(S) СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УЧАСТКАМИ ПЕРЕМЕННОЙ ТОЛЩИНЫ
1
Изоёретение относится к размерному химическому травлению металлов и может быть использовано в металообрабатывающей промышленности и машиностроении.
Известен способ размерного травления стальных деталей, при котором неподвижно закрепленную заготовку погружают в процессе обработки в травильный раствор с постоянной скоростью путем подачи воды в резервуар, в котором плавает травильная; ванна l .
.
Известен также способ размерного травления деталей, при котором получают коническую поверхность путем погружения детали на различную глубину в ванну для травления 2 .
Наиболее близким к изобретению по технической сущности является способ изготовления конусных деталей погружением или извлечением детали из травильного раствора. Способ включает нанесение лакокрасочного покрытия на поверхность детали,, разметку мест, подлежащих травлению, удаление покрытия с этих мест и трав ление деталей погружением или изале чением детали из травильного раствора в .результате чего на открытых зонах детали образуются участки переменной толщины ( клиновые )3 3.
10 Недостатками известных способов являются высокая трудоемкость и большой цикл изготовления деталей, имеющих наряду с участками переменной формы участки подвергаемые общему
5 травлению, в связи с необходимостью многократного нанесения защитных покрытий и повторения процесса обработки .
Целью изобретения является уско20рение процесса и снижение трудоемкости путем сокращения цикла изготовления деталей с участками переменной толщины.
Указанная; цель достигается согласно способу, Включающему предварительное нанесение защитного покрытия на участки поверхности детали, непрдлежащие травлению, и последующее удаление покрытия отс 1аиванием, пос леднее осуществляют в процессе травления со скоростью прямо пропорциональной скорости травления и обрат но пропорциональной первой .производной от формы участка переменной толщины.
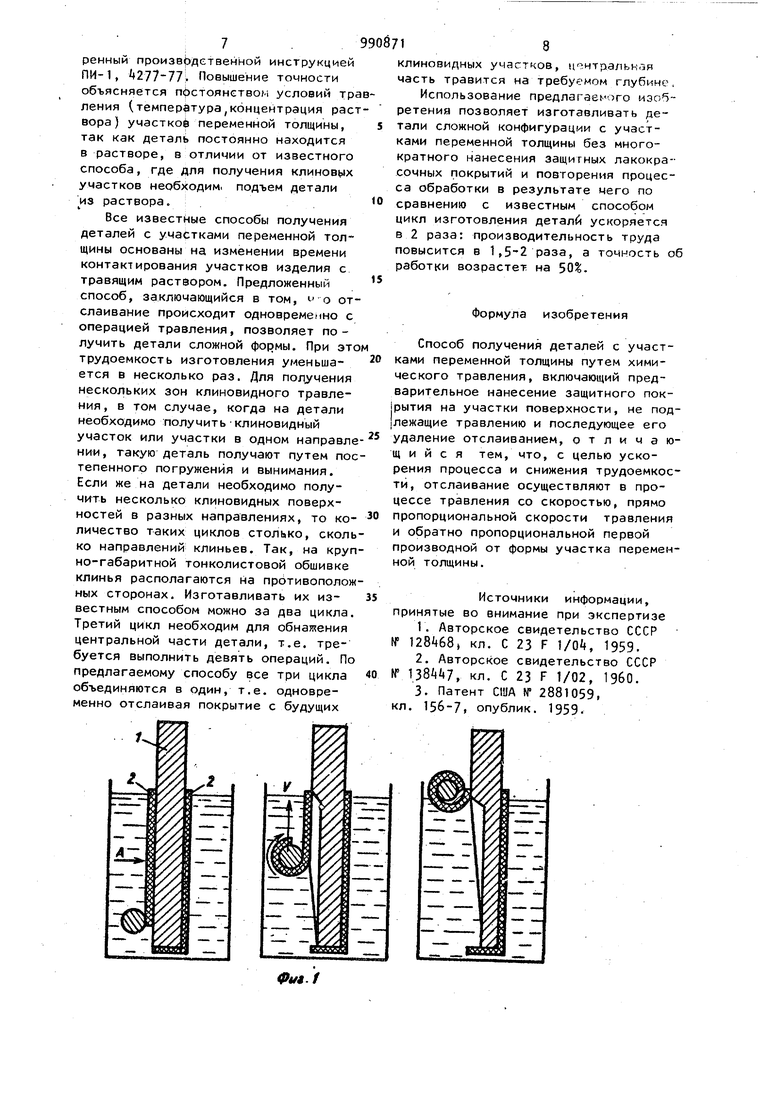
На фиг. 1 показана схема травления деталей; на фиг. 2 - вид А на фиг.1; на фиг. 3 конфигурация полученной детали; на фиг. Ц - схема устройства для реализации способа.
