Изобретение относится к производству электрических приборов для измерения температуры и может быть использовано для изготовления термометров сопротивления.
По основному авт. ев. № 345376 известен способ засыпки и уплотнения чубствительных элементов термометров .сопротивления, заключающийся в том, что порошок непрерывно подают к чувствительному элементу, сообщают последнему вначале горизонтальную составляющую гармонических колебаний, , затем добавляют вертикальную составляющую гармонических колебаний, частота которой вдвое больше частоты горизонтальной составляющей, отключают горизонтальную составлякадую и доводят уплотнение порошка до нужной степени с помощью вертикальной составляющей гармонических колебаний 1.
При мелкодисперсном и легком по удельной плотности порошке, таком, например, как метабарат калия, указанный способ не дает требуемого уплотнения, так как при засыпке и уплотнении образуются своды и отдельные воздушные пробки. Особенно .этот недостаток сказывается- на работе приборов, испытываквдих большие перегрузки. Her
достаточность уплотнения порошка в каналах элементов, работающих в условиях вибрационных перегрузок, приводит к потере точности и преисЗдевременному вьтоду их из строя.
Уплотнение порошка в элементе можно повысить, применив ударное уплотнение. Однако при повышении уплотнения наблюдается смещение и закручива10ние витков спирали чувствительных элементов, что недопустимо.
Целью изобретения является повышение плотности мелкодисперсного порошка и предотвращение деформации спира15ли чувствительного элемента при уплотнении порошка.
