Изобретение относится к области автоматизации технологических процессов в машиностроении.
Известны устройства для поштучной подачи деталей, содержащие вибробункер со спиральным лотком, выполненным в зоне выдачи в виде ступеней, образованных смещенными от центра и вниз участками Cl..
Известные устройства предназначены для подачи гладких цилиндрических деталей.
Недостатком их является невозмож:ность использования для легко сцепляющихся ступенчатых деталей, так Kai нанизываясь друг на друга, они заклинивают приемник.
Целью изобретения является расширение технологических возможностей устройства за счет обеспечения по.шт;учной подачи ступенчатых легко сцепляющихся деталей.
Указанная цель достигается тем, что ступени спирального лотка установлены наклонно друг к другу в вертикальной и горизонтальной плоскостях, длина казвдой ступени больше длины детали, а высота больше максимального диаметра детали, причем последняя ступень выполнена двухъярусной.
верхний ярус которой снабжен упором и по ширине равен диаметру тонкого конца детали, а нижний ярус равен по ширине максимальному диаметру детали .. .
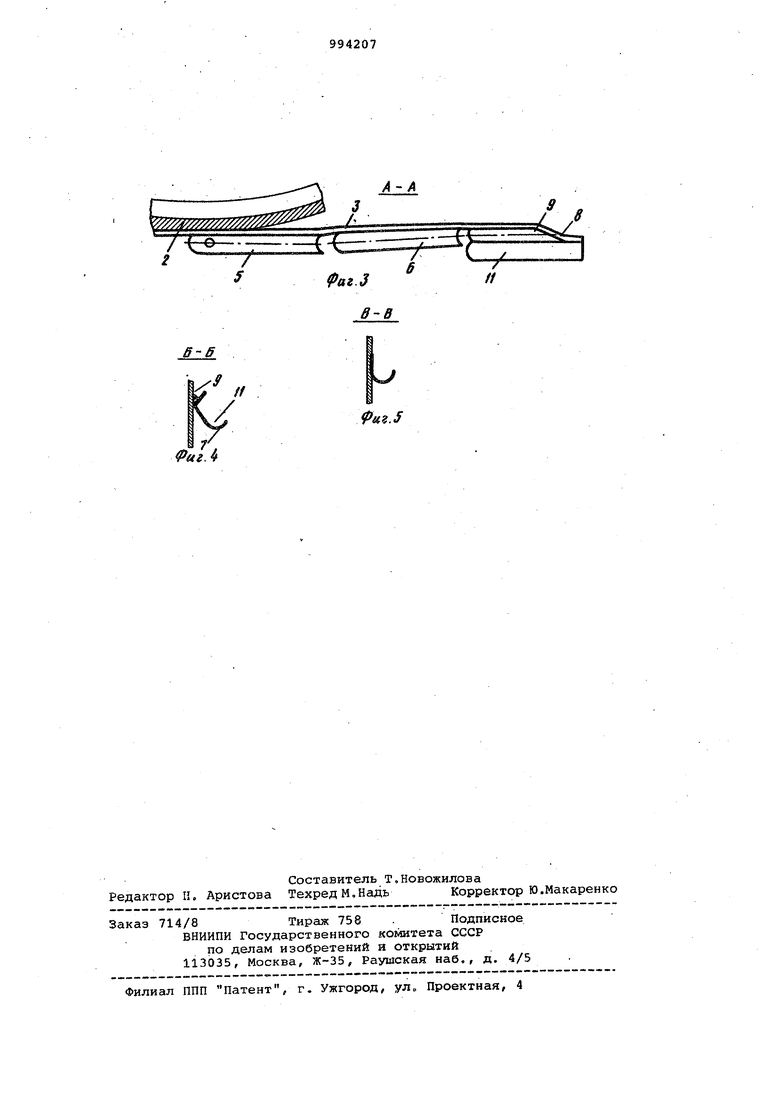
На фиг. 1 схематично изображено описываемое устройство, вид спереди,на фиг. 2 изображена принципиальная схема устройства; на фиг. 3 - разрез
10 А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2} на фиг. 5 - разрез В-В на фиг. 2.
