. (5) УСТРОЙСТВО для ГИБКИ ПАТРУБКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Штамп для соединения трубчатых заготовок обжимом | 1990 |
|
SU1784365A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях прог мышленности при изготовлении патрубков.
. Известно устройство для изготовления коленчатых патрубков, содержащее две разъемные полуматрицы, приводныё цилиндрический пуансон и оправку в.виде сферического наконечника, диаметр которого равен внутреннему диаметру заготовки, установленную на оси пуансона tl 3Недостатком известного устройства является искажение горизонтального колена патрубка по диаметру.
Целью предлагаемого изобретения является повышение качества деталей.
С этой целью устройство для гибки патрубков, содержащее составную из двух половин матрицу и размещенные в ее пйлости с возможностью перемещения приводные цилиндрический пуансон с участком, заходящим внутрь
патрубка, и оправку со сферической рабочей поверхностью, диаметр которой равен диаметру заготовки, снабжено ползуном и поворотным рычагом, установленным на ползуне с возможностью жесткой фиксации; при этом оправка жестко закреплена на поворотном рычаге с возможностью регулировочного перемещения, а участок пуан,р сона, заходящий внутрь патрубка, выполнен с радиусом, равным внутреннему радиусу патрубка, и вогнутым торцом, сопряженным со сферической поверхностью оправки.
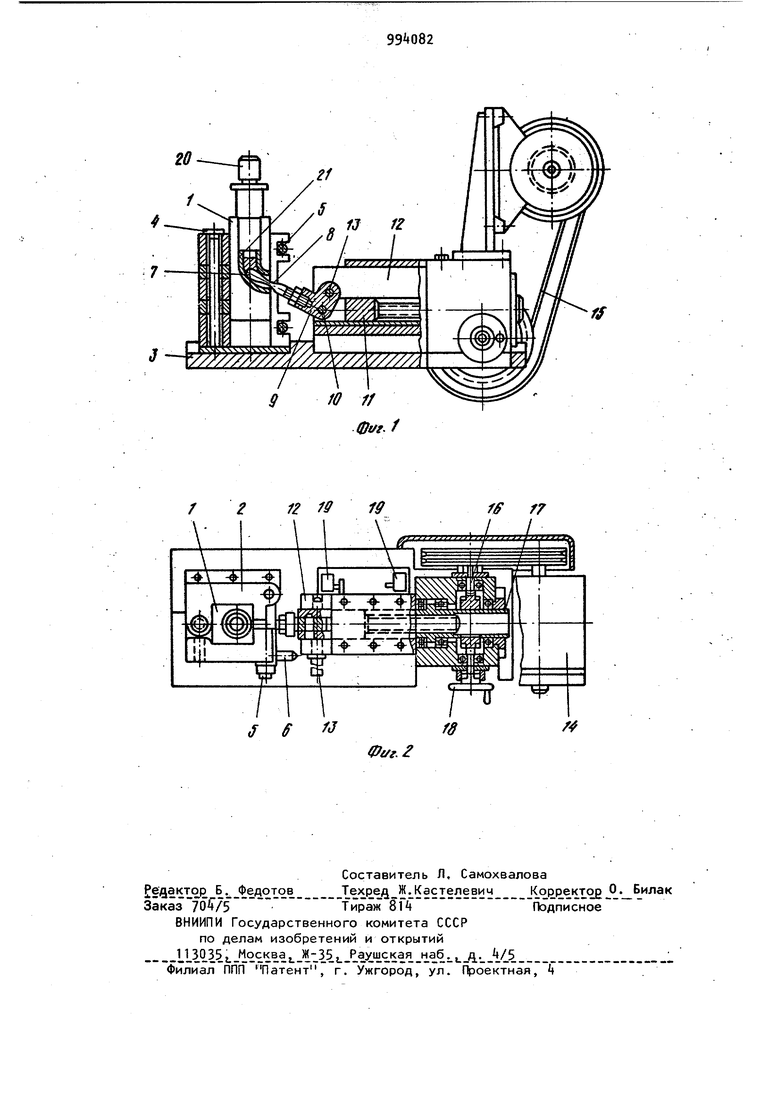
15 На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 то же, вид сверху.
Устройство содержит две полуматрицы 1, установленные в корпусе 2.
