Изобретение относится к сварке, в частности к способам электродуговой сварки планящимся электродом с короткими зам1лканиями дугового промежутка и усФройствам для их осуществления и может быть использовано при изготовлении изделий, к сварным ;соединениям которых предъявляются высокие требования, например в судо- |л строении, авиации, энергетическом маши°ностроеции и других отраслях народного хозяйства.
Целью изобретения является повышение качества сварки путем уменьше (5 ния разбрызгивания жидкого металла за счет исключения взрыва его перемычки и повьппения стабильности процесса сварки
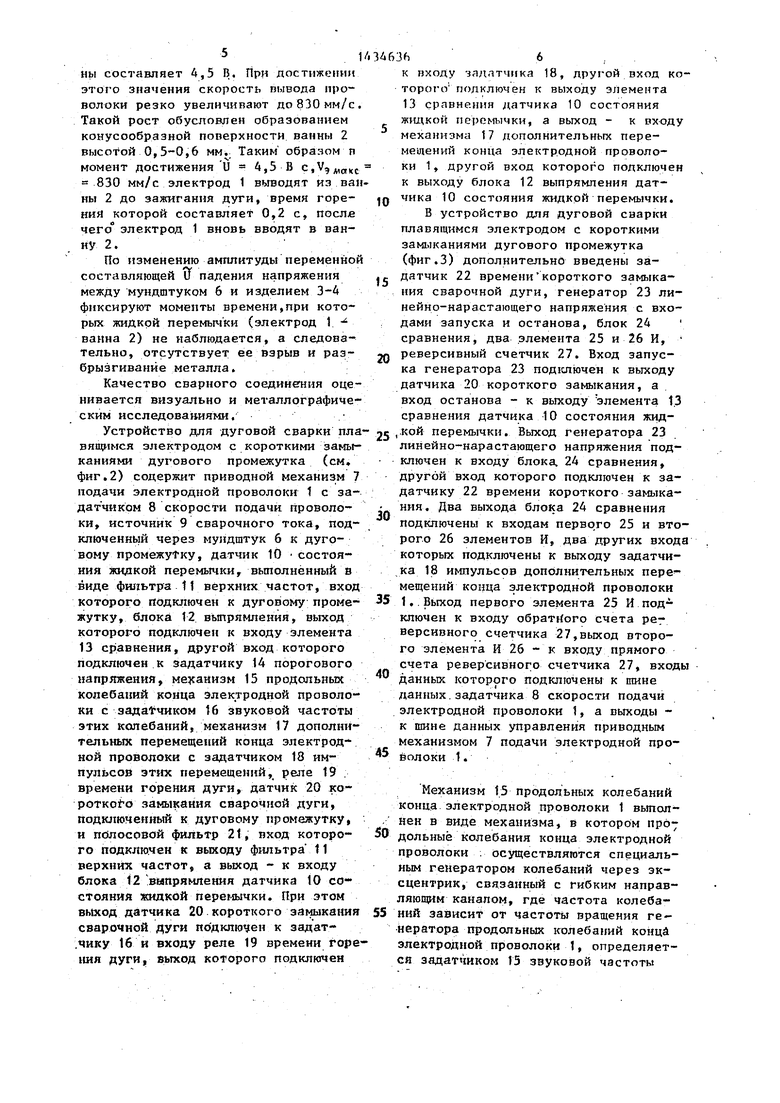
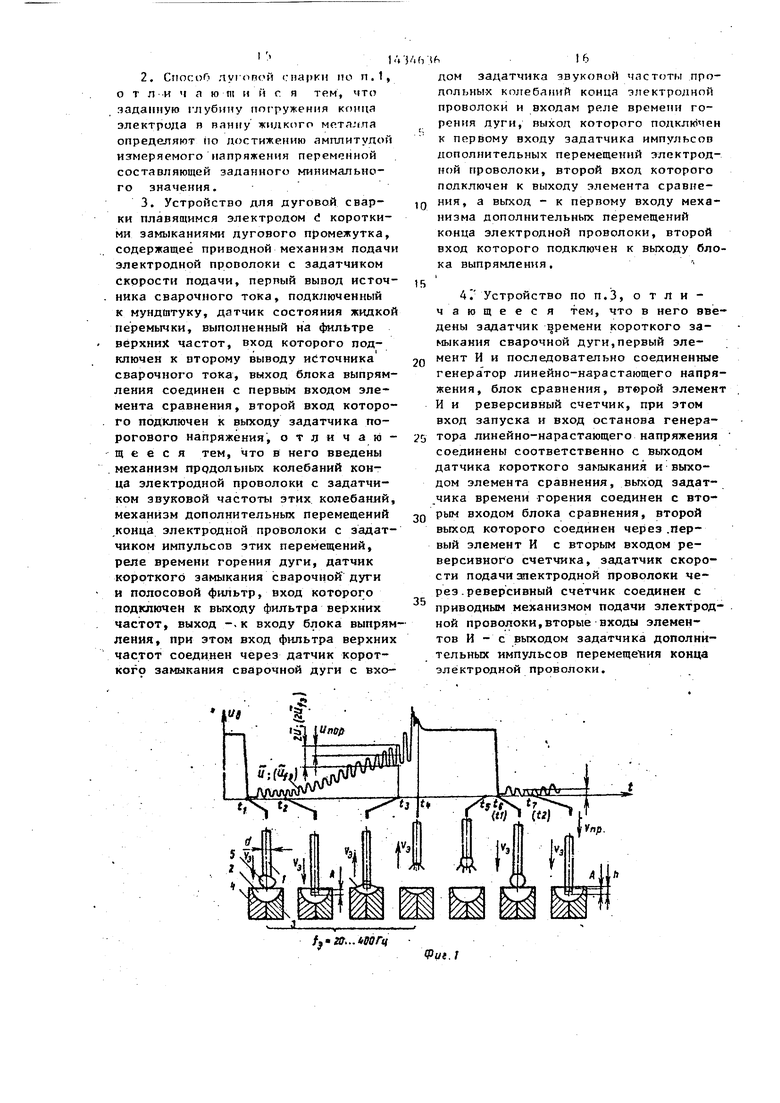
На фиг.1 представлена осциллограм- Q ма изменения падения напряжения между электродом и ванной жидкого металла на различных стадиях процесса j на фиг.2 - структурная схема уст-.