Сущность способа заключается в том, что на деталь Т наносят защитное герметичное лакокрасочное покрытие 2, проводят разметку мест, подлежащих травлению, удаляют покрытие с этих мест путем отслаивания, а с зоны на которой намечено получить участок переменной толщины 3, отслаивание защитного покрытия осуществляют в процессе травления. Скорость отслаивания прямо пропорционёльна скорости травления и обратно пропорциональна первой производной от фррмы участка переменной толщины. Процесс травления заканчивают при достижении заданной глубины травления и .необходимой формы участков.
Устройство для реализаций предлагаемого способа состоит из электродвигателя 1, закрепленного на подвижной платформе 5. которая установлена на направляющей 6,являющейся одновременно и рамой крепления детали 1. На оси электродвигателя установлен вал 7 для .намотки защитного покрытия 2, нанесенного на деталь. Один-конец защитной пленки покрытия крепится на валу.
При включении электродвигателя Ц лакокрасочное покрытие 2 наматывается на вал 7 одновременно открывая зону травлени1|«. На подвижной платформе 5 все устройство постепенно перемещается Вдоль детали 1, образуя в процессе травления и одновременного отслаивания защитного покрытия 2 участок переменной толщины 3Скорость отслаивания регулируется с помощью латра, установленного в схему включения электродвигателя.4.
Для прямого клина основной характеристикой является величина уклона
V.4- V
4|у й/э ТРавА е V«..t VOTOA
отсюда
- ТрОбЛ.
V - тровл. ,
где скорость травления;
t - длина клина;
h - глубина травления;
t - время травления. Для клина переменной толщины заданного зависимостью (x) формула (1) принимает, следующий вид
(2)
)
где f (х) - .J--«tgotj -производная от формы
. участка переменной толщины.
Пример расчета скорости отслаиваия защитного покрытия:
а)прямой клин. Исходные данные тро1вл. 2 мм/ч, N100 мм, h мм .
о формуле (1) V. llffifi. . 100 мм/м;
б)клин переменной Голщины. Исодные данные;
Лрс( /ч, форма клина Y.f(x) длина клина t «4О мм По формуле (2) Vj, , f По заданным значения величины рассчитываем VOT-J,: .
X, мм 5; 10; 15; 20; 25; 30; 35; «О. VOTCA. 0,2;.0,1; 0,060; 0,50; 0,40; 0,30 0,270; 0,25.
Пример. Изготовление размерным травлением деталей с участками переменной толщины методом отслаивания защитного покрытия в процессе травления проводят на опытной установке в экспериментальной лаборатории.
