(54) СПОСОБ МЕТАЛЛИЗАЦИИ КОРУНДОВОЙ КЕРАМИКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ металлизации алюмонитридной керамики | 2021 |
|
RU2778363C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2665939C1 |
| Способ изготовления металлизированных керамических изделий | 1976 |
|
SU590306A1 |
| МЕТАЛЛИЗАЦИОННАЯ ПАСТА И СПОСОБ МЕТАЛЛИЗАЦИИ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2013 |
|
RU2528815C1 |
| Состав для металлизации керамики | 2022 |
|
RU2803271C1 |
| ПАСТА ДЛЯ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 1991 |
|
RU2016887C1 |
| Паста для металлизации керамики | 1981 |
|
SU1004321A1 |
| Низкотемпературный стеклокерамический материал и способ его изготовления | 2018 |
|
RU2712840C1 |
| Способ металлизации керамических плат | 1990 |
|
SU1813764A1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2007 |
|
RU2353600C2 |
Изобретение относится к металлизации керамики/ в частности к способу металлизации корундовой керамики и может быть использовано в радкоэлектронике, вакуумной и других областях техники при пайке керамики с металлами. Известен способ изготовления упроч ненных изделий форстеритовой керамики, заключающийся в том, что, с целью повышения механической прочности спая производится пропитка керамики двумя различными компонентами последователь но - солью стронция и растворами соле алюминия, хрома - при этом прочность спая увеличивается с 83,5 кг/м до 121,5 кг/м, что недостаточно {. Прш енение окисей стронция крайне нежелательно с точки зрения их вредного воздействия на организм человека. Наиболее близким к предлагаемому является способ металлизации корундовой керамики, включающий предваритель ный обжиг, спекание, активацию поверх ности пропиткой водным раствором соли никеля с последующим нанесением металлизационного покрытия 2. Однако полученное таким образом металлиэационное покрытие также имеет низкие термомеханические характеристики. Цель изобретения - повышение прочности спая. Поставленная цель достигается тем, что, согласно способу металлизации корундовой керамики, включающему предварительный обжиг, спекание, активацию поверхности пропиткой водным раствором соли никеля и,нанесение металлизационного покрытия, активацию проводят после предварительного обжига, после чего керамику дополнительно пропитывают водньви раствором МоО. Способ осуществляется следуквдим образом. Утильно обожженную керамическую заготовку пропитывают трехкратно сольп никеляi высушивают, после чего пропиубывают водным раствором МоО. Затем окончательно обжигают кергшику в неокислительной атмосфере при 1750+20 С. Металлизацию обработанной таким образом- поверхности керамики производят мелкодисперсным порошком молибдена с добавкой марганца и обжигают при 1350°С в смеси водорода с азотом. П р и ме р. Предварительно обжигают вЕкокочистую корундовую керамику (А1хО,, 99,5%) при . Пористость
такой керамики составляет 25-30%. После этого поверхность, подлежащую металлизации, погружают в нагретый до 9О С водный раствор соли никеля (Ni (N0,j) H/ip) концентрация 35 г/л. Ло истечении 1 мин изделие извлекают израствора и помещают в суищльную Камеру с температурой . Операциюпроводят трижды. После этого раствор соли никеля заменяют нагретьм до 80 С водным раствором МоО% концентрации . Ю 2 г/л и повторяют операции. После пропитки изделия окончательно обжигают в неокислительной среде при . , На подготовленную таким образом поверФорстеритовая
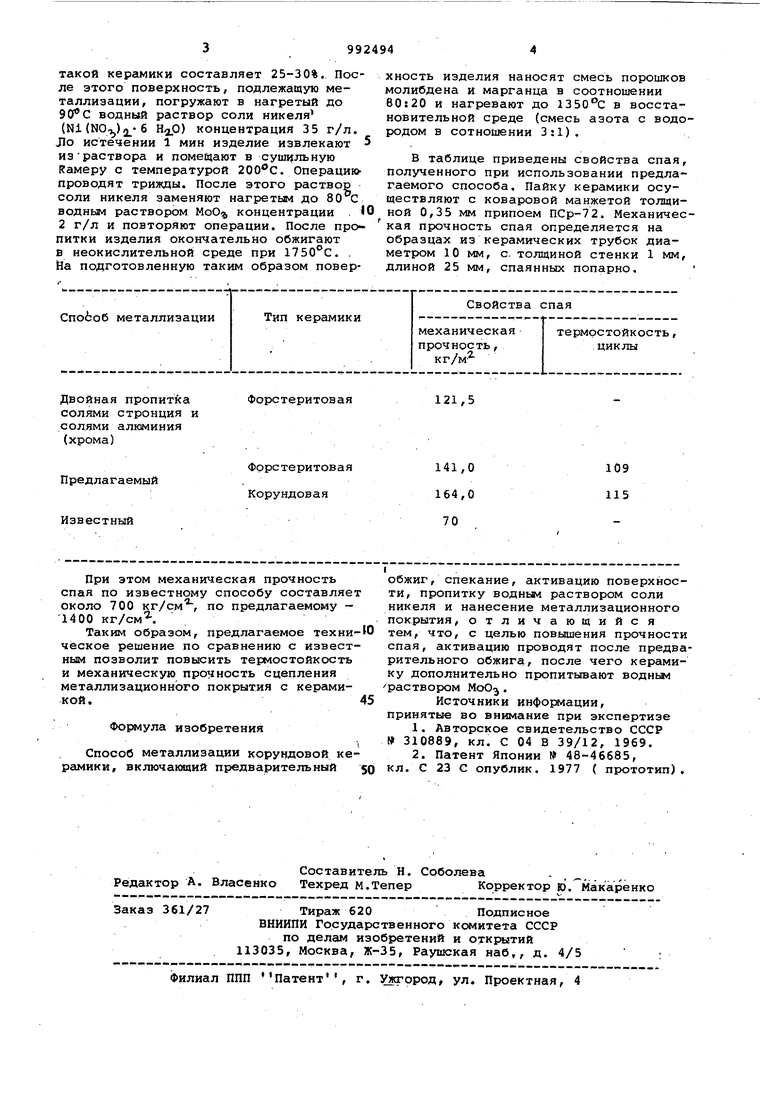
Фррстеритовая Корундовая
Известный
При этом механическая прочность спая по известному способу составляет около 700 кг/см, по предлагаемому 1400 кг/см.
Таким образом, предлагаемое техни-Ю ческое решение по сравнению с известным позволит повысить термостойкость и механическую прочность сцепления металлизационного покрытия с керамикой.45
Формула изобретения
Способ металлизации корундовой керамики, включающий предварительный 50
хность изделия наносят смесь порошков молибдена и марганца в соотношении 80:20 и нагревают до в восстановительной среде (смесь азота с водородом в сотношении 3:1).
В таблице приведены свойства спая, полученного при использовании предлагаемого способа. Пайку керамики осуществляют с коваровой манжетой толщиной 0,35 мм припоем ПСр-72. Механическая прочность спая определяется на образцах из керамических трубок диаметром 10 мм, с. толщиной стенки 1 мм, длиной 25 мм, спаянных попарно.
109 115
обжиг, спекание, активацию поверхности, пропитку водным раствором соли никеля и нанесение металлизационного покрытия, отличающийся тем, что, с целью повьапения прочности спая, активацию проводят после предварительного обжига, после чего керамику дополнительно пропитывают водным раствором МоО.
Источники информации, принятые во внимание при экспертизе
кл. С 23 С опублик. 1977 ( прототип).