ляюшей П свидетельствует об изменении сопротивления участка электрод 1 - жидкая ванна«2, а в момент дости
жения значений U максимальных значений и пор предупреждает d необходимости вывода электрода 1 из ванны 2, По сравнению с регистрацией абсолютных значений падения напряжения между электродом 1 и ванной 2 фик- сирование и позволяет надежнее и достовернее устанавливать момент, предшествующий выводу электрода 1 из ванны 2. В свою очередь, это позволяет избежать Образования жидкой перемычки с последующим ее взрывом. При этом первоначально в период t, - - tj, короткого замыкания конца, электрода 1 со скоростью V,, соответствующей максимальному значению амплитуды переменной составляющей падения напряжений И, перемещают до погружения в жидкую ванну .2 на глубину h (0,)д,где d - диаметр пларойства для дуговой сварки плавящим- 25 (электродной про(см, положение электро30
35
40
ся электродом с короткими замьгкания- ми дугового промежутка; на фиг.3 - то же, с регулятором времени короткого замыкания.
Способ осуществляют следующим образом. При дуговой сварке плавящимся электродом J с короткими замыканиями в момент t, короткого замыкания (см. фиг.)) конца плавящегося элек- Т|р1ода 1 с банной 2 жидкого металла деталей 3 и А осуществляют дополнительные перемещения V в направлении Перпендикулярном поверхности сварочной ванны 2 и одновременно в том же напС авлении на конец электрода 1 На1шадцьшак т колебания с частотой, лежащей в диапазоне-низких звуковых частот, и амплит;удой А, соизмеримой с MnaweTpori d электрода Тi При этом в течении всего периода короткого замыкания измеряют амплитуду йозникающей той тке частоты переменной составлявдей падения напряжения у между, электродом 1 и ванной 2 металла.
Необходимость колебаний электрода 1 с частотой D диапазоне низких звуковых частот 20-400 Гц связана с возможностью вьщеления достаточно точного н стабильного сигнала и той же частоты, используемого для определения 55 состояния жидкой перемычки и управления продессом сварки. Наличие непрерывного сигнала переменной составволоки), в мм да 1 в момент
Сл фиг.1).
45
50
Если глубина h погружения конца электрода 1 в сварочную ванну 2 будет менее чем 0,3d (например, 0,25d)-, то масса жидкого металла меящу концом, плавящегося электрода t и поверхностью сварочной ванны 2 такова, что силы ийергдии меньще сил поверхностного натяжения капли 5, и потому происходит взрыв и разбрызгивание ме- талла.
Если же глубина погружения конца электрода 1 в сварочную ванну 2 будет больше, чем 1,0d (1,1d), то взры- за кайли 5 не произойдет, так как силы инерции массы слоя жидкого металла между концом электрода 1 и поверхностью сварочной ванны 2 значительно больше сил поверхностного Натяжения капли, нр при этом возмож- 1ГЫ утыкания конца электрода 1 в дно сварочной ваины 2, что приведет к нарущению процесса и ухудшит качество сварки.
Экспериментально установлено,что при глубине (О,3-1,0)d не наблюдается нарущения стабильности процесса сварки. После окончания погружения электроде; 1 в ванну 2, момент t которого определяют по достижению ам- плИтудоЙ измеряемого напряжения U переменной составляющей за;1анного минимального значения U д ,д,„ (см.
|л(5
Q .
346362
ляюшей П свидетельствует об изменении сопротивления участка электрод 1 - жидкая ванна«2, а в момент дости
жения значений U максимальных значений и пор предупреждает d необходимости вывода электрода 1 из ванны 2, По сравнению с регистрацией абсолютных значений падения напряжения между электродом 1 и ванной 2 фик- сирование и позволяет надежнее и достовернее устанавливать момент, предшествующий выводу электрода 1 из ванны 2. В свою очередь, это позволяет избежать Образования жидкой перемычки с последующим ее взрывом. При этом первоначально в период t, - - tj, короткого замыкания конца, электрода 1 со скоростью V,, соответствующей максимальному значению амплитуды переменной составляющей падения напряжений И, перемещают до погружения в жидкую ванну .2 на глубину h (0,)д,где d - диаметр (элект
(см, положе
волоки), в мм да 1 в момент
Сл фиг.1).
0
5
0
5
5
0
Если глубина h погружения конца электрода 1 в сварочную ванну 2 будет менее чем 0,3d (например, 0,25d)-, то масса жидкого металла меящу концом, плавящегося электрода t и поверхностью сварочной ванны 2 такова, что силы ийергдии меньще сил поверхностного натяжения капли 5, и потому происходит взрыв и разбрызгивание ме- талла.
Если же глубина погружения конца электрода 1 в сварочную ванну 2 будет больше, чем 1,0d (1,1d), то взры- за кайли 5 не произойдет, так как силы инерции массы слоя жидкого металла между концом электрода 1 и поверхностью сварочной ванны 2 значительно больше сил поверхностного Натяжения капли, нр при этом возмож- 1ГЫ утыкания конца электрода 1 в дно сварочной ваины 2, что приведет к нарущению процесса и ухудшит качество сварки.
Экспериментально установлено,что при глубине (О,3-1,0)d не наблюдается нарущения стабильности процесса сварки. После окончания погружения электроде; 1 в ванну 2, момент t которого определяют по достижению ам- плИтудоЙ измеряемого напряжения U переменной составляющей за;1анного минимального значения U д ,д,„ (см.
|4 )/4б
иг.1)«электрод начинают перемещать в обратном направлении со скоростью :j, при этом скорость V, неремешения увеличивают пропорционально увеличе- нию амплитуды переменной U составляк - щей падения напряжения между электроом и ванной жидкого металла и при достижении ею порогового значения и pop резко выводят электрод из ван ю ны. Резкий вывод электрода 1 в сочетании с колебаниями с частотой в диапазоне низких звуковых частот (20-400 Гц) не приводит к образованию жидкой перемычки между электро- is дом и ванной 2 и соответственно к взрыву.