Состав раствора при 85 следующий, г/л;
МаОН150-170
Триэтаноламин 20-30 Тиомочевина Основные показатели: Система защитного покрытия
КЧ-767 2 слоя ХВ-163 слоя
ХСЛ2 слоя
Размеры образцов, мм.300x600
Материал образцов Скорость отслаивания защитного покрытия; V, мм/мин Длина клинового участка, t, нн
990871
Проводят технологические сравнительные испытания изготовления детали предлагаемым и известным способами ,методом погружения на имеющейся усS тановке клинового травления Результаты испытаний приведены в табл. и 2,
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ химического фрезерования деталей | 1989 |
|
SU1791467A1 |
| Устройство для многопрофильного химического травления деталей | 1980 |
|
SU933804A1 |
| Способ размерного травления деталей из алюминиевых сплавов | 1985 |
|
SU1375682A1 |
| Способ контроля толщины детали в процессе размерного химического травления | 1979 |
|
SU899716A1 |
| Способ химической обработки металлических деталей | 1984 |
|
SU1182090A1 |
| Устройство для контроля толщины снимаемого слоя металла в процессе размерного химического травления деталей | 1987 |
|
SU1493688A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ИЗ МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 2002 |
|
RU2211504C1 |
| СПОСОБ УДАЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ РАДИОАКТИВНОГО ХИМИЧЕСКИ АКТИВНОГО МЕТАЛЛА | 2012 |
|
RU2502567C1 |
| Защитное покрытие на детали кузова автомототранспорта и способ изготовления такого покрытия | 2021 |
|
RU2767109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И ДЕТАЛЬ ИЗ ГИБРИДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2019 |
|
RU2708862C1 |

Основные операции техпроцесса
Способ
Изоляция поверхности детали, разметка контура будущего клинового участка, снятие изоляцииТравление детали с одновременным отслаиванием защитного покрытия
звестный
Изоляция поверхности детали и разметка контура будущего клинового сечения, снятие изоляции
Общее травление детали на заданную глубину
Изоляция протравленной поверхности со снятием с участка будущего клинового сечения
Травление на клин погружением в раствор и снятие изоляции с оставшейся поверхности Определяют производительность тру- , да, зависящую от времени изготовления деталей, а также качество деталей, т.е. точность изготовления клиновых участков, параметры шероховатости поверхности, четкость контура, отсутствие подтревов.
Таблица 2
.J.-.. ...
Время операции, ч
2,5
2,5
2,5 Применение предлагаемого способа изготовления деталей с участками клинового сечения позволяет повысить производительность труда в 2 раза (табл.2). Точность изготовления деталей повышается в 2 раза и соответствует 5 кл, точности, предусмотренный произвЗДетвенной инструкцией ПИ-1, . Повышение точности объясняется постоянством условий тра ления (температура,концентрация раст вора) участкой переменной толщины, так как деталь постоянно находится в растворе, в отличии от известного способа, где для получения клиновух участков необходим, подъем детали из раствора. Все известные способы получения деталей с участками переменной толщины основаны на изменении времени контактирования участков изделия с травящим раствором. Предложенный способ, заключающийся в том, i о отслаивание происходит одновременно с операцией травления, позволяет получить детали сложной формы. При это трудоемкость изготовления уменьшается в несколько раз. Для получения нескольких зон клиновидного травления, в том случае, когда на детали необходимо получить клиновидный участок или участки в одном направле НИИ, такую деталь получают путем пос тепенного погружения и вынимания. Если же на детали необходимо получи ть несколько клиновидных поверхностей в разных направлениях, то количество таких циклов столько, сколь ко направлений клиньев. Так, на круп но-габаритной тонколистовой обшивке клинья располагаются на противополож ных сторонах. Изготавливать их известным способом можно за два цикла Третий цикл необходим для обнажения центральной части детали, т.е. требуется выполнить девять операций. По предлагаемому способу все три цикла объединяются в один, т.е. одновременно отслаивая покрытие с будущих КЛИНОВИДНЫХ участков, н-нтральнон часть травится на требуемом глубине, Использование предлагаемого изобретения позволяет изготавливать детали сложной конфигурации с участками переменной толщины без многократного нанесения защитных лакокрасочных покрытий и повторения процесса обработки в результате чего по сравнению с известным способом цикл изготовления детали ускоряется в 2 раза: производительность труда повысится в 1,5-2 раза, а точность об работки возрастет на 50%. Формула изобретения Способ получения деталей с участками переменной толщины путем химического травления, включающий предварительное нанесение защитного покрытия на участки поверхности, не подлежащие травлению и последующее его удаление отслаиванием, отличающийся тем, что, с целью ускорения процесса и снижения трудоемкости, отслаивание осуществляют в процессе травления со скоростью, прямо пропорциональной скорости травления и обратно пропорциональной первой производной от формы участка переменной толщины. Источники информации, принятые во внимание при экспертизе Г. Авторское свидетельство СССР № 128468, кл. С 23 F 1/Oit, 1959. 2.Авторское свидетельство СССР ff , кл. С 23 F 1/02, 1960. 3.Патент США № 2881059, кл. 156-7, опублик. 1959
