Изобретение относится к обработке Металлов давлением и может быть использовано, для гибки пруткового и Полосового материала.
Цель изобретения повьше1-ше про изводительности за счет возможности одновременной отгибки обоих концов
заготовки. I
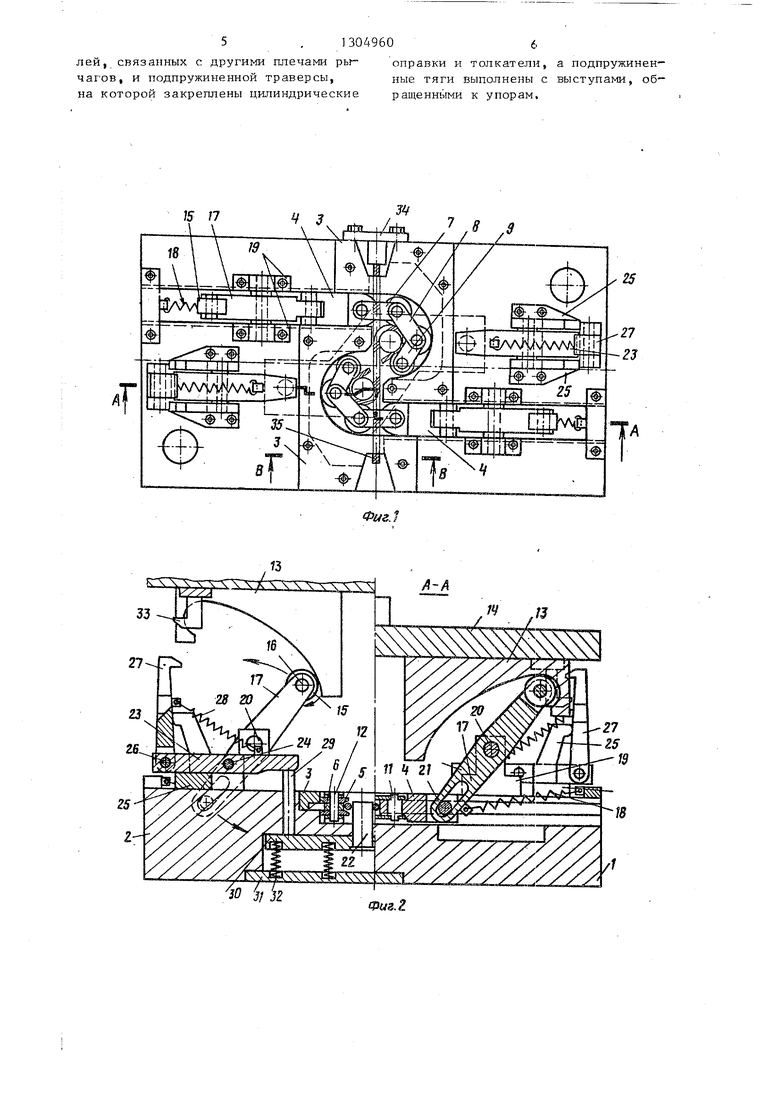
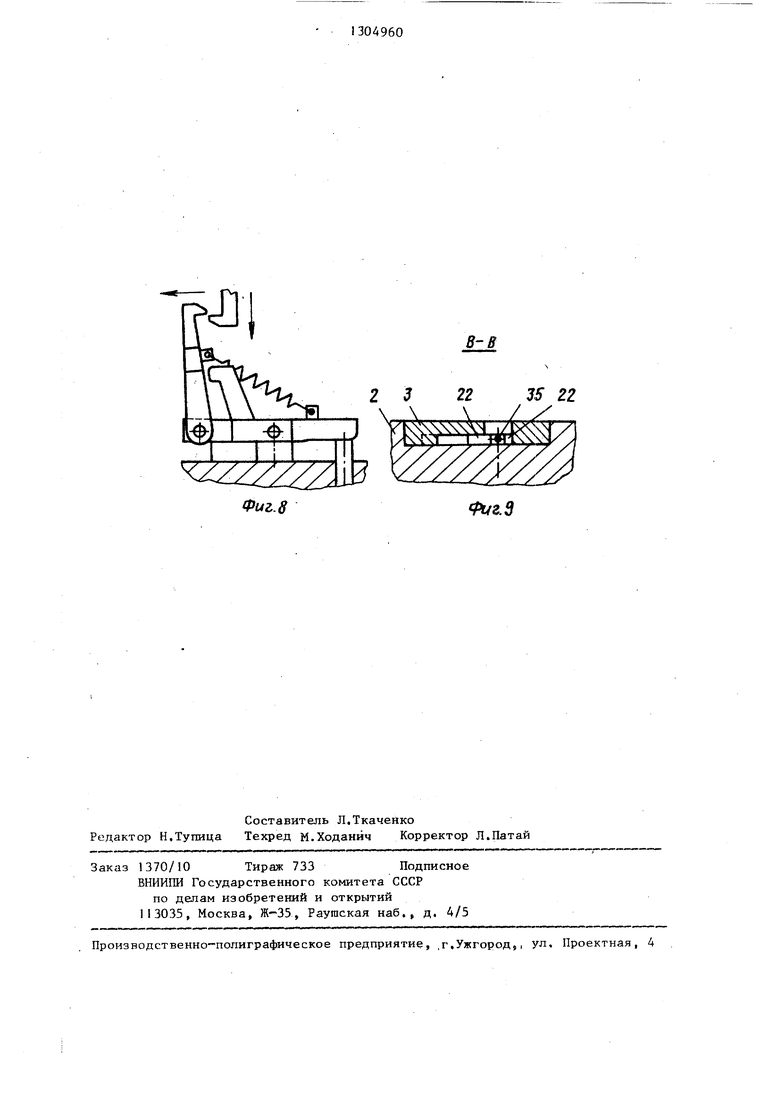
На фиг.1 показано основание штампа при нижнем положении ползуна пресса с контуром первоначального ПОЛО жения заготовки и готовой деталью; на фиг,2 - сечение А-А на фиг«1 (слева при верхнем положении ползуна, справа - при нижнем положении ползу™ на); на фиг.З положение гибочных роликов относительно поверхности изогнутой детали и положение направляющих роликов относительно направляющей поверхности, а также направление вращения направляющих и гибочных ро ликов в процессе гибки; на фиг.4 разрез Б-Б на фиг.З; ,на фиг.5 - гибочный пуансон, разрез по оси симметрии; на фиг,6 - положение рычагов и тяг при верхнем и нижнем положении ползуна; на фиг,7 - положение рычагов и тяги при ходе ползуна вверх; на фиг,8 - то же. при ходе ползуна вниз; на фиг.9 - сечение В-В на фиг.1
