Изобретение относится к литейному производству, а именно к способам и устройствам для изготовления литейных форм, и может быть использовано в других отраслях промышленности, применяющих уплотнение дисперсных материалов, например при производстве строительных материалов и конструкционных элементов.
Известны способы изготовления литейных форм ударно-прессовым уплотнением и вибропрессованием. При ударно-прессовом способе изготовления форм в процессе прессования формы плоской прессовой плитой по рабочему столу формовочной машины, на котором установлена форма, периодически снизу наносятся удары массивным бойком. При этом, по сравнению с процессом прессования, несколько увеличивается плотность формы и равномерность распределения плотности смеси по сечениям формы. Существенное изменение характера уплотнения смеси начинается при частотах вынужденных колебаний, превышающих 50 1/с, характерных для вибропрессования, которое отличается тем, что в процессе уплотнения формы механизм прессования смеси плоской прессовой плитой совершает колебания вместе с рабочим столом формовочной машины и уплотняемой формой. Очевидно, что одновременное колебание значительных масс всех механизмов и оснастки в процессе уплотнения формы, весьма энергоемко.
Известен способ изготовления литейных форм прессованием многоплунжерной головкой, характеризующийся тем, что прессование смеси в форме осуществляют с помощью большого числа (36-100) плоских прессовых плит-башмаков, каждый из которых закреплен на штоке поршня, перемещающегося в цилиндре, причем все цилиндры размещены в одной прессовой головке и объединены одной гидравлической системой. При уплотнении форм с помощью активной многоплунжерной головки во все цилиндры одновременно подается под давлением жидкость, и поршни с башмаками опускаются, уплотняя отдельные вертикальные столбы смеси. В конце прессования контур поверхности контрлада формы, образованный торцами опустившихся башмаков, в какой-то мере повторяет контур поверхности модельной плиты и модели.
В пассивную многоплунжерную головку в процессе прессования дополнительная жидкость не поступает. При прессовании формы головка и(или) полуформа движутся навстречу друг другу и после соприкосновения башмаков со смесью смесь начинает уплотняться. Плотность смеси в надмодельной области увеличивается быстрее, чем в околомодельных областях, поэтому над моделью начинают интенсивно расти сжимающие напряжения. Так как давление жидкости над всеми поршнями в головке в любой момент процесса одинаково, то более интенсивный рост напряжений в надмодельной области приводит к тому, что башмаки поршней, расположенные над моделями, начинают перемещаться вверх относительно их начального положения, а башмаки расположенные над околомодельными областями формы, перемещаются вниз. Механизм уплотнения смеси при использовании многоплунжерных головок обоих типов одинаков.
При прессовании многоплунжерной головкой равномерность уплотнения форм увеличивается по сравнению с прессованием плоской плитой. Достаточно хорошо уплотняется смесь в широких выемках модели. Однако в узких выемках модели и в узких промежутках между моделью и стенкой опоки плотность смеси может быть недостаточной. Кроме того, если часть поверхности башмака (башмаков) выходит за край модели, то плотность смеси в форме под башмаком снижается и тем больше, чем больше выступает край башмака над краем модели.
Целью изобретения является разработка способа уплотнения литейных форм и устройства для его осуществления, обеспечивающих улучшение качества форм за счет повышения величины и равномерности распределения плотности смеси в форме и улучшение качества отливок, а также снижение энергоемкости и повышение эффективности процесса уплотнения форм.
Поставленная цель достигается тем, что в способе изготовления литейных форм, включающем уплотнение формовочной смеси многоплунжерной прессовой головкой, в процессе прессования на формовочную смесь дополнительно воздействуют через каждый прессовый башмак многоплунжерной головки синхронными колебательными или синхронными периодическими ударными импульсами, направленными вдоль линии действия каждого из башмаков, причем дополнительное воздействие на формовочную смесь может осуществлять как одновременно с началом уплотнения, так и после предварительного уплотнения, а прессовые башмаки или некоторые из них могут периодически отрываться от поверхности смеси и при обратном движении ударять по ней, либо могут уплотнять смесь в форме только трамбованием при неподвижной относительно формы многоплунжерной головке, устройство же для осуществления предложенного способа, включающее гидравлическую многоплунжерную головку, прессовые башмаки которой соединены штоками с поршнями, размещенными в цилиндрах прессовой головки, объединенных в одну гидравлическую систему, рабочий стол и привод перемещения рабочего стола или многоплунжерной головки, снабжено плунжером, входящим в гидравлическую систему головки и возбудителем колебаний или периодических ударных импульсов, воздействующим на свободный конец плунжера вдоль его оси, и может быть снабжено дополнительной камерой, входящей в гидравлическую систему головки и имеющей объем, соизмеримый с емкостью системы, и подвижным элементом, имеющим возможность перемещаться внутри камеры и изменять ее объем, а также быстроходным приводом подвижного элемента.
