о, закрепляют зажимами (I и по команде
оператора с пульта управления открывают заслонку t и стекло заводят в нагревательную камеру 25 подъемным устройством 39. После того, как стекло 4( нагреется до требуемой температуры, заслонку 4 открывают и стекло kk выгружают из нагревательной камеры 25 через профильную цель 3
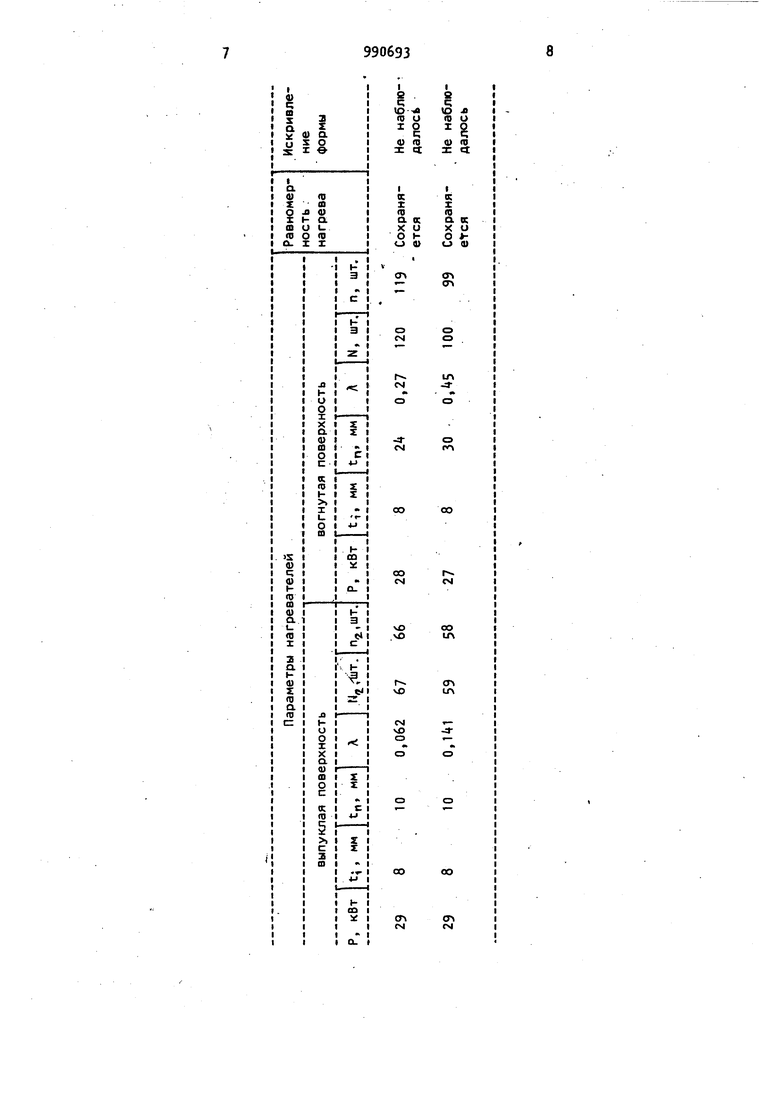
Параметры нагревателей, размещенных на цилиндрических поверхностях кладок профильной щели и нагревательной камеры приведены в таблице.
В результате достигается уменьшение влияния подстуживания на рая стекла, снижение неравномерности распределения температуры и ее стабилизация в нагревательной камере, что обеспечивает повышение точности и равномерностинагрева стекла с сохранением его поверхностной геометрической формы и улучшение его физикомеханических характеристик при следующей его обработке, например закалк е, уменьшение брака, увеличение срока службы изделий из стёкла и позволяет встраивать-электропечьв автоматизированные поточные линии.
Экономическая эффективность составляет 60 тыс, руб. в год.
I
к
n
a к X о о () 0)
ri г
tn
-3oo
r CM
oo 1Л
r
1Л
-aо
OO
n
CM Формула изобретения Электропечь для нагрева стекла, включающая нагревательную камеру и профильную щель с заслонкой, образованные профильными кладками с- прямыми цилиндрическими теплопередающими по-; верхностями, расположенными- на,каркасах, уплотнительные элементы, размещенные в зазорах между каркасами, термопары и спиральн« 1е нагревательные элементы, отличающаяся тем, что, с целью равномерного нагрева стекла с сохранением его поверхностной формы, она выполнена с верти-15 кальнцми полостями, каждая из которых расположена между уплотнительным элементом с одной стороны, а с другой соединена каналом с профильной щелью и нагревательной камерой по всей их 20 высоте, а профильные кладки выполнены с дополнительными вертикальными участками, которые являютсяпродолжением прямых цилиндрических поверхностей, нагревательные элементы размещены ав-25 тономными зонами в каналах, в профильной щели и в нагревательной камере, причем в профильной щели и нагревательной камере нагревательные элементы размещены с переменным шагом отзо № 51 нача изме муле где прин 1 № 17 2 ла к их середине с коэффициентом нения шага, определяемым по форХ- tlik : tLnI n(N - 2) L - длина дуги, на которой укладываются витки одного ряда с пи рали на г ре ва тель ного элемента, мм; N - число витков этого ряда спирали нагревательного элемента, уложенных на длине дуги длиной L; п - число шагов этого ряда спирали нагревательного элемента , уложенных на длине дуги длиной L; Ц - начальный ((первый ) шаг по осевой линии спирали нагревательного элемента между двумя соседними витками, уложенными на длине дуги длиной L. Источники информации, ятые во внимание при экспертизе . Авторское свидетельство СССР 3682, кл. С 03 В 27/00, 1970. . Авторское свидетельство СССР 778, кл. С 03 В 27/00, 1975. d
н fc. ч
Фиг: 2
( а
ч& м
4
СО
&;
to
и g
во
«