Штамп для гибки деталей, преимущественно, типа восьмерки состоит из размещенных на основании 1 в обоймах 2 с прямолинейными и криволинейными направляющими пазами и боковинами 3. гибочных блоков с пуансоном, каждьш из который состоит из поЛзушек 4, цепи из наборов направляющих роликов 5 и гибочных роликов 6, связанных между собой ползушкой 4 при помощи соединительных звеньев, состоящих из пластинок 7-9, втулок 10, осей 11 и 12, механизма привода пуансонов, состоящего из клиньев 13 с-криволинейными рабочими поверхностями, размещенных на подвижной плите 14, роликов 15, на осях 16 установленных на верхних концах коромысел 17, подпружиненных пружинами 18 растяжения к обоймам 2, шарнирно закрепленных в державках 19 при помощи осей 20 и соединенных с ползушками 4 при помо щи осей 21. Кроме того, штакц снабжен механизмом осевого перемещения цилиндрических оправок 22j состоящим из рычагов 23, шарнирно закрепленных с помощью осей 24 на державках 25 и соединенных осями 26 с тя-
5
0
5
гами 27 с выступами, подпружиненными к рычагам 23 при помощи пружин 28 растяжения, толкателей 29, установленных в отверстиях обойм 2 и закрепленных на траверсе 30 с оправками 22, подпружиненной к крышке 31 обоймы 2 пружинами 32 сжатия, и упоров 33, размещенных на подвижной плите 14. Кроме того, в обоймах 2 установлены регулируемые упоры 34. Выступы тяг 27 обращены в сторону упоров 33.