Эта цель достигается тем, что после завершения всех операций cnoco6ai дополнительно сообщают чувствительно20му элементу одновременно горизонтальные гармонические колебания и направленные снизу вверх ударные импульсы частотой, равной удвоенной частоте горизонтальных колебаний, причем на-J 25 чало ударного импульса совпадает но фазе с максимальным ускорением горизонтальных колебаний.
Причем направленные снизу вверх ударные импульсы сообщают с частотой 30 равной частоте горизонтальных колеб
НИИ. Для осуществления способу чувстр вительному элементу вначале сообщают. колебания согласно основному изобретению, а подачу порошка осуществляют любым известным способом, например, из бункера, установленного над Чувст-5
юительнЕ м элементом. После завершения
шсех операций основного изобрез:ения, чувствительному элементу дополнитель но сообщают горизонтальные гармонические колебания и направленные снизу 10
.Вверх вдоль его оси ударные импульсы с частотой удвоенной или равной или кратной частоте горизонтальных колебаний, причем начало ударного импульса
;совпадает или происходит с некоторым 15 сдвигом по фазе с максимальным ускорелием горизонтальных колебаний.
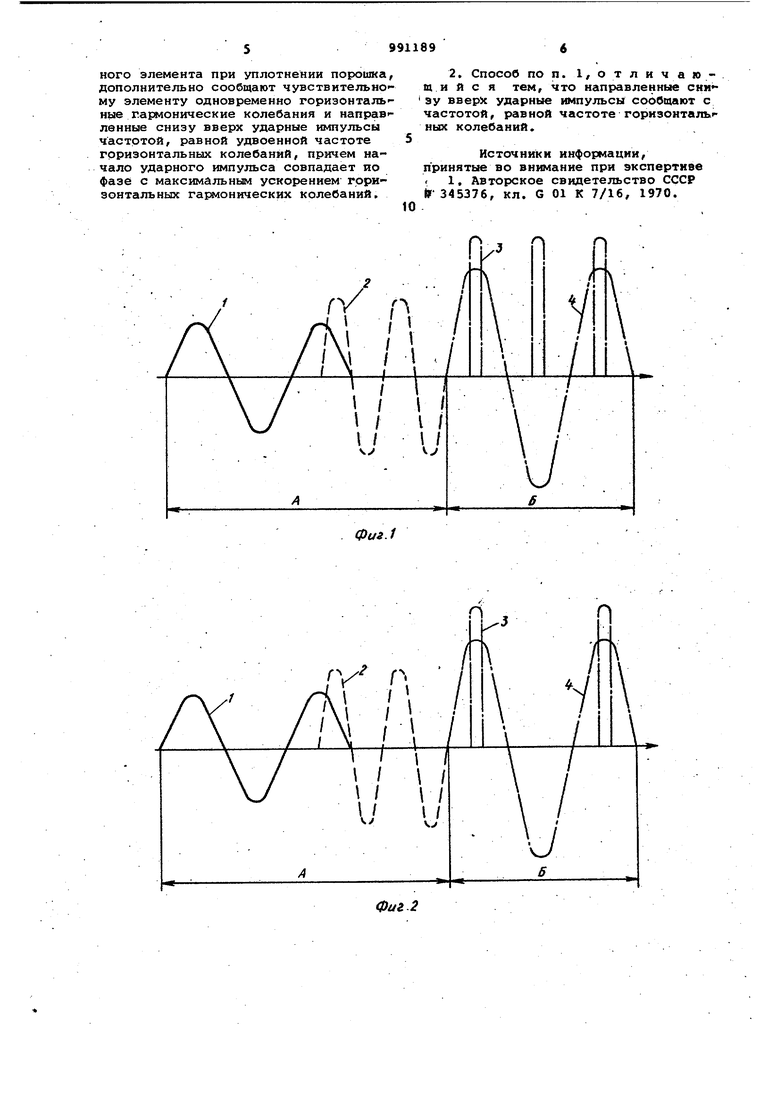
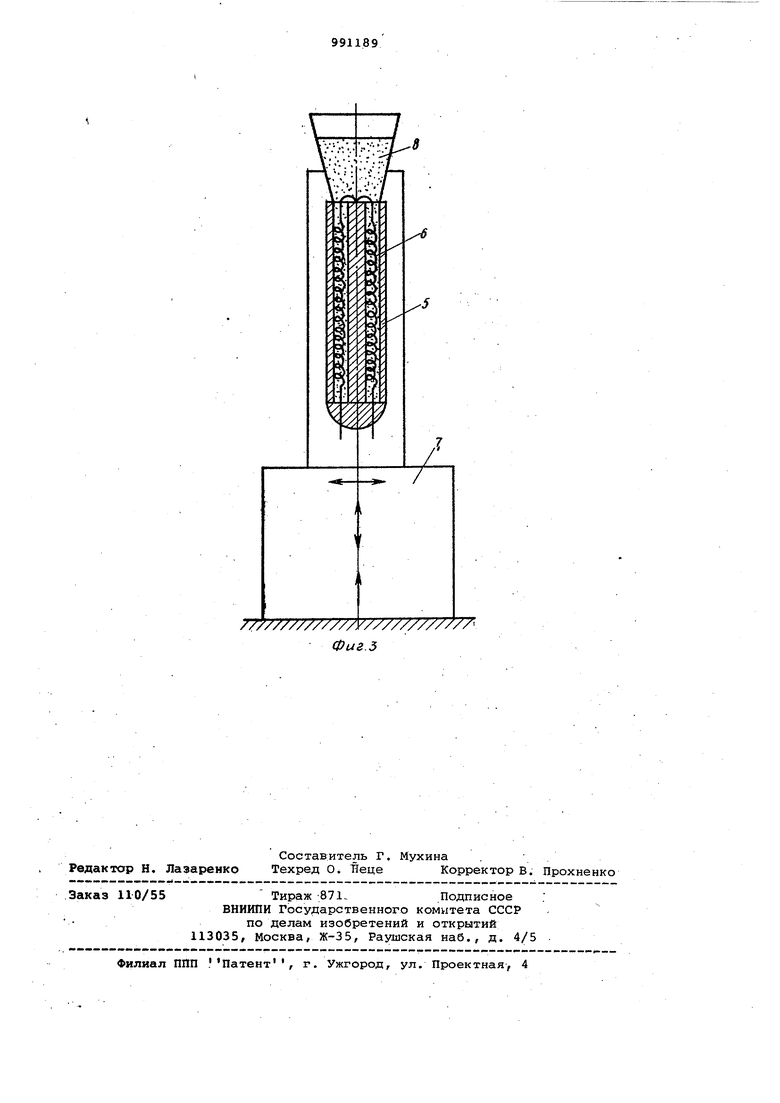
На фиг. 1 представлен схематический график колебаний чувствительного i элемента в процессе засыпки и уплотнения порошка при частоте ударных импульсов в два раза больше частоты горизонтальных колебаний на фиг. 2 - то же, при равных частотах ударных импульсов и горизонтальных колебаний;25 на фиг. 3 - схема устройства для осуществления способа засыпки и уплотнения порошка в чувствительном элементе ..