В момент t зажигания сварочной уги элekтpoд 1 фиксируют на заданном расстоянии от ванны 2 и дуга 20 горит в течение t4 - ty .(З-Ю - 3-10 ) с, в результате чего на конце электрода 1 в момент tу возникает капля 5 жидкого металла, после чего начинают перемещение конца элек- 25 трода 1 в сварочную ванну 2, в ре- зультате в момент t(t) возникает следующее короткое замыкание конца плавящегося электрода t со сварочной ванной 2, погружение электрода зо в которую заканчивают в момент вре-. ени tf(.ti)f на который в момент Cg(tf) в направлении перемещения электрода 1 снова накладывают опианные вьпие колебания, т.е. процесс повторяется.
35
Время горения дуги t - tg составляет ( - 3-Ю ) с. Как из- , тепловая инерционность ду- ги доставляет (10 - 10) с, поэтому время горения дуги 1ф - t должно превышать время достижения дугой квазистационарного состояния т.е. (t - t) 3-10 с, но при горении дуги злектрод 1 быстро расплавляется с образованием капли 5. Время образования оптимальных размеров капли 5 составляет не более З Ю- с. При (tj - t) г 3-10 с, капля 5 достигает таких размеров, что самопроизвольно замыкается электрод 1 с ванной 2. Такое состояние недопустимо, так как может вызвать взрывоопасный г}роцесс. Поэтому в момент времени с (tg-t4 3«10 с) электрод 1 резко вводят в ванну 2 на глубине (0,3-1,0)d и процесс Продолжается .
s
0 5 о
5
5
о Q
if,
/L lH o6criIf( 4.5A,iIHI( rJiyfiUHbl
нот ружеиия коицл :)локтр(.)да 1 п впи- ну 2 можно использовать сигмпл I, по которому момент достижения (1Й глубины tд(t2) опредгляют по минимальной величине амплитуды U, например (0,2-0,3) Опор Амик . дуст отметить, что операция ввода i ty - t, и вывода t 4 электрода 1 с ванной 2 сонропождают иэм 1- нением тока сварки. В момент ввода t(t,) ток короткого замыкания ограничивают значениями (0,1-0,2)1- и в момент t зажигания дуги увеличивают до 1, где In - ток дуги,А.
Оценку качества полученных таким способом сварных соединений производят внешним осмотром и металлографическими исследованиями.
Примеры. Способ осуществляют на макете специальной сварочной установки Сварку ведут в среде аргона проволокой диаметром 1,2 мм марки СВ-08Г2С. Наплавляют валики на пластины размером 200x100x5 мм из материала ОХ18Н10Т. Колебания конца электродной проволоки 1 осуществляют механизмом продольных колебаний . -с частотой 100 Гц и амплитудой 0,7 мм. Вывод И рвод конца электрода 1- осуществляют механизмом дополнительных перемещений тракта подачи проволоки в вертикальной плоскости. Скорость дополнительных перемещений автоматически меняется в зависимости от сигt
нала и с помощью электромагнитного механизма дополнительных перемеще|шй конца электродной проволоки 1.Сварку проводят на режиме: 1- 210 А; Vnp tf 42 мм/с; Ua 30 В; V, „„„ 1,4 мм/с; Уэ,о1кс 830 мм/с. Сигнал и снимают между мундштуком электро-, да 1 и изделием. Сигналы с другой частотой не регистрируют.
Зажигают дугу и после достижения устойчивого существования дугового разряда и расплавления ванны 2 электрод 1 перемещают в ванну 2 с одновреченньв4и колебаниями конца электрода 1 с частотой 100 Гц и погружают в ванну на глубину h мм. В момент окончания погружения U 0,1-0,15 В.Затем электрод 1 выводят из ванны 2 вначале с V 1,4 мм/с, а затем V растет до 500 мм/с прог порционально U, значения которой также увеличиваются, и с приближением конца электрода 1 с поверхности ван5
ны составляет А,5 В. При достижении этого значения скорость вывода проволоки резко увеличивают до 830 мм/с Такой рост обусловлен образованием конусообразной поверхности ванны 2 высотой 0,5-0,6 мм. Таким образом п момент достижения и 4,5 В c,V, jj, 830 мм/с электрод 1 вьшодят из ванны 2 до зажигания дуги, время горения которой составляет 0,2 с, посля чего электрод 1 вновь вводят в ванну 2.
По изменению амплитуды переменной составляющей и падения напряжения между мундштуком 6 и изделием 3-4 фиксируют моменты времени,при которых жидкой перемьмки (электрод 1 - ванна 2) не наблюдается, а следовательно, отсутствует ее взрыв и разбрызгивание металла.
Качество сварного соединения оценивается визуально и металлографическим исследованиями.