Верхняя и нижняя части штампа направляются при помощи колонок и втулок. На колонки надеты ограничители , закрытой высоты. Конструктивно центр криволинейных пазов обоймы 2 и боковин 3, выполненных по радиусу R, смещен от центра поверхностей эправок 22, выполненных по радиусу Tj на расстоянии t, что позволяет в конце хода ползуна пресса обжимать деталь по оправкам а в начале хода ползуна пресса, вверх освобождать гибочные 6 и направляющие 5 ролика от контакта с деталью и криволинейными пазами 2 и боковин 3 и свободно возвращать пуансоны пружинами 8 растяжения в исходное положение .
Ролики 5 и 6 в наборах пуансонов выполнены с увеличением наружных диаметров от конца цепи к ползущкам 4 так, чтобы в конце хода ползуна вниз
5 компенсировать расстояние между центрами, оправки 22 и криволинейными пазами Ти обжимать дета.ль по оправкам. Штамп для гибки работает следую- рдам образом,
0
В исходном положении штампа, ког- .
да ползун пресса находится вверху, пуансоны под действием пружин 18 растяжения занимают свое крайнее поло- 5 жение и полностью располагаются в пазах прямолинейных участков обоймы 2, заготовка 35 укладывается в паз между обоймой 2 и боковиной 3 и продвигается между оправками 22 до упора 34 так, что она находится симмет0
0
рично по отнощению к линии симметрии гибочных пуансонов.
. , В начале хода ползуна пресса вниз клинья 13 достигают своей криволинейной поверхностью роликов 15 коромысел 17, Коромысша 17, контактируюш 1е при помощи роликов 15 с криволинейной поверхностью клиньев 13, прово-
рачиваясь на осях 20, перемещаются от оси пресса, В то же время коромысла 17, своим нижним концом воздействуя на ось 21 ползушек 4 пуан-
сонов, перемещают пуансоны к заготов- исходное положение. Снятая с оправок
ке 35 и, достигнув ее своими гибочными роликами 6, начинают изгибать заготовку, занимая положение наборов роликов змейкой.
22 деталь укладывается в тару.
Применение предлагаемого штампа по сравнению с известным позволяет расширить технологические возможно-
В конце хода пресса все направляю-JO сти устройства за счет обеспечения
щие ролики 5 пуансонов находятся в жестком контакте с криволинейными пазами обоймы 2 и боковин 3, а все гибочные ролики 6 пуансонов обжимают изогнутую по оправкам 22 деталь.
При обратном ходе ползуна пресса вверх клинья 13, достигнув своими криволинейными поверхностями роликов 15, воздействуют на коромысла 17, которые выводят гибочные 6 и направ- ляюсдае 5 ролики пуансонов из жесткого контакта с криволинейными направляющими пазами обоймы 2, боковин 3 и детали .
гибки деталей типа восьмерки за один рабочий ход.
Формула изобретения
Г5
1. Штамп для гибки деталей, преимущественно,типа восьмерки, из штучных профилированных заготовок, содержащий подвижную плиту, основание, раз- 2& мещенный на основании в обойме с направляющим пазом гибочный блок, включающ;ий пуансон в виде ползушки, шарнирно соединенной с цепью гибочных роликов, и цилиндрическую оправ- При дальнейшем ходе ползуна вверх 25 ку, отличающийся тем, клинья 13 выходят из контакта с роли- . что, с целью повьщ1ения производи- ками 15 коромысел 17 и пуансоны лег- тепьности за счет обеспечения возмож- ко возвраш;аются в исходное положение ности одновременной отгибки обоих лри помош пружин 18 растяжения. концов заготовки, он снабжен механиз- Параллельно при ходе ползуна прес-30 маки привода пуансонов, дополнитель- са вниз упоры 33 достигают тяг 27, ным гибочным блоком, расположенным
Тяги 27 под воздействием упоров 33, проворачиваются на осях 26, совершаю движение от оси штампа и, проскочив высоту контактной части упоров 23, под воздействием пружин 28 растяжения возвращаются в исходное положение,
. При ходе ползуна пресса вверх упоры 33, достигнув выступов тяг 27 и вступив с ними в жесткий контакт, привлекают туги 27 двигаться вверх. При этом тяги 27, соединенные с рычагами 23 при помощи осей 26, призле
кают рычаги 23 проворачиваться на осях 24 державок 25, Рычаги 23, проворачиваясь на осях 24, воздействуют на толкатели 29, которые воздейству
на основании симметрично оси шта перпендикулярно направлению под и навстречу первому блоку, а так 35 механизмом осевого перемещения ц линдрических оправок, механизм вода пуансонов выполнены в виде мещенных на подвижной плите клин с криволинейными рабочими поверх ностями, подпружиненных относите основания коромысел, шарнирно за крепленных в державках, располож ных на обоймах гибочных блоков, этом на одних концах коромысел с тированы ролики с возможностью в имодействия с рабочими поверхнос ми клиньев, другие концы коромыс шарнирно соединены с ползушками ветствующих пуансонов, а ползушк
ют на траверсу 30, последняя сжимает
пружины 32 сжатия, совершая движение 50 размещены в плоскости основания,
вниз. Вместе с траверсой 30 движутся
вниз оправки 22.