Сущность предложенного способа изготовления литейных форм состоит в следующем. При уплотнении смеси многоплунжерной прессовой головкой уплотнению подвергаются вертикальные столбы смеси под каждым из прессовых башмаков головки. В первую очередь плотность повышается у наиболее низких столбов смеси, расположенных над моделью. При сообщении прессовым башмакам колебаний (вибрации), направленных вдоль линии действия башмаков, происходит резкое увеличение текучести смеси за счет снижения коэффициентов ее внутреннего и внешнего трения, и она начинает перетекать из надмодельной области в выемки, в том числе и в узкие, на модели и в промежутки между моделью и стенками опоки. По мере прессования смеси башмаками вокруг модели, под действием вибрации смесь будет более активно перетекать из-под башмаков в сторону модели, заполняя и уплотняя горизонтальные выемки в стенках модели (в отъемных частях модели) и под нависшими над краями модели башмаками. В результате такого перетекания смеси существенно повышается величина и равномерность уплотнения смеси в форме, что позволяет, например, получить ту же плотность смеси, что и без приложения вибрации, при меньшем давлении прессования, т. е. позволяет повысить эффективность процесса уплотнения и снизить его энергоемкость.
Еще более значительно повысится эффективность уплотнения смеси в случае, когда прессующим башмакам будут сообщаться направленные в сторону смеси периодические ударные импульсы. При этом напряжения от каждого последующего удара накладываются на еще незатухшие напряжения от предыдущего удара, что дает эффект увеличения плотности смеси при ее высокой текучести. Кроме того, в момент приложения ударного импульса резко возрастает величина давления башмака на смесь, что приводит к дополнительному повышению плотности смеси.
Так как частота собственных колебаний неуплотненной смеси близка к нулю и возрастает с увеличением плотности смеси, воздействие на формовочную смесь дополнительных колебательных или ударных импульсов в начальный период уплотнения смеси не эффективно. Поэтому целесообразно производить такое дополнительное воздействие на смесь после ее предварительного уплотнения прессованием, что позволит снизить расход энергии на возбуждение колебательных импульсов без снижения качества изготовления формы.
В ряде случаев, например при изготовлении форм по высоким моделям, более эффективным может оказаться вариант способа, когда прессующим башмакам сообщают низкочастотные колебания с большим размахом (амплитудой). В этом случае после предварительного уплотнения смеси прессованием прессовые башмаки (или некоторая часть из них) поднимаются вверх, отрываясь от поверхности предварительно уплотненной смеси, а затем с достаточно большой скоростью опускаются вниз, ударяя по поверхности смеси и производя тем самым ударное прессование или, иными словами, трамбование смеси. Количество циклов такого трамбования может повторяться исходя из требований к плотности смеси в форме.
Возможен также вариант уплотнения смеси в форме, когда многоплунжерная головка устанавливается неподвижно, а прессовые башмаки над всей поверхностью формы втягиваются в многоплунжерную головку, а затем выталкиваются из нее, как и в выше описанном случае, производя уплотнение смеси трамбованием по всей поверхности формы.
Предложенный способ изготовления литейных форм осуществляется с помощью устройства, изображенного на чертеже.