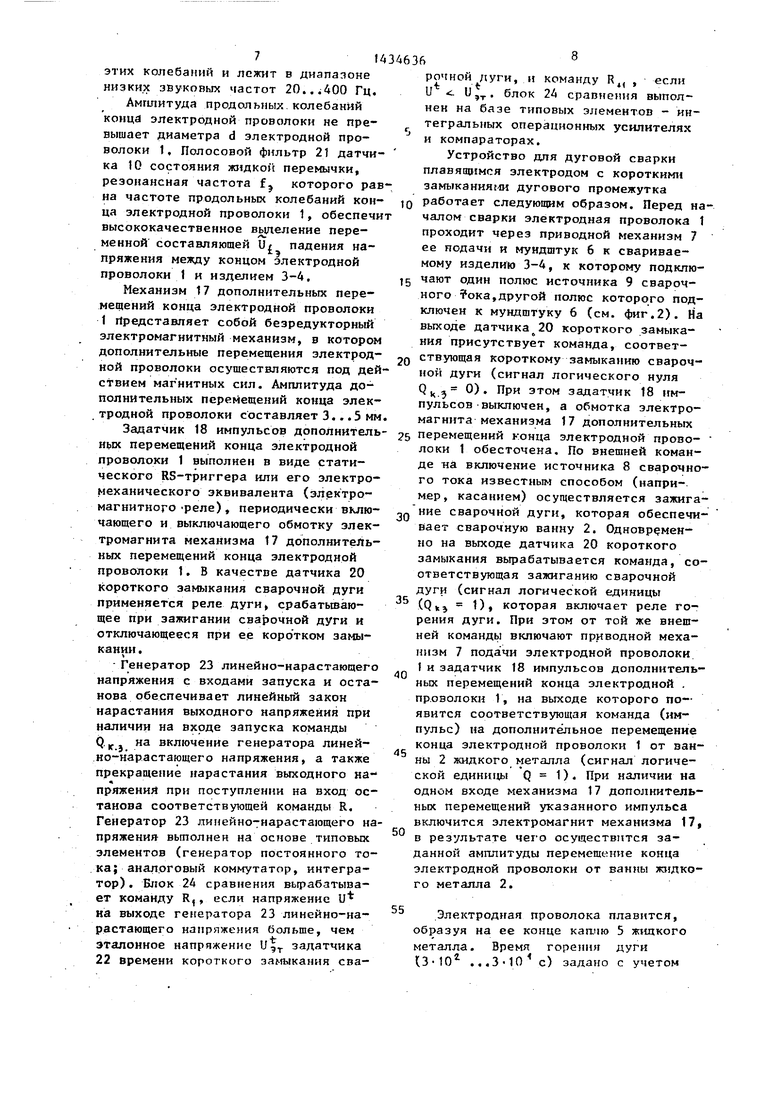
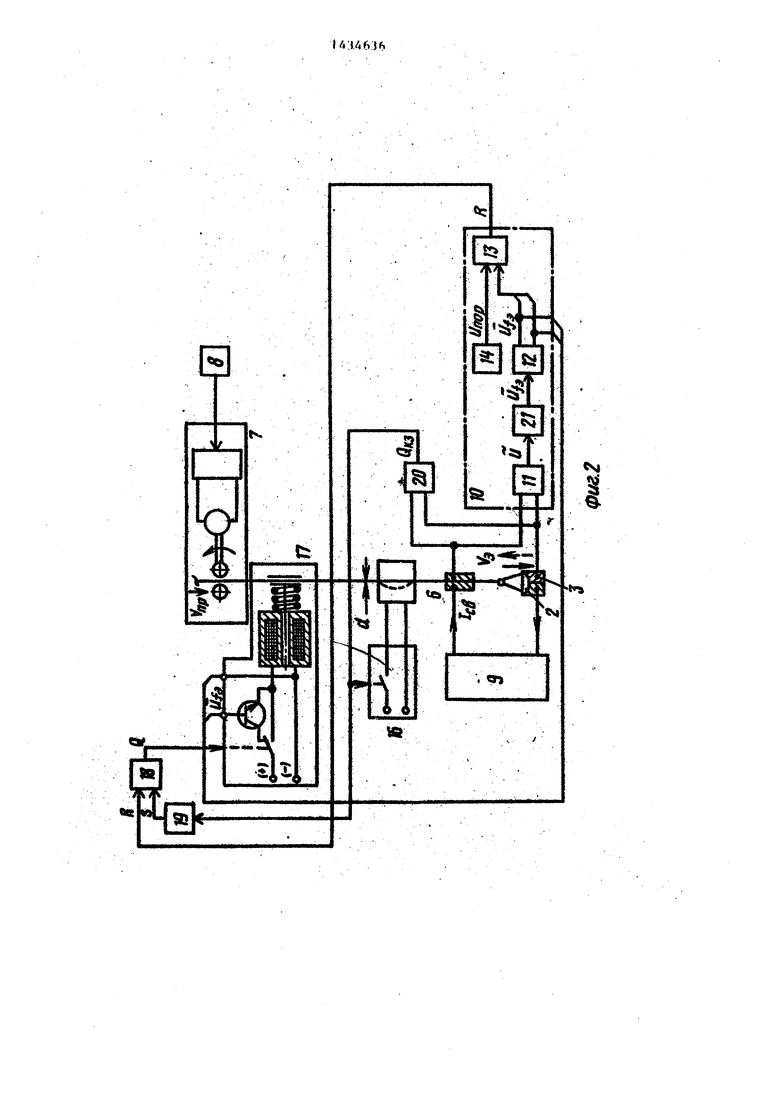
Устройство для дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка (см, фиг.2) содержит приводной механизм 1 подачи электродной проволоки 1 с за- дат чикрм 8 скорости подачи проволоки, источник 9 сварочного тока, подключенный через мундштук 6 к дуговому промежутку, датчик 10 СОСТОЯНИЯ жидкой перемычки, вьтолнённый в виде фильтра 11 верхних частот, вход которого подключен к дуговому промежутку, блока 12 вьотрямления, выход которого подключен к входу элемента 13 сравнения, другой вход которого подключен к задатчику 14 порогового напряжения меканизм 15 продольных колебаний конца электродной проволоки с зaдatчикoм 16 звуковой частоты этих колебаний, механизм 17 дополнительных перемещений конца электрод ной проволоки с задатчиком 18 им- пульсоВ эт{гх перемещений, реле 19 . времени горения дуги, датчик 20 ко- poTKot o замыкания сварочной дуги, подключенный к дуговому промежутку, и пблосовой фильтр 21, вход которого подклюмек к выходу фильтра 11 верхних частот, а выход - к входу блока 12 выпрямления датчика 10 состояния жидкой перемычки. При этом выход датчика 20 короткого замлкания сварочной дуги по дклю еи к задат- .чику 16 и входу реле 19 времени горения дуги, выход которого подключен
3fi6
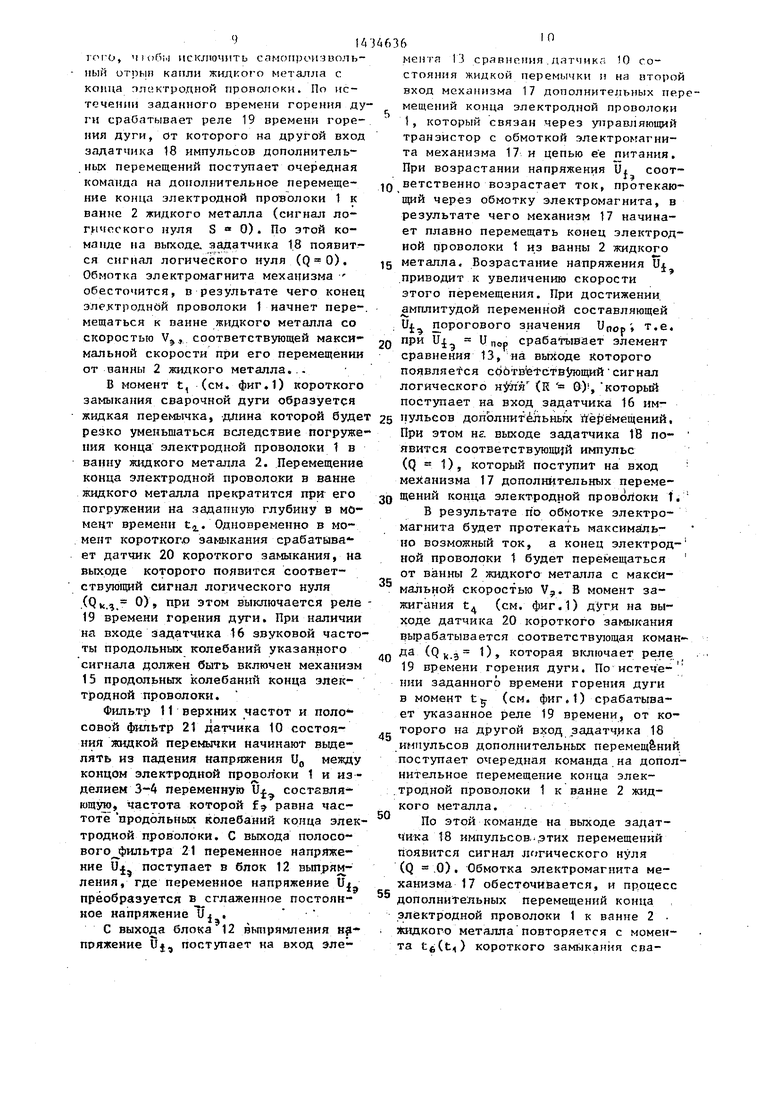
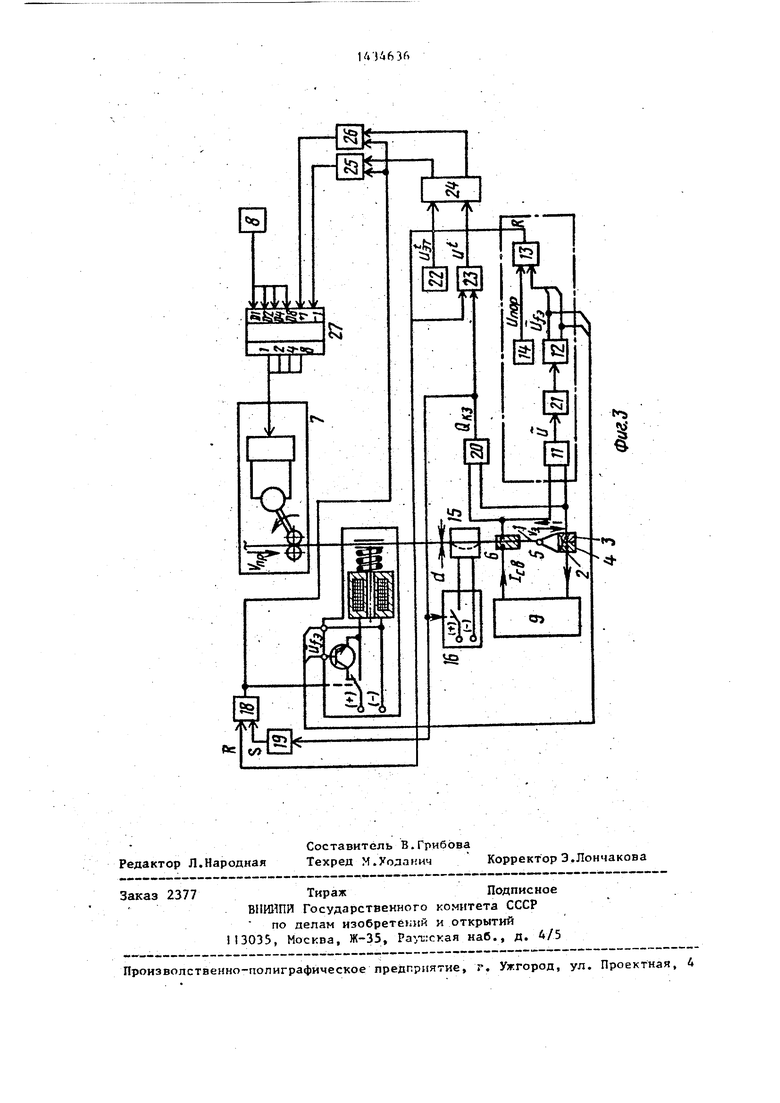