2, Штамп поп,1, отлича щийся тем, что механизм ос го перемещения цилиндрических оп
2, Штамп поп,1, отличающийся тем, что механизм осево го перемещения цилиндрических опра-
При дальнейшем ходе ползуна пресса вверх тяги 27, опираясь и сколь- вок выполнен в виде установленных зя по выступам державок 25, постелен-на основании рычагов, шарнирно сое- но выходят из зацепления с упорамидиненных с одними плечами рычагов 33 и, обеспечив съем изогнутой дета-подпружиненных тяг, упоров, установ- ли с оправок 22, тяги 27 выходят изленных на подвижной плите, толкате3049604
зацепления с упорами 33 и возвращаются в исходное положение. Траверса 30 под воздействием пружин 32 вместе с оправками 22 возвращаются в
22 деталь укладывается в тару.
Применение предлагаемого штампа по сравнению с известным позволяет расширить технологические возможно-
гибки деталей типа восьмерки за один рабочий ход.
Формула изобретения
Г5
на основании симметрично оси штампа, перпендикулярно направлению подачи и навстречу первому блоку, а также механизмом осевого перемещения цилиндрических оправок, механизм привода пуансонов выполнены в виде размещенных на подвижной плите клиньев с криволинейными рабочими поверхностями, подпружиненных относительно основания коромысел, шарнирно закрепленных в державках, расположенных на обоймах гибочных блоков, при этом на одних концах коромысел смонтированы ролики с возможностью взаимодействия с рабочими поверхностями клиньев, другие концы коромысел шарнирно соединены с ползушками соответствующих пуансонов, а ползушки
2, Штамп поп,1, отличающийся тем, что механизм осево го перемещения цилиндрических опра-
вок выполнен в виде установленных на основании рычагов, шарнирно сое- диненных с одними плечами рычагов подпружиненных тяг, упоров, установ- енных на подвижной плите, толкате5 . 13049606
лей, связанных с другими плечами ры- оправки и толкатели, а подпружинен- чагов, и подпружиненной траверсы, ныв тяги выполнены с выступами, об- на которой закреплены цилиндрические ращенными к упорам.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки изделий замкнутой формы | 1986 |
|
SU1398953A1 |
| Штамп для гибки петель | 1984 |
|
SU1215796A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| Штамп для изготовления свертных втулок | 1984 |
|
SU1248701A1 |
| Штамп для рубки профильного и листового проката | 1990 |
|
SU1804966A1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |

Изобретение относится к обработке металлов давлением и обеспечивает повышение производительности за счет возможности одновременной отгибки кондов заготовки. Штамп содержит два гибочных блока (Б) с пуансонами в виде ползушек, шарнирно соединенных с цепью гибоч.ных роликов, и цилиндрических оправок, размещенных в плоскости основания. Б установлены перпендикулярно продольной оси заготовки симметрично оси штампа. Одновременное срабатывание F осуществляется кли- новыми механизмами привода пуансонов, а съем изделия - механизмами осевого перемещения оправок. Оба механизма приводятся упорными элементами, закрепленными на подвижной плите, при рабочем ходе пресса. 1 з.п. ф-лы, . 9 ил. (Л со О 4 СО О)
П
Л.
ч 3
W
W
irn
Фа2.1
6 Б
Фиг.
Фиг.
23
Фиг. 6
Фиг. 7
В-В
22
35 22 У
.з
«А/г. 5
| Штамп для гибки петель | 1984 |
|
SU1215796A1 |