го Корпус-состоит из двух половин, одна из которых жестко соединена с основанием 3, а другая шарнирно присоединена к первой половине осью k. Обе половины в рабочем состоянии соединяют откидными болтами 5. В каждой половине корпуса установлены полуматрицы 1 .
Для удобства открывания подвижной половины корпуса предусмотрена рукоятка 6.
В полости полуматриц установлены сферический наконечник оправки 7, державка 8, которая соединена с рычагом 9, шарнирно связанным (ОСЬЮ 10. с ползушкой 11 механизма горизонтального перемещения оправки.
Для удобства установки наконечника державка выполнена регулируемой . по длине. Рычаг 9 фиксируется с корпусом 12 ползушки при помощи стержня 13. Ползушка 11 приводится в горизонтальное перемещение от электромотора 1А через клиноременную 15-, червячную 16 передачи и втулку 1/, установленную по оси червячного колеса и связанную резьбой с ползушкой. Червяк снабжен маховичком 18, предназначейным для точного совмещения отверстия рычага 9 с отверстием корпуса ползушки 11 при жесткой фиксации наконечника оправки в полости полуматриц. Переднее и заднее положения ползушки ограничено конечными выключателями 19. Торец пуансона 20 выполнен по кривой, сопрягающейся со сферическим наконечником 7 оправки и радиусом полуматриц. . Трубную заготовку 21 перед гибкой устанавливают в полость полуматриц.
Устройство работает следующим образом. В полость полуматрицы 1, находящейся в неподвижной половине корпуса 2, устанавливают пуансон 20 с упором его в торец полуматриц и сферический наконечник 7 оправки.
При недостаточном сопряжении кривой торца пуансона 20 со сферической поверхностью наконечника 7 оправки их настраивают до необходимого соприкосновения за счет длины державки 8. Отрегулированное положение наконечника оправки с державкой в полости полуматриц закрепляют соединением рычага 9 с корпусом 12 поязушки 11 стержнем 13. Это положение сферического наконечника 7 оправки в полуматрице фиксируется передним конеч ным выключателем 19. Пуансон 20 закрепляют в ползуне пресса. Затем плотно закрепляют откидными болтами 5 подвижную половину корпуса 2 с полумаТрицей и в полость полуматриц вставляют трубную заготовку 21, устаНавливая ее на сферический наконеч ник 7. После этого пуансон 20, проталкивая трубную заготовку 21, радиус гиба полуматриц,производит гибку.
После окончания гибки стержень 13 вынимают и включают электромотор 1, посредством которого через клиноременную 15 и червячную 16 передачи и втулку17, соединенную с ползушкой 11, протягивают сферический наконечник 7 внутри горизонтального колена патрубка, калибруя его и исправляя тем самым искажения как по образующей, так и по диаметру, по. лучённые при его свободной гибке.
Перемещение производят до отключения электромотора вторым конечным выключателем 19. Далее пуансон 20 поднимают, отвинчивают гайки откидных болтов 5 и рукояткой 6 отводят подвижную половину корпуса 2 с полуматрицей. Затем вынимают патрубок. При изменении типоразмеров патрубка в устройстве заменяют полуматрицы, сферический наконечник и пуансон.
Использование предлагаемого способа обеспечивает повышение качества изготовляемых деталей за счет калибровки горизонтального колена патрубка и устранение трудоемкой операции правки патрубка, что увеличивает производительность труда на 25-35%. Формула изобретения
Устройство для гибки патрубков, содержащее составную из двух половин матрицу и размещенные в ее полости с возможностью перемещения приводные цилиндрический пуансон с участком, заходящим внутрь патрубка, и оправку со сферической рабочей поверхностью, диаметр которой равен диаметру заготовки, отли чающее с я тем, что, с целью повышения качества деталей, устройство снабжено ползуном и поворотным рычагом, установленным на ползуне с возможностью жесткой фиксации , при этом оправка жестко закреплена на поворотном рычаге с возможностью регулировочного перемещения, а участок пуансона, заходящий внутрь патрубка, выполнен с радиусом, равным внутреннему радиусу патрубка, и вогнутым торцом, сопряженным со сферической поверхностью оправки.
Источники информации, принятые во внимание при экспертизе