Нафиг.1и: 2 кривая 1 соответству-30 ет горизонтальной составляющей гармонических колебаний, кривая 2 соответствует вертикальной составляющей гаргмонических колебаний, кривая 3 - ударной вертикальной составляклцей, кри- 35 вая 4 - горизонтальной гармонической составляющей колебания, сообщаемой элементу одновременно с вертикальной ударной составляющей. Область А, состоящая из кривых 1 и 2, соответствует40 Графику колебаний по известному способу, область Б, состоящая из кривых 3 и 4, соответствует графику дополнительных колебаний, а области А и Б соответствуют графику колебаний по предке лагаемому изобретению.
Реализация способа иллюстрируется устройством, схематически изображенном на фиг. 3. Чувствительный элемент состоит из корпуса 5 и спирали 6 и .. закреплен на виброприводе 7, над чув- ствительным элементом закреплен бункер 8, из которого поступает порошок.
Длительность периода каждого из ойисанного выше цикла засыпки и удлоц;нения определяют в зависимос.ти от ДЛИ-: 55 ны.чувствительного элемента, диаметра его отверстий, диаметра платиновой спирали чувствительного элемента, размера частиц порошка, его удельной плотности, условий работы элемента и 60 других факторов.
При засыпке и уплотнении чувствительного элемента среднего размера (длина керамического корпуса равна 60 мм) мелкодисперсным порошком пер- 65
вый период (горизонтальная составляющая гармонических колебаний) длится 30-40 с, второй период (совместное действие горизонтальной и вертикальной составляющих гармонических колебаний) длится 00-120 с, третий-период (вертикальные гармонические колебания) длится 20-30 с, четвертый период (совместное действие гармонических горизонтальных колебаний и ударных импульсов, направленных снизу вверх, вдоль оси чувствительности элементд) длится 10-15 с.
Таким образом, общая длительность цикла составляет 2,5-3 мин. Режимные параметры указаны для случая, когда частота горизонтальной составляющей равна 50 Гц.
В четвертом периоде амплитуда горизонтальной гармонической составляюгщей колебания выбирается из условия равенства максимальных ускорений сос-тавляющих колебаний в указанном периоде. Частоту ударных импульсов следует выбирать, равной удвоенной частоте горизонтальных колебаний. Однако она может быть равна или кратна этой частоте. В последних случаях несколько увеличится длительность четвертого периода.
Для получения наилучшего эффекта, т.е. наибольшего уплотнения nopoiuKa при условии предотвращения деформации и минимальной затрате энергии, следует стремиться к сннфазности максимальных ускорений составляющих колебаний в четвертом периоде. Этому будет соответствовать совпадение или некоторый сдвиг по фазе начала ударного импульса с максимальным ускорением горизонтальной гармонической составляющей колебания. Величина сдвига фазы определяется добротностью систем колебания вибропривода.
Предлагаемый способ обеспечивает необходимое уплотнение мелкодисперен ного порошка в каналах корпуса чувствительного элемента без деформации спирали элемента и позволяет механизировать этот процесс.
Использование указанных порошков в чувствительных элементах термометров сопротивления позволяет, повысить их надежность, снизить инерционность и стабилизировать метрологические параметры.