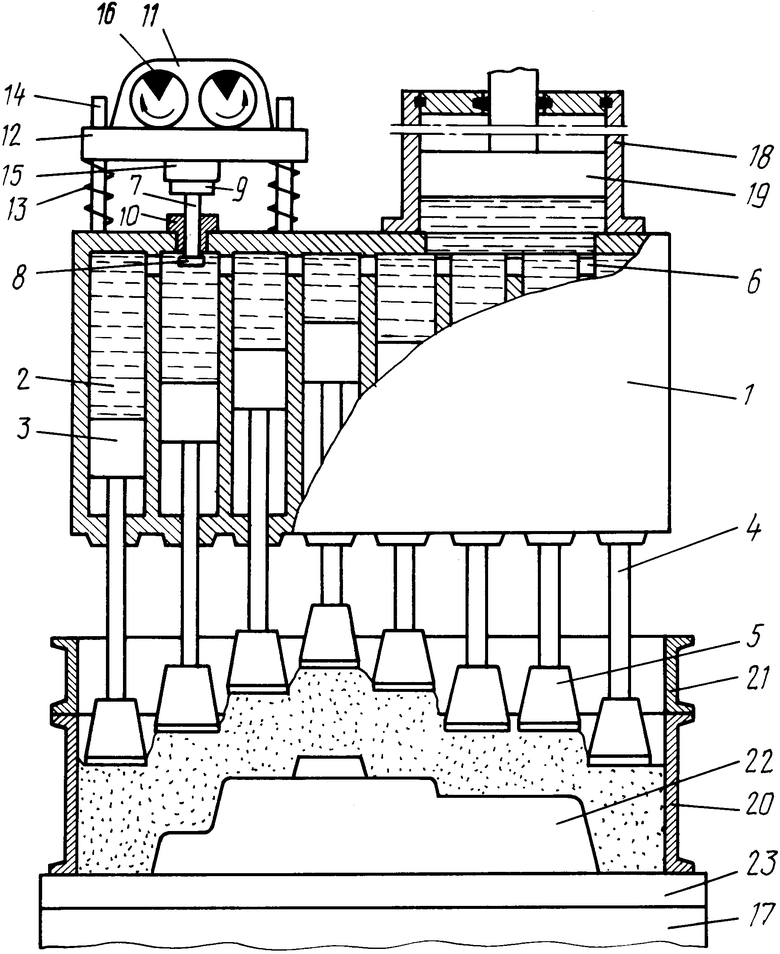
Устройство для осуществления предложенного способа уплотнения литейных форм представляет собой многоплунжерную прессовую головку, в данном случае пассивного действия, и состоит из корпуса 1, цилиндров 2, поршней 3 со штоками 4, на которых закреплены прессовые башмаки 5. Полости цилиндров 2 заполнены жидкостью и соединены между собой каналами 6. Внутрь гидравлической полости головки входит плунжер 7 с ограничительной головкой 8 и шайбой 9, проходящий через втулку 10. На наружный конец плунжера 7 воздействует вибратор. На чертеже в качестве примера изображен двухвальный вибратор направленного действия, состоящий из корпуса 11 с основанием 12, установленным на пружинах 13 с возможностью вертикального перемещения по направляющим 14. В нижней части основания 12 имеется контактная площадка 15, а внутри корпуса 11 размещены два вращающихся навстречу друг другу вала 16 с дебалансами, при вращении которых создается вертикальная сила переменной величины и направления, изменяющаяся по синусоидальному закону.
В случае, если контактная площадка 15 основания 12 вибратора и верхний конец плунжера 7 жестко соединены между собой, то плунжеру 7 при работе вибратора сообщаются гармонические колебания с частотой, равной скорости вращения валов 16, направленные вдоль оси плунжера 7.
В случае, если контактная площадка 15 основания 12 вибратора не соединена жестко с плунжером 7, а только контактирует с ним, то вибратор работает в режиме вибромолота, т. е. когда равнодействующая центробежных сил дебалансов валов 16 направлена вверх, вибратор отрывается от плунжера 7 и перемещается вверх, а при изменении направления равнодействующей центробежных сил дебалансов валов 16 вибратор перемещается вниз и ударяется о верхний конец плунжера 7.
Под многоплунжерной прессовой головкой расположен подъемный рабочий стол 17.
Для обеспечения возможности работы устройства в режиме трамбования смеси оно может быть снабжено дополнительным цилиндром 18, емкость которого соизмерима с полной емкостью гидравлической полости многоплунжерной головки, поршнем 19, имеющим возможность перемещаться внутри цилиндра 18, и приводом перемещения поршня 19, например быстроходным пневматическим цилиндром (не показан).
Работа предложенного устройства осуществляется следующим образом. В исходном положении все поршни 3 и башмаки 5 многоплунжерной прессовой головки за счет силы тяжести установлены на одном среднем уровне. Под многоплунжерной головкой на рабочем столе 17 устройства размещается опока 20 с наполнительной рамкой 21 и моделью 22 на модельной плите 23, заполненные формовочной смесью.