к входу злдлтчика 18, другой вход которого подключен к выходу элемента 13 сравнения датчика 10 состояния жидкой перемычки, а выход - к входу механизма 17 дополнительных перемещений конца электродной проволоки 1 , другой вход которого подключен к выходу блока 12 выпрямления датчика 10 состояния жидкой перемычки. В устройство для дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка (фиг.З) дополнительно введены задатчик 22 времени короткого замыкания сварочной дуги, генератор 23 линейно-нарастающего напряжения с входами запуска и останова, блок 24 сравнения, два элемента 25 и 26 И,
реверсивный счетчик 27. Вход запуска генератора 23 подютючен к выходу датчика 20 короткого замыкания, а вход останова - к выходу элемента 13 сравнения датчика 10 состояния жид,коА перемычки. Выход генератора 23 линейно-нарастающего напряжения подключен к входу блока. 24 сравнения, другой вход которого подключен к задатчику 22 времени короткого замыкания. Два выхода блока 24 сравнения подключены к входам перво.го 25 и второго 26 злементов И, два других входа которых подключены к выходу задатчи- ка 18 импульсов дополнительных мещений конца электродной проволоки
1..Выход первого элемента 25 И подключен к входу обратного счета per версивного счетчика 27,выход второго элемента И 26 - к входу прямого счета реверсивного счетчика 27, входы данных которого подключены к тине данных.задатчкка 8 скорости подачи электродной проволоки 1, а выходы - к шине данных управления приводным механизмом 7 подачи электродной проёолоки 1..