Устройство содержит вибробункер 1со спиральным лотком 2, в .котором
15 выполнен щелевой паз 3, планку 4, укрепленную на чаше вибробункера с установленными на ней ступенями 5, ,6 и 7. Планка 4 в горизонтальной плоскости изогнута параллельно осям этих
20 ступеней. Ступени 5 и 6 имеккт одинаковое поперечное сечение и по ширине равны максимальному диаметру детали, при этом ступень 5 служит для преобразования вертикального движения де25тали в горизонтальное, поэтому имеет угол наклона в вертикальной плоскости от 25 до 40, а ступень б служит для гашения скорости движения детали и изменения ее направления в сторону
30 .следующей ступени, в связи угол наклона ступени б в горизонтал ной плоскости составляет 4-10 ;, и в .вертикальной плоскости 10-20°, Кром того, устройство содержит двухъярус ную ступень 7, установленную в верт кальной и горизонтальной плоскостях под углом 1-5 и снабженную наклонным упором 8, образованным подгибом планки 4 к бортику верхнего яруса 9 ступени 7. Верхний ярус 9 - вспомогательный и по ширине равен диаметру тонкого конца детали 10, а нижний ярус 11 равен по ширине максимальному диаметру детали и удержива ет только одну деталь. Устройство работает следующим об разом. Деталь 10, поступая по спиральному лотку 2, ориентируется в щелевом пазе 3 концом меньшего диаметра вниз и в ориентированном положении подается на ступень 5, преобразующу вертикальное движение детали в гори зонтальное, а снее на ступень б, где благодаря углам наклона в верти кальной и горизонтальной плоскостях детсшь теряет свою кинетическую эне 1ГИЮ и меняет направленна движения в сторону ступени 7. Деталь попадает концом меньшего диаметра в верхний ярус 9 ступени 7 и, упираясь им в планку 4, доходит до упора 8, образованного подгиЬом планки к борти ку верхнего яруса, после чего падает на нижний ярус 11 ступени 7, отку да засасывается в эжектор 12. Верхний ярус 9 ступени лотка 7 и упор 8 необходимы для того, чтобы верхняя деталь сбрасывалась на нижний ярус ступени 7 всей своей длиной сверху вниз в горизонтальном положении,что полностью исключает нанизывание деталей даже при частичном всасывании нижней детали в эжектор. Ширина ступеней 5 и б равна максимальному диаметру детали для того чтобы каждая ступень вмещала только одну деталь. Высота ступени между концом предыдущей и началом последую щей ступени больше максимального диа метра деталей для того, чтобы полые с одного конца детали не нанизывались друг на друга, заклинивая тем самым устройство, а накладывались друг на друга сбоку. этом лимние детали, образующиеся в связи с тем, что для исключения холостой работы станка детали подаются непрерывно и в количестве большем, чем успевает всосать эжектор, скатываются вниз в сборник незагрузившихся деталей,которые потом снова загружаются в чашу вибробункера. С той же целью,т.е. чтобы детали не нанизывались друг на друга, а накладывались друг на друга сбоку, ступени лотка наклонены одна к другой в горизонтальной плоскости. Длина каждой ступени лотка больше длины детали для того, чтобы сообщить детали нужное направление движения при переходе ее на следующую ступень. Углы наклона ступеней.опре- деляются экспериментально. . Использование предлагаемого устройства позволяет расширить номенклатуру подаваемых деталей, так как оно пригодно для сцепляющихся и несцепляющихся деталей. Данное устройство высокопроизводительно, надежно в работе, снижает затраты рабочего аречюни, уходящего на остановку автомата для ликвидации заклинивания дета-лей, упрощает обслуживание автомата при его эксплуатации. Формула изобретения Устройство для поштучной подачи деталей, содержащее вибробункер со спиральным лотком, выполненным в зоне выдачи в виде ступеней, образованных смещенными от центра и вниз участками, отлич ающеесятем, что, с целью расширения технологических возможностей устройства за счет обеспечения поштучной подачи ступенчатых легко сцепляющихся деталей, ступени спирального лотка установлены наклонно одна к другой в вертиксшьной и горизонтальной плоскостях, длина каждой ступени больше длины детали, а высота больше максимального диаметра, детали,причем последняя ступень выполнена двухъярусной, верхний ярус которой снабжен упором и по ширине равен диаметру тонкого конца детали, а нижний ярус равен по ширине максимальному диаметру детали. . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 349562, кл. В 23 и 7/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационное загрузочное устройство | 1982 |
|
SU1021559A1 |
| Устройство для ориентации деталей,преимущественно в виде втулки с продольной прорезью со стороны ее торца | 1984 |
|
SU1225060A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Устройство для ориентированной подачи деталей | 1987 |
|
SU1525963A1 |
| ВИБРОБУНКЕР | 1972 |
|
SU349562A1 |
| Устройство для подачи плоских деталей | 1984 |
|
SU1228330A1 |
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ И ПОДАЧИ ПРУЖИННЫХ РАЗРЕЗНЫХ ШАЙБ | 1965 |
|
SU224272A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |

8
Фаг.З
X-Xl
.5
