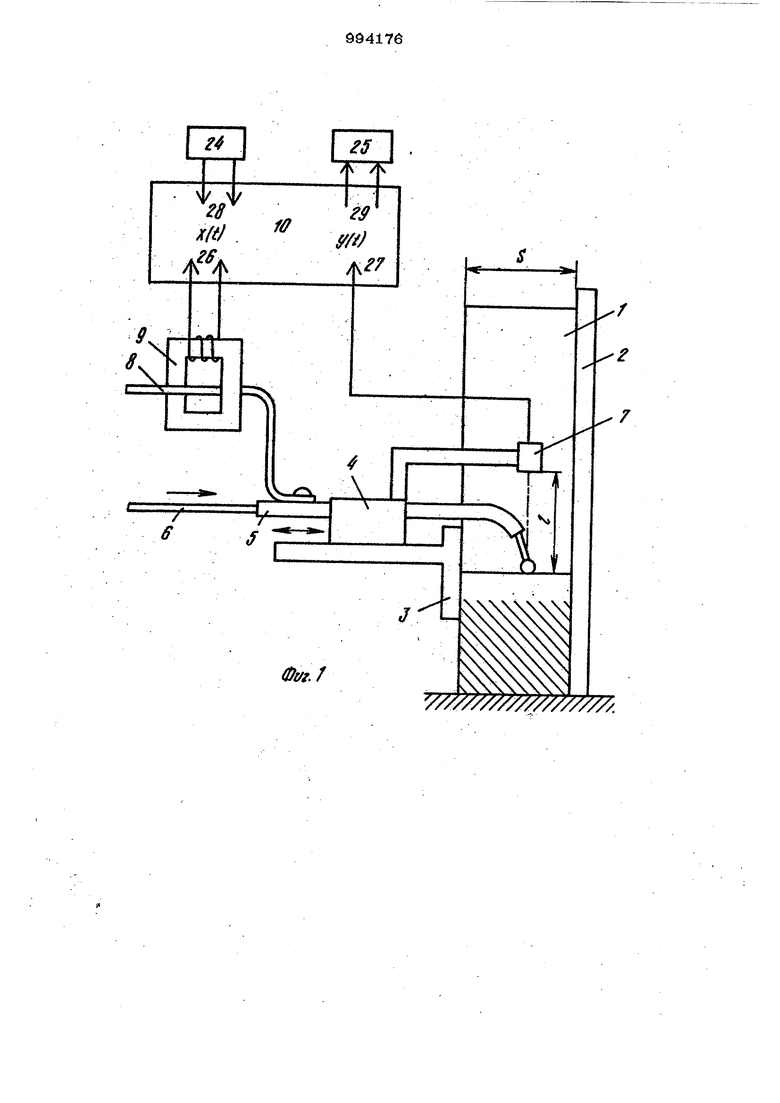
(54} СПОСОБ ИЗМЕРЕНИЯ РАССТОЯНИЯ ДО ПОВЕРХНОСТИ ИЗДЕЛИЯ ПРИ ДУГОВОЙ ЭЛЕКТРОСВАРКЕ Изобретение относится к области сварочного производства, в частности к способу измерения расстояния до поверхности изделия при дуговой электросварке, и может найти применение, в частности, при измерении длины дугового промежут ка при сварке плавящимся электродом. Известен способ измерения расстояния до поверхности изделия при дуговой элёк росварке, включающий подачу от генератора звукового сигнала на поверхность изделия звуковой волны, регистрацию в контрольной точке звуковой волны, отраженной от поверхности изделия, и оценку измеряемого расстояния по пути, пройденному звуковой волной в интервал вре мени между ее излучением и регистрацией в контрольной точке 11 3 Недостатком известного способа является низкая точность измерения, обусловленная необходимостью прохождения звуковой волны двойного пути, от ген&ратора до поверхности изделия и от поверхности изделия до контрольной точки. при этом скорость перемещения звуковой волны из-за колебаний сварочной ванны носит неравномерный характер. . Целью изобретения является повышение точности измерения расстояния до поверхности изделия при дуговой электросварке. Это достигается тем, что при реализации способа измерения расстояния до поверхности изделия при дуговой электрооварке, включающего подачу от генерат ра звукового сигнала на поверхность иэделия звуковой волны, регистрацик) в конт- рольной точке звуковой волны, отраженной от поверхности изделия, и оценку измеряемого расстояния по пути, пройденному звуковой волной в. интервале времени между ее излучением и регистрацией в конт рольной точке, в качестве генератора звукового сигнала используют сварочную дугу, в процессе измерения регистрируют случайные изменения величины сварочного тока, а момент начала излучения звуковой волны на поверхность изделия оценивают по всплеску переменной состйв99ляоощей сварочного тока, определяя при этом взавмокоррепяпвонную фуикяию ток и звуковой волны с фиксврованвем сдвиг экстремума коррелящонной функции от е начального значения. На фиг. 1 показан сварочный аппарат с элементами устройства, реализующего способ; на фиг. 2 - блок-схема узла регнстрадаи звуковой волны (.корреляте ра), предназначенного для реализации способа измерения расстояния до поверх ности изделия при дуговой электросварке На листы 1 металла наложены наклад ка 2 и ползун 3. На ползуне 3 закреплена каретка 4 сварочного аппарата с направляющей трубой 5 для подачи элект родной проволоки 6. На каретке 4 зак- реплен микрофон 7 и конец сварочного кабеля 8, проходящего через сердечник трансформатора 9 тока. К выходам микрофона 7 и трансформатора 9 тока подключен узел 10 регистрации звуковой волны (ксфрелятор), вьшолненный из электрически соединенных усилителя 11, фильтров 12 и 13 верхних частей, фе мирователей 14 и 15 импульсов, регист ра 16 сдвига, схем 17 и 18 совпадения сглаживающих фильтров 19 и 20, вычитающего устройства 21, генератора 22 тактовых импульсов). К выходу генератора 22 подключен частотомер 23. Кроме тогл, в устройство могут входить экстремальный регулятор 24 и измерительный прибор 25. На фиг. 1 изображены также входы 26, 27и 28и выход 29 коррелятора. В