Поставленная цель достигается тем, что копирующее устройство выполнено в виде цилиндра с подпружиненным штоком, имеющим полость, в которой размещен с возможностью возвратно-поступательного перемещения вдоль оси штока и подпружинен от него щуп.
Копирующее устройство также снабжено смонтированным на держателе горелки упором и подпружиненным стаканом, установленным в цилиндре, выполненном с перпендикулярной его оси прорезью, в которой размещен упомянутый упор.
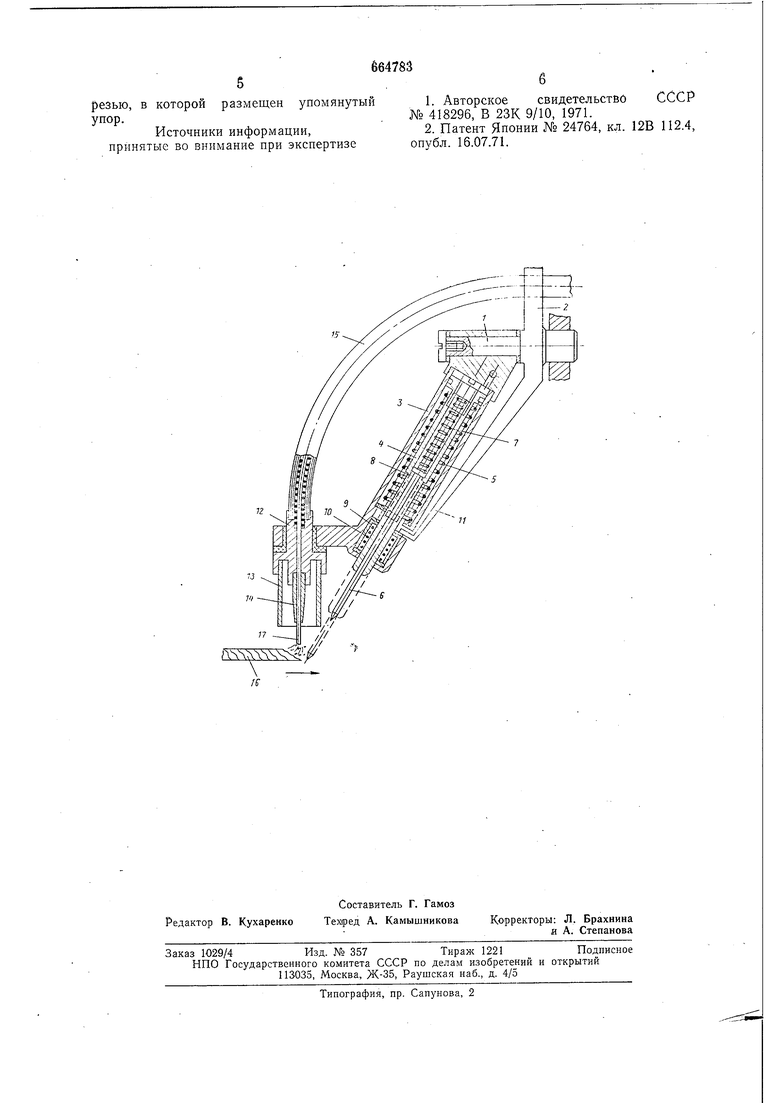
На чертеже изображена предлагаемая сварочная горелка с копирующим устройством.
На оси 1 держателя 2 горелки шарнирно закреплен цилиндр 3, внутри которого расположен шток 4 с пружиной 5. Внутри штока 4 расположен щуп 6 с пружиной 7. Шток имеет заплечико 8. В цилиндре расположен фиксатор 9 с пружиной 10. На держателе горелки установлен упор И.