Механизм 15 продольных колебаний конца электродной проволоки 1 выпол- йен в виде механизма, в котором продольные колебания конца электродной проволоки осуществляются специальным генератором колебаний через эксцентрик, связанный с гибким направляющим каналом, где частота колеба- НИИ зависит от частоты вращения генератора продсшьных колебаний концА электродной проволоки 1 определяется задатчиком 15 зэуковой частоты
71434636
этих колебаний и лежит в диапазоне низких звуковых частот 20..400 Гц.
Амплитуда продольных колебаний конца электродной проволоки не превышает диаметра d электродной проволоки 1, Полосовой фильтр 21 датчика 10 состояния жидкой перемычки,
т
резонансная частота fj которого равна частоте продольных колебаний конца электродной проволоки 1, обеспечит высококачественное выпеление переменной составляющей U падения напряжения между концом электродной проволоки 1 и изделием 3-4,
Механизм 17 дополнительных перемещений конца электродной проволоки 1 Представляет собой безредукторный электромагнитный механизм, в котором дополнительные перемещения электродной проволоки осушествляются под действием маг нитных сил. Амплитуда дополнительных перемещений конца электродной проволоки составляет 3.. .5 мм.
2Q ствующая короткому замыканию сварочной дуги (сигнал логического нуля Р этом задатчик 18 импульсов выключен, а обмотка электромагнита механизма 17 дополнительных
Задатчик 18 импульсов дополнитель- 25 перемещений конца электродной провон к перемещений конца электродной проволоки 1 выполнен в виде статического RS-триггера или его электромеханического эквивалента (электромагнитного реле), периодически включающего и выключающего обмотку электромагнита механизма 17 дополнительных перемещений конца электродной проволоки 1. В качестве датчика 20 короткого замыкания сварочной дуги применяется реле дуги, срабатьшаю- щее при зажигании сварочной дуги и отключающееся при ее коротком замыкании.
- Генератор 23 линейно-нарастающего напряжения с входами запуска и останова обеспечивает линейный закон нарастания выходного напряжения при наличии на входе запуска команды Q, If на включение генератора линейно-нарастающего напряжения, а также прекращение нарастания выходного на- пр яжениЯ при поступлении на вход останова соответствующей команды R. Генератор 23 линейно-нарастающего напряжения вьшолнен на основе типовых элементов (генератор постоянного тока; аналоговый коммутатор, интегратор). Блок 24 сравнения вырабатывает команду R,, если напряжение U на выходе генератора 23 линейно-нарастающего напряжения больше, чем эталонное напряжение задатчика 22 времени короткого замыкания сва-
30
35
40
45
50
55
локи 1 обесточена. По внешней команде на включение источника 8 сварочного тока известным способом (например, касанием) осуществляется зажигание сварочной дуги, которая обеспечивает сварочную ванну 2, Одновр мен- но на выходе датчика 20 короткого замыкания вырабатывается команда, соответствующая зажиганию сварочной дуги (сигнал логической единицы (Риз которая включает реле горения дуги. При этом от той же внешней команды включают приводной механизм 7 электродной проволоки 1 и задатчик 18 импульсов дополнительных перемещений конца электродной . пр.оволоки 1, на выходе которого появится соответствующая команда (импульс) на дополнительное перемещение конца электродной проволоки 1 от ванны 2 жидкого металла (сигнал логической едини1№1 Q 1). При наличии на одном входе механизма 17 дополнительных перемещений указанного импульса включится электромагнит механизма 17, в результате чего осуществится заданной амплитуды перемещение конца электродной проволоки от ванны жидкого металла 2.
Электрод1гая проволока плавится, образуя на ее конце каачю 5 жидкого металла. Время горения дуги (3-tO ...3-10 с) задано с учетом
рочной дуги, и команду R, и . и. блок 24
если
сравнения выполнен на базе типовых элементов - интегральных операционных усилителях и компараторах.
Устройство для дуговой сварки плавяащмся электродом с короткими замыкания и дугового промежутка
работает следующим образом. Перед началом сварки электродная проволока 1 проходит через приводной механизм 7 ее подачи и мундштук 6 к свариваемому изделию 3-4, к которому подключают один полюс источника 9 сварочного т ока, другой полюс которого подключен к мундштуку 6 (см, фиг.2). На выходе датчика 20 короткого замыкания присутствует команда, соответствующая короткому замыканию сварочной дуги (сигнал логического нуля Р этом задатчик 18 импульсов выключен, а обмотка электромагнита механизма 17 дополнительных
перемещений конца электродной прово0
5
0
5
0
5
локи 1 обесточена. По внешней команде на включение источника 8 сварочного тока известным способом (например, касанием) осуществляется зажигание сварочной дуги, которая обеспечивает сварочную ванну 2, Одновр мен- но на выходе датчика 20 короткого замыкания вырабатывается команда, соответствующая зажиганию сварочной дуги (сигнал логической единицы (Риз которая включает реле горения дуги. При этом от той же внешней команды включают приводной механизм 7 электродной проволоки 1 и задатчик 18 импульсов дополнительных перемещений конца электродной . пр.оволоки 1, на выходе которого появится соответствующая команда (импульс) на дополнительное перемещение конца электродной проволоки 1 от ванны 2 жидкого металла (сигнал логической едини1№1 Q 1). При наличии на одном входе механизма 17 дополнительных перемещений указанного импульса включится электромагнит механизма 17, в результате чего осуществится заданной амплитуды перемещение конца электродной проволоки от ванны жидкого металла 2.