процессе электродуговой сварки случайные изменения тока сварочной дуги через трансформатор -9 тока подают на вход 26 коррелятора 1О и задерживают в нем на время Т . На другой вход 27 коррелятора подают сигнал от микрофона 7, закрепленного на расстоянии Е от уровня жидкого металла в мео те существования сварочной дуги. Шумо вой сигнал от сварочной дуги на выходе микрофона будет задержан относительно сигнала, поступающего от трансформатора тока, на врек запаздывания tj г- -i-, где С - скорость звука в воздухе. Выходной сигнал коррелятора предста ляет собой взаимную корреляционную, функцию входных сигналов Т Г x(t-r)(i-t)6it, где х()- сигнал, поступивщий от трансформатора тока; Vl-k-f)- сигнал, поступивщий от микрофона. Уровень вьисодного сигнала зависит от разности транспортного запаздывания TT- , и введенной в первый канал задержки и будет иметь максимум при ,. . Экстремальным регулятором 24, подключенным к третьему входу 28 коррелятора, влияют на параметры линии задержки, изменяя время запаздывания Т до получения на выходе коррелятора максимума сигнала. Измерительный прибор 25 показывает расстояние от микрофона до сварочной дуги согласно выражению i ег . Предлагаемое устройство дает возможность измерить расстояние до уровня жидкого металла при электродуговой сварке и позволяет автоматизировать сварочные работы, нгшример, при сварке вертикальных щвов в судостроении. Пример. Два лисТа 1 металла толщиной S закрепляются неподвижно в стойках сварочного аппарата. С одной стороны зазор между листами закрывает охлаждаемая накладка 2, с другой - ползун 3, который может перемещаться вверх по стойкам аппарата. На ползуне крепится подвижна:я каретка 4 с направляющей трубкой 5, по которой в зазор непрерывно подается электродная проволока 6. Для равномерного проваривания шва каретка может перемещаться -вперед-назад по направляющим ползуна на расстояние 4 X 5 . На каретке на рассто5шии Р от места горения дуги с помощью кронщтей- на жестко закреплен микрофон 7. Кабель 8, по которому протекает Сварочный ток, проходит через сердечник трансформатора 9 тока. Так как источником звука при сварке является сварочная дуга, то между сигналом V (t), снимаемым .с микрофона, и сигналом переменной составляю, шей сварочного тока X (t) t снимаемого с трансформатора тока, существует корреляционная связь. . На этом явлении основан принцип действия данного устройства. Для выя&ления корреляционной связи между сигналами X (t) и V (i) они подаются на вход коррелятора. Сигнал X (i) с трансформатора тока И усиленный усилителем 11 сигнал v(-t| с микрофона через фильтры 12 и 13 верхних частот подаются на вход формирователей 14 и 15 импульсов, на выходе которых формируются клипПированные сигна- yibiS n x(t)(t)J. аги сигналы подаются на двухканагаьный коррелятор, собранный по дифференциальной схеме. Сипнал ((t)J поступает на вход регистра 16 сдвига с переменной частотой тактовых, ш огсульсов. В регистре этот сигнал квантуется по времени с частотой такто 1х импульсов q f/Tj и задерживается на время ,Tf, , где cj, - число ячеек регистра сдвига; Т, - период следования продвигающих иьшульсов. Задержанный сигнал ) с выхода регистра (ячейка tj,-2) вместе с сигналом 5c|,n|y(t)J подается на схему 17 совпадения. Дополнительная