Для уплотнения смеси в форме осуществляют подъем рабочего стола 17 с модельно-опочным комплектом со смесью вверх. При таком перемещении башмаки 5 многоплунжерной головки вступают в контакт с поверхностью формовочной смеси в опоке 20 (наполнительной рамке 21) и начинают уплотнять смесь. Одновременно включается вращение валов 16 вибратора, и вибратор приводит в колебание плунжер 7, нижний конец которого размещен в гидравлической полости многоплунжерной прессовой головки. Развиваемые под действием вибрации усилия на плунжере передаются жидкости, заключенной в полости головки, и в соответствии с законом Паскаля передаются жидкостью во все стороны, в том числе и на поршни 3 головки. Вследствие этого поршни 3 подвергаются вибрационному воздействию жидкости и начинают совершать колебательные движения вдоль оси цилиндров головки, сообщая колебания через штоки 4 башмакам 5. При этом, вследствие сравнительно небольшого диаметра плунжера 7 развиваемое им давление на жидкость может достичь значительной величины при сравнительно небольшой возбуждающей силе вибратора. Особенно значительным это давление может быть при работе вибратора в ударном режиме (в режиме вибромолота).
При дальнейшем подъеме рабочего стола 17 с модельно-опочным комплектом и смесью, формовочная смесь начинает уплотняться и оказывать сопротивление перемещению башмаков 5, прежде всего над выступающими частями модели, вследствие чего эти башмаки вместе с соответствующими поршнями 3 перемещаются вверх относительно корпуса 1 головки и выжимают вверх жидкость из соответствующих цилиндров 2, которая перетекает по каналам 6 в соседние цилиндры, где поршни подвержены меньшему давлению со стороны смеси через башмаки 5. В результате этого давление на башмаках 5 выравнивается, и башмаки 5 над менее уплотненными зонами формы опускаются вниз, уплотняя под собою формовочную смесь. Так как в процессе уплотнения смеси башмакам сообщаются вертикальные колебания, на башмаках 5 с такой же частотой развиваются дополнительные направленные вниз усилия, что приводит к повышению плотности смеси под башмаками. С другой стороны, под действием вибрации изменяются реологические свойства смеси снижаются коэффициенты ее внутреннего и внешнего трения, а также вязкость связующего смеси, т.е. повышается текучесть смеси, вследствие чего в процессе уплотнения она лучше перетекает в узкие выемки и углубления на модели и в промежутки между моделями, а также между моделями и стенками опоки. Такое перетекание приводит к повышению плотности смеси в этих объемах формы и, в конечном результате, к повышению как общей плотности формы, так и к повышению равномерности распределения плотности смеси в форме.
Уплотнение смеси продолжается до тех пор, пока усилие подъема рабочего стола 17 не достигнет максимума и его перемещение вверх не прекратится.
Таким же образом происходит работа устройства и при ударном режиме работы вибратора, только в этом случае в процессе колебательного движения подъем плунжера 7 вверх происходит не вместе с вибратором, а под действием давления жидкости в корпусе многоплунжерной головки.
Следует отметить, что в качестве возбудителя колебаний на плунжере 7 могут быть использованы любые известные вибраторы, например механические эксцентриковые или кулачковые (типа привода лабораторного копра для уплотнения образцов смеси), пневматические, электромагнитные и другие. При этом в ряде случаев возможно горизонтальное или наклонное расположение плунжеров и вибраторов без изменения эффективности их действия.
В случае применения в предложенном устройстве многоплунжерной прессовой головки активного действия, когда в гидравлическую полость головки при прессовании подается под давлением жидкость, с целью предотвращения передачи вибрации через жидкость в подводящую гидросистему, на входе в головку устанавливают обратный клапан и байпасную линию с управляемым клапаном для слива жидкости из головки. Принцип уплотнения смеси при использовании такой головки не меняется.
Для включения вибратора после некоторого предварительного уплотнения смеси прессованием многоплунжерная прессовая головка снабжена датчиком давления, например электроконтактным манометром. В начальном периоде уплотнение смеси в форме производится обычным прессованием многоплунжерной головкой, а по достижении определенной плотности смеси в форме, определяемой заданной величиной давления жидкости в головке, замыкаются контакты электромагнитного манометра и включается вибратор, после чего процесс уплотнения происходит так же, как описано выше.