Горелка состоит из мундштука 12, сопла 13, контактного наконечника 14 и шланга 15. Под действием сжатого воздуха или другого привода - гидравлики или электромагнита (на чертеже представлен пневматический привод) шток 4, сжимая пружину 5, перемещается вниз и своим заплечиком 8 через стакан фиксатора 9, сжимая пружину 10, выводит стакан фиксатора 9 из зацепления с упором И. При этом щуп 6, входя в контакт и скользя по одной из свариваемых кромок изделия 16, усилием пружины 7 проворачивает относительно оси 1 цилиндр 3 до такого положения, пока острый конец щупа 6 не попадает в вершину свариваемого изделия. На такую же величину смещается и мундштук 12 с газовым соплом 13 и контактным наконечником 14, через центр которого подается электродная проволока 17, проходящая через гибкий участок шланга 15.
Таким образом, ось электродной проволоки, установленная в одной плоскости со щупом, направляется точно в вершину свариваемого соединения. При выходе сжатого воздуха из цилиндра 3 в атмосферу шток 4 усилием пружины 5, перемещаясь вверх, сначала разгружает пружину 10 стакана 9, который, входя в зацепление с упором 11, фиксирует положение поворотной части горелки относительно свариваемого соединения. При дальнейшем перемещении вверхщтока 4 подпружиненный щуп 6 выходит из зацепления с изделием и становится в верхнее исходное положение.
Описанное выше копирующее устройство включается периодически - первый раз для поиска сварного соединения перед началом сварки, с последующими включениями в процесс сварки для корректировки направления по оси свариваемого соединения. Частота включения его в процессе сварки выбирается в зависимости от величийь нарастания отклонения электрода от линии сварного соединения. Время срабатывания такого корректирующего устройства при питании его от -сети сжатого воздуха не превышает одной секунды.
Периодичность включения корректирующего устройства может быть согласована с расположением сборочных прихваток за счет программного управления работой пневмоклапана.
Сварочная горелка с копирующим устройством позволяет автоматизировать направление сварочной горелки в процессе сварки по требуемой траектории. Использование периодически выдвижного штока дает возможность управлять коррекцией сварочной горелки и обходить места, в которых непрерывная коррекция невозможна, например при наличии прихваток. Периодическое кратковременное нахождение выдвижного штока вблизи сварочной дуги позволило сократить расстояние между сварочной дугой и элементом корректировки, что увеличило точность направления электрода по требуемой траектории.
Экономический эффект достигается за счет освобождения сварщика во время сварки изделия. Роль сварщика сводится к контролю установки сварочной горелки в начале сварки. Затем процесс происходит автоматически. В этом случае операторсварщик может одновременно обслуживать несколько установок в зависимости от длины свариваемого шва.
Сварочная горелка с копирующим устройством испытана при сварке ряда изделий и на основании испытаний рекомендована к широкому производству.
Формула изобретения
1.Сварочная горелка, содержащая держатель, мундштук и копирующее устройство с щупом, смонтированное на оси, параллельной направлению сварки, отличающаяся тем, что, с целью повышения точности копирования и обеспечения возможности перехода через препятствия в процессе сварки, копирующее устройство выполнено в виде цилиндра с подпружиненным щтоком, имеющим полость, в которой размещен щуп с возможностью возвратно-поступательного перемещения вдоль оси щтока и подпружинен от него.
2.Горелка по п. 1, отличающаяся тем, что, с целью фиксации положения горелки при подъеме щупа, копирующее устройство снабжено смонтированным на держателе горелки упором и подпружиненным стаканом, установленным в цилиндре, выполненном с перпендикулярной его оси прорезью, в которой размещен упомянутый упор.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 418296, В 23К 9/10, 1971.
2.Патент Японии № 24764, кл. 12В 112.4, опубл. 16.07.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная горелка | 1977 |
|
SU700302A2 |
| Сварочное устройство | 1981 |
|
SU988505A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Устройство для автоматической сварки | 1980 |
|
SU893486A1 |
| Устройство копирования линии стыка при сварке | 1985 |
|
SU1512731A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для направления электрода по стыку | 1977 |
|
SU745617A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для направления электрода по стыку | 1981 |
|
SU1030119A1 |
ff
J / ./f