постояпкная заяер} ка дТ , необходимая для работы дифф&ренниальной схемы, осуществляется последними ячейками регистра (, }, -1). Вы ходной сигнал с последней ячейки регйст, ра сдвига Х2(.:| вместе с сигналом {Ь)}подается на схему совпадения второго канала коррелятора 10. Выходные сигналы схем 1,7-и 18 совпадения после сглаживания в 4мльтрах 19 и 2О пода1бтся на вычитающее ус:фойство 21. Раз- ностный сигнал V V-}-V2 воздействует на г ератор 22 тактовых импульсов, управ ляя его частотой. Частота генератора .тактовых импульсов сшределяет величину регулируемой задержки Т , введенной в канал первого сигнала x(t). Так как частота генератора тактовых импульсов обратно пропорционЁЦС ш измеряемому рас стоянию от микрофона до места гор&ния дуги (до уровня жидкого металла), то по частотомеру 23, подключенному к выходу генератора тактовых импульсов, можно судить о величине этого paccTosbния, т.е. измерять уровень жидкого металла при электродуговой сварке. Таким образом, использование преа ложенного способа, по сравнению с базовым объектом-афототипрм, позволяет повысить. точность расстояния до поверхности иг( при электродуговой сварке, а следовательно качество сварки. ч... . Формула изобретенйя Способ измерения расстоаии а до aoBepXf ности изделия при дуговой электросварке, включающий подачу от генератора звукового сигнала яа поверхность звуковой волны, регистрацию в контрольной точке звуковой вопны, отраженной от поверхности изделия, и оценку измеряемого расстояния по пути, пройденному звуковой волной в интервал :щ емени между ее излучением и регистрацией ее в кошурольной точке, отличающийся тем, что, с целью повышения точности измерения, в кач.естве генератора звукового сигнала используют св очную дугу, в процессе измерения регистрируют случайные измене1шя величины сварочного тока, а мсшент начала излучения звуковой волны на поверхность иащелия оцен вают по всплеску перем шоб составляющей сварочногю тока, ощшделяя при этом взаимокорреляционную функцию тока в звуковой волны с фиксированием сдвига экстремума корреляционной от ее начального значения. Источмики информации, принятые во внимание при экспертизе 1. Козубовский С. Ф. КорреляциоШш е экстремальные системы. Справочник. Киев. Наукова думка, 1973, с. 1О8-125 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования сварочной дуги в процессе автоматизированной сварки или наплавки с использованием сварочного манипулятора | 2021 |
|
RU2760143C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОСВАРКИ | 2008 |
|
RU2367545C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СВАРОЧНЫЙ АППАРАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2223849C2 |
| СИСТЕМА И СПОСОБ УВЕЛИЧЕНИЯ ПОДАЧИ ТЕПЛА К МЕСТУ СВАРКИ В ТЕЧЕНИЕ ПРОЦЕССА ВИБРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2481930C2 |
| БЕСТРАНСФОРМАТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОСВАРКИ | 2008 |
|
RU2371287C1 |
| Устройство для управления процессом дуговой точечной сварки | 1983 |
|
SU1222454A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| АППАРАТ ДЛЯ ДУГОВОЙ СВАРКИ С КОРОТКИМ ЗАМЫКАНИЕМ, КОНТРОЛЛЕР ЭТОГО АППАРАТА И СПОСОБ УПРАВЛЕНИЯ АППАРАТОМ | 2001 |
|
RU2217274C2 |
| Тренажер для обучения электросварке | 1982 |
|
SU1024965A1 |