Для осуществления дополнительной подтрамбовки формовочной смеси в форме после предварительного прессования подъемом поршня 19 в цилиндре 18 производится отсос жидкости из полости цилиндров 2 многоплунжерной головки. При этом прессовые башмаки, опирающиеся на уплотненный слой смеси над моделью, остаются неподвижными, а корпус 1 многоплунжерной головки опускается относительно этих башмаков до упора, в то время как прессовые башмаки, расположенные над более низкими частями модели и над околомодельным пространством, втягиваются вверх перемещающихся вслед за отсасываемой жидкостью поршнями 3. При быстром закачивании жидкости из цилиндра 18 поршнем 19 обратно в многоплунжерную головку поднятые поршни 3 опускаются вниз вместе с прессовыми башмаками 5 с некоторой скоростью и ударяют прессовыми башмаками 5 по поверхности формовочной смеси над низкими частями модели и над околомодельным пространством, производя ее уплотнение.
Таким же образом происходит работа устройства и при его работе в режиме прессования при закрепленной многоплунжерной прессовой головке.
В связи с тем, что предложенное устройство исключает передачу вибрации всему модельно-опочному комплекту и корпусу многоплунжерной прессовой головки, а вибрация сообщается только плунжеру 7, массе жидкости и звеньям поршень-шток-башмак, участвующие в колебательном процессе массы значительно меньше, чем в известных устройствах, осуществляющих известные способы уплотнения форм. Поэтому мощность привода вибраторов, применяемых в предложенном устройстве, будет значительно меньше, чем в известных устройствах. По этой же причине возможно увеличение частоты вибрации при сохранении достаточной амплитуды колебаний при той же мощности вибратора.
Все это приводит к значительному повышению эффективности процесса уплотнения смеси в форме, и, в конечном счете, к снижению энергоемкости процесса изготовления форм.
Таким образом, предложенный способ уплотнения литейных форм и устройство для его осуществления обеспечивают снижение энергоемкости и повышение эффективности уплотнения литейных форм, а также улучшение качества форм за счет повышения плотности смеси в форме и равномерности ее распределения, и следовательно, улучшение качества изготовленных в этих формах отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1987 |
|
SU1452644A1 |
| Формовочная машина | 1987 |
|
SU1452645A1 |
| Формовочная машина | 1985 |
|
SU1297985A1 |
| Формовочная машина | 1986 |
|
SU1379076A2 |
| Устройство для уплотнения формовочной смеси в опоке многоплунжерной головкой | 1990 |
|
SU1722681A1 |
| Способ изготовления форм и стержней из холоднотвердеющих смесей | 1987 |
|
SU1503975A1 |
| Способ изготовления крупногаба-РиТНыХ лиТЕйНыХ фОРМ удАРОМ | 1979 |
|
SU816668A1 |
| СПОСОБ УПЛОТНЕНИЯ ЛИТЕЙНЫХ ФОРМ МНОГОПЛУНЖЕРНОЙ ПРЕССОВОЙ ГОЛОВКОЙ | 1994 |
|
RU2060855C1 |
| Способ изготовления литейных форм | 1977 |
|
SU1119768A1 |
| Прессовая головка формовочной машины | 1978 |
|
SU749545A1 |
Использование: в литейном производстве, а именно в способах изготовления литейных форм в устройствах для их изготовления. Сущность изобретения: в предложенном способе при уплотнении смеси многоплунжерной головкой уплотнению подвергаются вертикальные столбы смеси под каждым из прессовых башмаков головки. В первую очередь плотность повышается у наиболее низких столбов смеси, расположенных над моделью. В процессе прессования на формовочную смесь дополнительно воздействуют через каждый прессовый башмак многоплунжерной головки синхронными колебатеьными или периодическими ударными импульсами, направленными вдоль линии каждого из башмаков. Дополнительные воздействия могут быть осуществлены после предварительного уплотнения смеси. Предложенное устройство для осуществления способа содержит многоплунжерную прессовую головку активного или пассивного действия, прессовые башмаки которой соединены штоками с поршнями, размещенными в цилиндрах прессовой головки, объединенных в одну гидравлическую систему, рабочий стол и привод его перемещения. Кроме того, устройство содержит плунжер размещенный в гидравлической системе головки, возбудитель колебаний или периодических ударных импульсов, воздействующих на свободный конец плунжера вдоль его оси, и дополнительную камеру в гидравлической системе головки, объем которой соизмерим с полной емкостью гидравлической полости головки, и подвижный элемент, имеющий возможность изменять ее рабочий объем, а также быстроходный привод подвижного элемента. 2 з. п. ф-лы, 1 ил.
| Устройство для уплотнения формовочной смеси в опоке многоплунжерной головкой | 1990 |
|
SU1722681A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