Формула изобретения
1.Способ засыпки и уплотнения порошками чувствительных элементов термометров сопротивления по авт. св. № 34.5376, отличающийся тем, что, с целью повышения плотности мелкодисперсного порошка и предотвращения деформации спирали чувствительного элемента при уплотнении порошка, дополнительно сообщают чувствительному элементу одновременно горизонтальные гар/юнические колебания и направленные снизу вверх ударные импульсы частотой, равной удвоенной частоте горизонтальных колебаний, причем начало ударного импульса совпадает ио фазе с максимальным ускорением горизонтальных гармонических колебаний. 2. Способ по п. 1,отличающий с я тем, что направленные сни ЗУ вверх ударные импульсы сообщают с частотой, равной частоте горизонтальрных колебаний. Источники информации, принятые во внимание при эксперткве 1, Авторское свидетельство СССР fr-345376, кл. G 01 К 7/16, 1970.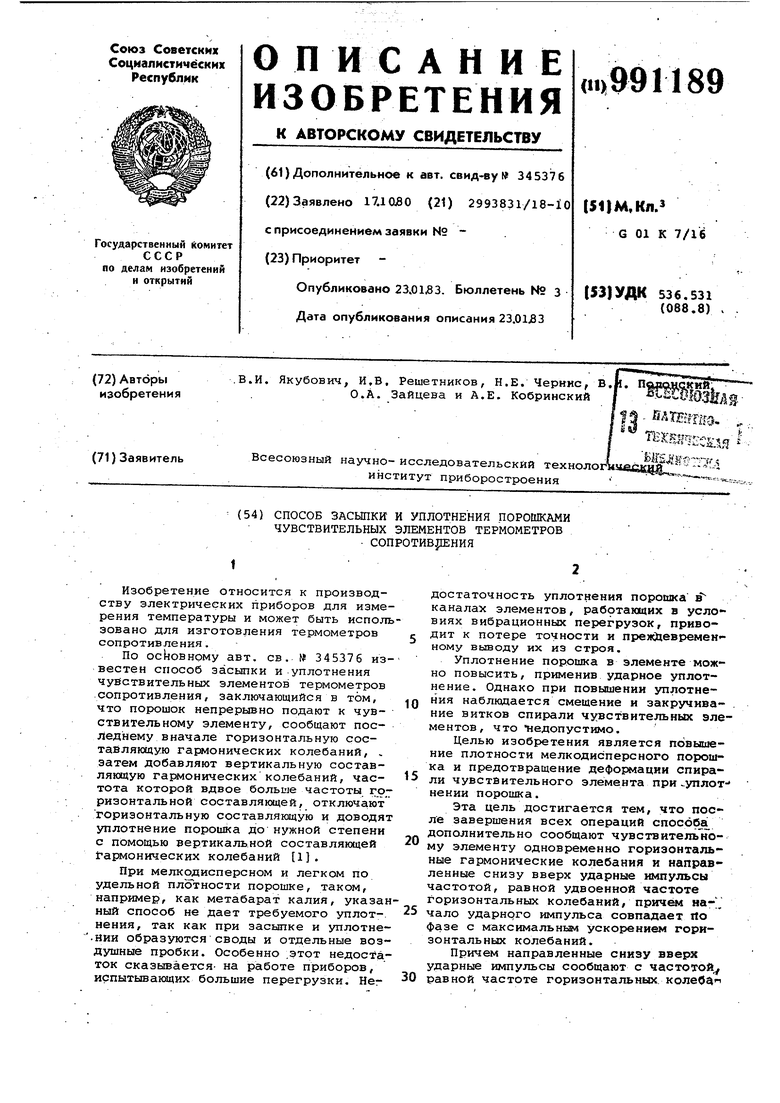

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАСЫПКИ И УПЛОТНЕНИЯ ПОРОШКАМИ | 1972 |
|
SU345376A1 |
| Устройство для засыпки и уплотнения порошка в сосуд | 1980 |
|
SU899387A1 |
| Способ нанесения покрытий из порошка | 1981 |
|
SU961859A1 |
| Способ определения степени уплотнения сыпучих материалов в замкнутом сосуде | 1990 |
|
SU1742674A1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА НЕФОРМОВАННЫМИ МАТЕРИАЛАМИ | 2012 |
|
RU2553145C1 |
| СПОСОБ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2168722C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038893C1 |
| Способ выбивки литейных форм | 1983 |
|
SU1100044A1 |
| Способ получения покрытий из металлического порошка | 1982 |
|
SU1140886A1 |
| Способ управления преобразователем постоянного тока в переменный с промежуточным звеном высокой частоты | 1975 |
|
SU604122A1 |
///////////77/У////////////
Фиг.5