Электрод1гая проволока плавится, образуя на ее конце каачю 5 жидкого металла. Время горения дуги (3-tO ...3-10 с) задано с учетом
I oi O, ч I обы исключить само11рсм1зволь- ный oTObiH капли жидкого металла с конца лликтродиой пронопоки. По истечении заданного времени горения дуги срабатывает реле 19 времени горения дуги, от которого на другой вход задатчика 18 импульсов дополнительных перемещений поступает очередная команда на дополнительное перемещение конца электродной проволоки 1 к ванне 2 жидкого металла (сигнал ло- гичоского нуля S 0). По этой команде на ныходеи задатчика 18 появитг- ся сигнал логического нуля (Q 0), Обмотка электромагнита механизма обесточится, в результате чего конец электродной проволоки 1 начнет пере-, мещаться к панне жидкого металла со
мента 13 сравнения.длтчикя 10 состояния жидкой перемычки и на нторой вход механизма 17 дополнительных пер мещений конца электродной проволоки 1, который связан через управляющий транзистор с обмоткой электромагнита механизма 17 и цепью е е дитания. При возрастании напряжения Uj, соот10 ветственно возрастает ток, протекающий через обмотку электромагнита, в результате чего механизм 17 начинает плавно перемещать конец электродной проволоки 1 из ванны 2 жидкого
15 металла. Возрастание напряжения Uj пpивo ц т к увеличению скорости этого перемещения. При достижении, амплитудой переменной составляющей
л
и,
Uj. ПОРОГОВОГО значения Uoop т.е
скоростью Vj, соответствующей макси- JQ при U Uпор срабатывает элемент
сравнения 13, на выходе которого появляется с6йтв 1 ствУющий сигнал логического (R - 0), который
мальной скорости при его перемещении от ванны 2 жидкого металла...
В момент t, (см. фиг.1) короткого замыкания сварочной дуги образуется поступает на вход задатчика 16 им- жидкая перемычка, -длина которой будет 25 ЧУЛьсов дополнит ьньгх йёрёмещений, резко уменьшаться вследствие погруже- При этом нг. выходе задатчика 18 пемента 13 сравнения.длтчикя 10 состояния жидкой перемычки и на нторой вход механизма 17 дополнительных перемещений конца электродной проволоки 1, который связан через управляющий транзистор с обмоткой электромагнита механизма 17 и цепью е е дитания. При возрастании напряжения Uj, соответственно возрастает ток, протекающий через обмотку электромагнита, в результате чего механизм 17 начинает плавно перемещать конец электродной проволоки 1 из ванны 2 жидкого
металла. Возрастание напряжения Uj пpивo ц т к увеличению скорости этого перемещения. При достижении, амплитудой переменной составляющей
л
и,
Uj. ПОРОГОВОГО значения Uoop т.е

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Устройство для дуговой сварки плавящимся электродом | 1986 |
|
SU1329932A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1982 |
|
SU1053993A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩЕЙСЯ ПРОВОЛОКОЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474487C1 |
| Способ дуговой сварки плавящимся электродом | 1988 |
|
SU1562086A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
ния конца электродной проволоки 1 в ванну жидкого металла 2. Перемещение конца электродной проволоки в ванне жидкого металла прекратится при его погружении на заданную глубину в момент времени tj. Одновременно в момент короткого замь кания срабатыва - ет датчик 20 короткого замыкания, на выходе которого появится соответствующий сигнал логического нуля ( - 0), при этом выключается реле 19 времени горения дуги. При наличии на входе задатчика 16 звуковой частоты продольных колебаний указанного сигнала должен быть включен механизм 15 продольных колебаний конца электродной проволоки.
Фильтр 11 верхних частот и совой фильтр 21 датчика 10 состояния жидкой перемычки начинают вьще- лять из паления напряжения Uj, между концом электродной провол оки 1 и из - делием 3-4 переменную U составляющую, частота которой f равна час- тоте продольных колебаний конца электродной проволоки. С выхода полосо- вого фильтра 21 переменное напряжение и. поступает в блок 12 ньтрям- ления, где переменное напряжение U| преобразуется в сглаженное постоянное напряжение Ij j .
С выхода блока 12 вьшрямэтения нэ пряжение Uj, поступает на вход эле0
явится соответствующ11й импульс (Q « 1), который поступит на вход мезсанизма 17 дополнительных переме- Q щений конца электродной npoBojioKH Т.
В результате пЪ обмотке электромагнита будет протекать максимально возможный ток, а конец электрод- ной проволоки 1 будет перемещаться от ванны 2 жидкого металла с максис
мальной скоростью V. В момент зажигания t (см. фиг.1) дуги на выходе датчика 20 короткого замьпсания вырабатывается соответствующая команда (Q 5 1), которая вгслючает реле 19 времени горения дуги. По истеч е- НИИ заданного времени горения дуги в момент t (см. фиг,1) срабатывает указанное реле 19 времени, от которого на другой вход задатчика 18 импульсов дополнительных перемещений поступает очередная команда на дополнительное перемещение конца элек- .тродной проволоки 1 к ванне 2 жидкого металла.
По этой команде на выходе задатчика 18 импульсов..тих перемещений появится сигнал логического нуля (Q .0). Обмотка электромагнита механизма 17 обесточивается, и процесс дополнительных перемещений конца электродной проволоки 1 к ванне 2 жидкого металла повторяется с момента t(ti) короткого замйканйя сва0
5
рочной дуги. Наличие в измеряемом напряжении переменной составляющей , частота которой равна частоте продольных колебаний конца электродной проволоки при коротком замыкании можно объяснить тем, что под влиянием указанных периодических продольных колебаний действие сил поверхностного натяжения жидкой перемычки приобретают периодический характер, что влияет на форму жидкой перемычки.
В результате среднее омическое сопротивление участка сварочной цепи с жидкой перемычкой возрастает за счет появления переменной составляющей омического сопротивления данного участка. Соответственно.этим можно объяснить появление по ос-циллограмме напряжения переменнбй составляющей и - Ujg, частота, которой равна част тоте продольных колебаний конца проволочного злектродаь
Кроме указанной переменной составляющей в сигнале, поступающем на вход датчика 10 состояния жидкой перемычки, содержатся другие переменные составляющие напряжения, частоты которых могут быть кратны частоте питающей сети. Введение в него полосового фильтра 21, резонансная частота f которого равна звуковой частоте продольньк колебаний конца электродной проволоки, дополнительно повысит точность датчика состояния жидкой перемычки за счет подавления помех, частота которых лежит за пределами полосы прозрачности полосового фильтра..
При выведении электрода из ванны жидкого металла при помощи электромагнитного механизма 17 дополнительных перемещений конца эле.ктродной проволоки амплитуда измеряемого сигнала Ui возрастает, при этом жидкая перемычка приобретает форму конусообразной поверхности 6 ванны жидкого металла с вершиной на конце электрода (см. фиг.1). При достижении
плитудой Uf, порогового значения Unop скорость V,-перемещения конца электродной проволоки, увеличивающаяся пропорционально значению увеличивающегося напряжения U (Uj ),скачкообразно возрастает по команде, вырабатываемой элементом сравнения датчика состояния жидкой перемьмки. За счет резкого увеличения скорости пе0
B
5
0
5
ih .I
ремещения электрода из ванны происходит разрьш жидкой перемычки между концом электродной проволоки и ванной жидкого металла без ее взрыва и разбрызгивания. При этом обеспечивается более полное удаление с конца электродной проволоки жидкого .металла. Это объясняется действием сил поверхностного натяжения, электродинамической силы, сил инерции, возникающих как за счет ускоренного перемещения конца проволочного электрода, так и за счет наложения на него механических продольных колебаний, частота которых лежит в области низких звуковых частот (20...400 Гц).
Таким образом, наложение на электрод продольных низкочастотных колебаний позволяет не только повысить точность датчика состояния жидкой перемычки, но и способствует снижению разбрызгивания жидкого металла, Ьteгyлиpoвaниe времени короткого за- ьажания в предложенном устройстве осуществляется следующим образом. В момент короткого замыкагаш датчик 20 короткого замыкания вырабатывает соответствующую команду (Q 0), которая поступает на вход запуска генератора 23 линейно-нарастающего напряжения (см. фиг.З), на ныходс которого вырабатывается сигнал U , прямо пропорциональный текущему времени с момента t, начала короткого замыкания (см. фиг.1). При достижении в момент времени с (сМ.фиг.1) ам-0
плитудой переменной составляющей U порогового значения Unop (Uf:
5
Ь
и
пир
) срабатывает элемент 13 срав0
5
нения датчика 10 состояния жидкой перемычки, на выходе которого появляется соответствующий сигнал логического нуля (R 0) , которьгй поступает также на вход останова генератора 23 линейно-нарастающего напряжения. При этом блок сравнения 24 вырабатывает команду R ( t), если напряжение U больше, чем эталонное напряжение U . или команду . R, (К 41 1), если напряжение U меньше, чем эталонное значение задатчика 22 времени короткого замыкания.
Если напряжение U на выходе ге- нера тора 23 в момент поступления команды на его останов равно эталонному значению (и и, ), то на обо
их иыхолпх блока сравнения 24 прн- сутстнуют сигналы логического нуля (R,, О, Кд, 0). По сигналу R (К 0), поступающему на вход за- датчика 18 импульсов дополнительных перемещений, на выходе последнего вырабатывается соответствующий импульс (сигнал логической единицы Q « 1), поступающий также на объединенные входы первого 25 и второго 26 эмецентов логического И. При наличии на выходе блока 24 сравнения комащхы R (R, 1) на выходе первого логического элемента И 25 выра- батчвается импульс, поступающий на пход обратного счета реверсивного счетчика 27. При этом содержимое реверсивного счетчика 27 уменьшается на единицу. Соответственно на дискретное значение уменьшится скорость подачи электродной проволоки 1 При наличии на выходе блока 24 сравнения команды R. (R 4-4 1) на выходе второго логического элемента И 26 вырабатывЗется иМпульс, поступающий на вход прямого счета-реверсивного счетчика 27. При этом содержимое реверсивного счетчика 27 увеличится на единицу. Соответственно на дискретное значение увеличится скорость подачи электродной проволоки 1; таким образом вывод конца электродной проволоки из жндкогд металла буде осуществляться, во-первых, по дости- жению амплитудой переменного Uj на пряжения порогового напряжения Uf,,p, во-вторых, время, в течете которого и достигает и„ор , будет поддерживаться равным заданному задатчи- ком 20 времени короткого замыкания, при этом взрывы жидкой перемычки будут отсутствовать.
Таким образом, способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка по сравнению с прототипом позволяет повысить качество сварного соединения путем исключения разбрызгивани жидкого металла за счет исключения взрыва его перемычки в процессе сварки, которое достигается тем, что в момент короткого замыкания дугового промежутка электродную проволоку резко погружают в ванну жидкого металла на определенную глубину, а затем резко выдергивают из сварочной ванны. В результате силами Поверх-, ностного натяжения сварочной ванны
язщкий металл с электрода снимается, а перемычка существует такое короткое время, что не успевает взорваться.
Предлагаемое устройство для осуществления способа позволяет повысить качество сварного процесса за счёт исключения разбрызгивания металла и обеспечить стабильность этого процесса за счет строгой периодичности его протекания.
Формула и 3 о б
Р е т е и и я
5
0
5
0
5
0
/у «7... «ТОЛ;
Фиг./
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1982 |
|
SU1053993A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Львов Н.С., Гладков Э.А | |||
| Автоматика и автоь атизация сварочных процессов, М.: Машиностроение, 1982, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
